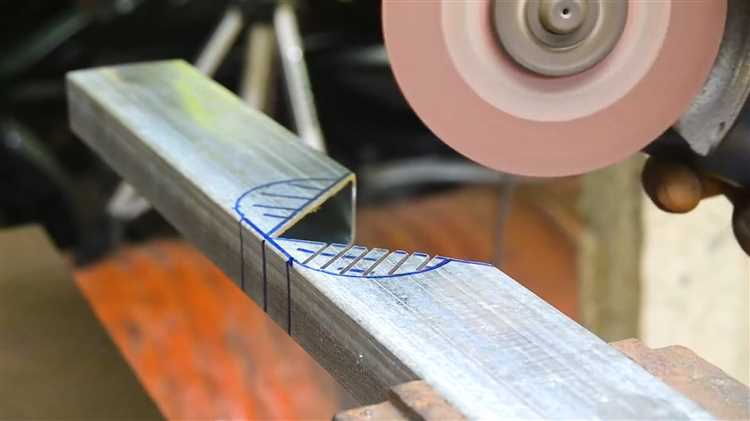
Профильная труба сечением 40×20 мм используется в конструкциях, где важна жёсткость и эстетика. Однако при необходимости закругления углов или создания дугообразных элементов возникает риск деформации стенок, особенно при изгибе по меньшей стороне. Чтобы избежать вмятин и потери геометрии, важно учитывать толщину стенки, радиус изгиба и метод обработки.
Оптимальный радиус изгиба для трубы 40×20 мм с толщиной стенки 2 мм составляет не менее 3,5-кратной высоты профиля – около 70 мм. При меньшем радиусе возникает риск сплющивания профиля по внутренней дуге. Использование дорнового трубогиба позволяет контролировать процесс изгиба изнутри, поддерживая форму и равномерность стенок.
Для ручного или станочного гиба требуется предварительный расчет усилия, особенно при работе с углеродистой сталью. Применение подогрева (до 200–250°C) помогает снизить напряжение металла, но требует равномерного прогрева и контроля температуры во избежание структурных дефектов. Гиб следует выполнять в несколько проходов с постепенным увеличением угла, избегая резких нагрузок.
Дополнительное усиление профиля во время гиба достигается с помощью заполнения песком или расплавленным свинцом, что предотвращает сплющивание. После изгиба важно проверить сохранность размеров и выполнить правку только по торцам, не нарушая радиус основной кривой.
Выбор минимального радиуса изгиба для профиля 40×20
- Минимальный радиус изгиба зависит от способа гибки. Для холодного радиус должен быть не менее 2,5 высоты профиля, то есть 50 мм. Ниже – риск деформации.
- При толщине стенки 1,5 мм допустимый радиус увеличивается до 60 мм. Тонкая стенка хуже держит форму.
- Для гибки без заполнителя или внутренней поддержки лучше использовать радиус от 80 мм. Это снижает напряжение в стенках и устраняет овальность.
- Если используется роликовый трубогиб с поддержкой по всей длине – возможен радиус от 60 мм, но при этом профиль должен быть из стали не ниже марки СТ3.
- При использовании метода с песком или другими наполнителями допустимый радиус можно уменьшить до 40 мм, но только при стенке от 2 мм.
Учитывая геометрию 40×20, меньшая сторона (20 мм) ограничивает минимальный радиус, так как именно она чаще подвергается деформации. Оптимальное решение – подбирать радиус от 3 высот профиля и выше (60 мм+), особенно при серийной гибке.
Подбор инструмента и оснастки для гибки без вмятин
Для гибки профиля 40×20 мм без деформации критично выбрать оправку с радиусом, превышающим толщину стенки как минимум в 5 раз. При стенке 2 мм минимальный радиус гиба должен быть не менее 10 мм. Это снижает риск сплющивания на внешнем радиусе и смятия на внутреннем.
Использовать следует трубогиб с дорновой системой. Дорн, желательно сегментированный, должен точно соответствовать внутреннему размеру профиля. Для 40×20 мм обычно подбирается дорн с формой прямоугольного сечения и возможностью подстройки по длине входа в зону гиба. Это предотвращает смещение стенок внутрь и сохраняет геометрию.
Материал прижимной матрицы и направляющей должен обеспечивать низкий коэффициент трения. Для алюминиевых профилей применяется полиуретан или капролон, для стальных – закалённая сталь с фторопластовой вставкой. Недопустимо использовать неподходящие по твердости материалы – это вызывает задиры и вмятины.
Формообразующая матрица должна иметь радиус, превышающий требуемый радиус гиба на 1–2 мм. Это учитывает возврат упругой деформации и снижает нагрузку на наружную грань профиля. Углы направляющих элементов сглаживаются – острые кромки вызывают локальные вдавливания.
При гибке на ручных станках необходимо контролировать момент начала подачи, обеспечивая равномерное распределение усилия по длине профиля. Для этого используется прижим с предварительным натяжением. Нарушение симметрии усилий приводит к диагональному смятию стенки.
Как подготовить профиль к гибке: очистка, замеры, маркировка

Очистка поверхности перед гибкой – обязательный этап. Профиль 40×20 мм должен быть полностью очищен от ржавчины, масла, краски и металлической стружки. Используй металлическую щётку или абразивную губку. При наличии масляных пятен обработай растворителем, например, ацетоном. Остатки влаги удаляются ветошью – влага в зоне гиба увеличивает риск деформации при нагреве.
Замеры необходимы для точной привязки гиба к конструкции. Используй штангенциркуль для контроля фактического сечения: часто номинальные 40×20 мм могут иметь допуски до ±0,5 мм. Измерь толщину стенки – при гибке на внутренней стороне возможна потеря прочности, особенно если стенка менее 1,5 мм. Замерь длину заготовки с учётом радиуса гиба и припусков – это исключит ошибку при финальной подгонке.
Маркировка осуществляется после замеров. Используй керн или тонкий маркер с износостойкими чернилами. Наноси линии строго по осям сгиба – от центра профиля, а не от края. Если планируется несколько гибов, каждый обозначай отдельно с указанием радиуса и направления. Не допускай смещения разметки – любое отклонение приведёт к искажению геометрии готовой детали.
Метод гибки на трубогибе с внутренней поддержкой

Для закругления профиля 40×20 без деформации применяется гибка на трубогибе с установкой внутренней поддержки. Внутренняя поддержка предотвращает смятие и складки на внутренней стороне изгиба, сохраняя геометрию сечения.
В качестве внутренней поддержки используют оправку, изготовленную из материалов с низким коэффициентом трения, например, полиамида или бронзы. Диаметр оправки подбирается с допуском ±0,1 мм к внутреннему радиусу изгиба, что обеспечивает плотное прилегание и равномерное распределение напряжений.
Перед гибкой профиль закрепляют на трубогибе с использованием специальной матрицы с радиусом, не менее чем в 1,5 раза превышающим высоту профиля (в данном случае радиус должен быть минимум 30 мм). Слишком малый радиус вызывает деформацию и разрушение внутренней стенки.
Процесс гибки выполняется при постоянной скорости движения и с контролируемым усилием, чтобы избежать проскальзывания профиля относительно оправки и матрицы. Рекомендуется использовать гидравлические трубогибы с регулируемым моментом, позволяющие плавно дозировать нагрузку.
После гибки профиль остается под нагрузкой на 1–2 минуты для снятия внутренних напряжений. Это уменьшает риск последующей деформации и трещин при эксплуатации.
Способы предотвращения смятия стенок при гибке
Для профиля 40×20 мм основная причина смятия стенок при гибке – неравномерное распределение усилия и недостаточная опора в зоне изгиба. Чтобы избежать этого, рекомендуется применять следующие методы:
1. Использование оправок и подкладок с радиусом, близким к радиусу гиба. Это снижает локальное напряжение на поверхность и предотвращает излом или смятие.
2. Предварительный нагрев участка изгиба до 150-200 °C повышает пластичность металла, снижая риск образования складок и деформаций.
3. Применение роликовых гибочных станков с регулируемым прижимом обеспечивает плавное распределение нагрузки по всей длине изгиба.
4. Оптимальный радиус гиба для профиля 40×20 мм должен быть не менее 1,5–2 толщин стенки (толщина стенки обычно 1,5-2 мм), то есть 3–4 мм. Меньший радиус приводит к сильному напряжению и смятию.
5. Увеличение длины зоны опоры вокруг изгиба снижает концентрацию напряжений, что предотвращает образование вмятин и складок.
6. Контроль скорости гибки: медленное выполнение операции уменьшает риск резких деформаций, особенно на тонкостенных профилях.
7. Использование смазочных материалов в зоне гиба снижает трение и риск заедания металла, что минимизирует повреждения поверхности.
Контроль геометрии после гибки: проверка и корректировка

После гибки профиля 40×20 необходимо сразу измерить отклонения геометрии. Ключевые параметры – радиус закругления, угол изгиба и сохранение прямолинейности сторон. Радиус следует проверять шаблоном или радиусомером с точностью до 0,5 мм. Угол изгиба измеряют угломером, допускается отклонение не более ±1°.
Для выявления искривлений используйте линейку длиной не менее 1 метра и контрольную плоскость. Проверка проводится вдоль внутренней и наружной сторон профиля. Максимально допустимое отклонение от плоскостности – 1 мм на 1 метр длины.
Если геометрия не соответствует нормам, применяют корректирующие прокатки или локальную правку молотком с использованием подкладок из мягкого металла, чтобы избежать повреждений поверхности. Правку выполняют постепенно, контролируя параметры после каждого этапа.
При необходимости корректируют радиус путем дозированного нагрева участка гибки с последующим повторным формированием. Важно избегать перегрева, чтобы не изменять структуру металла.
Все замеры и корректировки фиксируются в технической документации для контроля качества и повторяемости процесса на следующих партиях.
Вопрос-ответ:
Какие инструменты лучше использовать для закругления профиля 40 на 20, чтобы избежать деформации?
Для закругления профиля 40 на 20 без деформации оптимально применять роликовый гибочный станок с регулируемым радиусом гиба. Также возможно использование специального профилегибочного оборудования с поддержкой и контролем усилия. Ручные методы, например, с помощью тисков и молотка, требуют аккуратности и могут привести к нежелательным изгибам, поэтому лучше выбирать механизированные варианты.
Можно ли закруглить профиль 40×20 с помощью нагрева, и как это повлияет на его свойства?
Нагрев профиля перед гибкой снижает риск образования трещин и повышает пластичность металла, однако важно контролировать температуру, чтобы избежать перегрева и ослабления материала. Для профиля 40 на 20 обычно достаточно локального нагрева газовой горелкой или индукционным нагревом до температуры, при которой металл становится податливым, но не теряет своих прочностных характеристик. После гибки изделие рекомендуется охладить естественным образом, без резких перепадов температуры.
Какой минимальный радиус закругления возможен для профиля 40 на 20 без деформации и трещин?
Минимальный радиус закругления напрямую зависит от толщины стенки профиля и его материала. Для стального профиля толщиной около 2 мм рекомендуется радиус не менее 3-4 крат толщины стенки, то есть около 6-8 мм. Попытка сделать более резкий изгиб может привести к появлению трещин или сильному истончению стенок. Чтобы обеспечить качество, стоит проконсультироваться с технической документацией производителя или провести тестовые образцы.
Какие ошибки чаще всего допускают при попытке закруглить профиль 40×20 самостоятельно?
Одной из распространённых ошибок является применение слишком большого усилия без предварительной подготовки, что приводит к короблению или образованию складок. Другой частый промах — неправильное закрепление профиля, из-за чего изделие смещается и деформируется. Нередко не учитывают правильный радиус изгиба, пытаясь сделать его слишком маленьким, что вызывает повреждения металла. Кроме того, пренебрежение использованием поддерживающих элементов или роликов также способствует дефектам.
Как подготовить профиль 40 на 20 к гибке, чтобы сохранить его геометрию и прочность?
Перед гибкой важно очистить профиль от загрязнений и ржавчины, чтобы избежать заеданий и повреждений поверхности. Проверка толщины стенок и ровности профиля поможет выявить слабые места. Рекомендуется провести разметку места сгиба и сделать пробные сгибы на аналогичных образцах. Если профиль тонкий, можно предварительно нагреть участок гибки для повышения пластичности. Также важно обеспечить равномерное распределение усилия и использовать направляющие или ролики, чтобы снизить риск появления неровностей.
Как можно закруглить профиль 40×20 так, чтобы он не потерял прочность и не деформировался?
Для закругления профиля 40×20 без деформации важно применять методы, которые равномерно распределяют нагрузку по всей поверхности металла. Один из вариантов — использовать гибочные станки с роликами, позволяющие плавно согнуть профиль без повреждения стенок. При этом нужно учитывать минимальный радиус изгиба, который зависит от толщины и материала профиля. Если радиус сделать слишком маленьким, на металле появятся трещины или заломы. Также рекомендуется предварительно разогреть металл до температуры, при которой он становится более пластичным, что снизит риск образования деформаций.
Какие инструменты и технологии подходят для создания закругления на профиле 40×20 без изменения его геометрии?
Для работы с профилем 40×20 применяют несколько техник и оборудования. Самый распространённый способ — гибочный пресс с роликовыми механизмами, который аккуратно изгибает профиль, сохраняя его форму. Также возможна холодная гибка с использованием специальных шаблонов, если профиль не слишком толстый. В некоторых случаях применяется термическая обработка: профиль нагревается, после чего легко принимает нужную форму. Для контроля качества важен точный замер радиуса и проверка отсутствия трещин или деформаций на изогнутом участке. Ручные инструменты для сгибания подойдут только для небольших работ и требуют большого опыта, иначе легко повредить профиль.