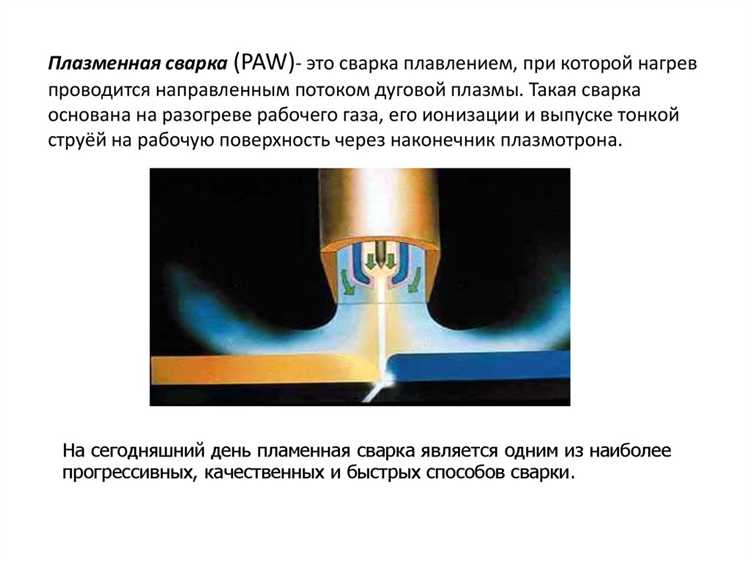
Плазменная сварка – высокотемпературный процесс, основанный на использовании струи ионизированного газа, достигающей температуры до 30 000 °C. В отличие от дуговой сварки, здесь электрическая дуга сжимается в плазмотроне, что обеспечивает высокую концентрацию энергии и минимальную зону теплового воздействия. Это критически важно при сварке тонких материалов толщиной от 0,1 до 10 мм.
Точность процесса обеспечивается возможностью стабилизировать длину дуги и контролировать форму плазменной струи. Использование узкой дуги (keyhole-режим) позволяет создавать сквозные провары на толстой заготовке за один проход, что снижает потребление энергии и объем механической доработки шва. Рекомендуется использовать инверторные источники питания с возможностью точной регулировки тока в диапазоне 0,5–300 А.
Ключевое значение имеет выбор газа. Аргон используется как основной плазмообразующий газ, в то время как гелио-аргоновые смеси увеличивают температуру струи и глубину провара. При сварке нержавеющих сталей и титана добавление водорода (до 5%) к аргону повышает теплоотдачу и снижает пористость шва.
При организации процесса важно учитывать требования к подготовке кромок: шероховатость не должна превышать 25 мкм, а зазоры – 0,05–0,1 мм. Для автоматизации применяются числовые программные комплексы с адаптивным управлением плазмотроном, что обеспечивает воспроизводимость результатов и снижает трудозатраты при серийном производстве.
Подбор тока и напряжения для различных типов металлов при плазменной сварке
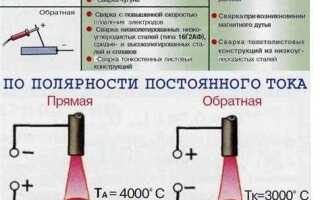
Алюминий сваривается при высокой теплопроводности и наличии оксидной пленки. Для деталей толщиной 3–5 мм рекомендуется использовать прямую полярность тока в диапазоне 180–240 А и напряжение 28–32 В. При сварке более тонких листов (1–2 мм) ток уменьшается до 60–120 А, напряжение – до 20–24 В.
Нержавеющая сталь требует стабилизации дуги и минимизации зоны термического влияния. При толщине 2–4 мм применяют ток 100–160 А, напряжение 24–28 В. Для более тонких материалов (до 1 мм) ток снижается до 40–80 А при напряжении 18–22 В. Аргон-водородная смесь усиливает проникновение, что позволяет уменьшить ток на 10–15 %.
Медь имеет крайне высокую теплопроводность. Для сварки деталей 3–6 мм эффективен ток 220–300 А, напряжение 30–34 В. Предварительный подогрев до 250–300 °C снижает потребность в чрезмерном токе. При сварке без подогрева ток должен быть выше на 15–20 %.
Титановый сплав требует строгого контроля параметров для исключения перегрева и окисления. При толщине 1–3 мм оптимальны ток 60–110 А и напряжение 20–24 В. Применение инертного газа с высоким расходом необходимо для защиты сварочной ванны.
Углеродистая сталь сваривается при токе 100–180 А и напряжении 22–28 В (толщина 3–6 мм). При сварке тонких элементов (1–2 мм) ток уменьшают до 50–90 А. Для предотвращения прожогов важно обеспечить стабильное перемещение дуги и равномерный подвод тепла.
Корректный подбор параметров минимизирует дефекты, снижает деформации и обеспечивает стабильность сварного соединения без повторных проходов.
Влияние скорости подачи проволоки на стабильность сварочной дуги

Скорость подачи проволоки напрямую определяет тепловой баланс сварочной ванны и устойчивость плазменной дуги. При недостаточной подаче снижается плотность тока, дуга становится неустойчивой, наблюдаются кратковременные обрывы и нестабильное горение. Избыточная подача, напротив, приводит к образованию металлических капель вне зоны плавления и нарушает форму дуги.
- Оптимальный диапазон скорости подачи проволоки при плазменно-дуговой сварке составляет 4,5–7,5 м/мин в зависимости от диаметра проволоки (обычно 1,0–1,6 мм) и типа металла.
- При увеличении подачи свыше 8 м/мин при постоянном токе 180–200 А возрастает риск нестабильных всплесков напряжения дуги.
- Скорость подачи должна согласовываться с параметрами подачи газа: при высоких скоростях необходим повышенный расход защитного и плазмообразующего газа для предотвращения ионизационных сбоев.
- Автоматические системы стабилизации подачи проволоки с обратной связью по току дуги обеспечивают допуск по колебаниям не более ±0,1 м/мин, что критично при сварке высоколегированных сталей.
Для сварки алюминиевых сплавов оптимизация подачи особенно важна: превышение скорости на 0,5 м/мин вызывает образование пористости из-за нестабильного испарения магния. На низкоуглеродистых сталях основной проблемой становится кратковременное прерывание дуги при недостатке материала, что ведёт к непроварам.
- Перед началом сварки проводят настройку подачи на холостом ходу с осциллографическим контролем тока и напряжения.
- Поддерживают линейное соотношение: на каждый 1 м/мин подачи – не менее 25 А тока при сварке в импульсном режиме.
- Регулярно проверяют состояние механизмов подачи на наличие люфтов, которые могут вызывать резкие скачки скорости.
Стабильность дуги определяется не только самим фактом подачи, но её непрерывностью и согласованностью с тепловыми и газодинамическими параметрами. Нарушение синхронности ведёт к дефектам сварного шва, особенно в критических зонах корня и лицевой стороны.
Особенности подготовки кромок при ручной и автоматической плазменной сварке
При ручной плазменной сварке допустимы небольшие отклонения в геометрии кромок, однако качество подготовки напрямую влияет на стабильность дуги и глубину проплавления. Рекомендуется механическая зачистка поверхности от окалины, коррозии и загрязнений на ширину не менее 10 мм от линии сварного шва. Углы скоса для деталей толщиной от 6 до 12 мм – 30–45° с зазором 1–2 мм. Особое внимание следует уделять удалению влаги и масел – наличие этих загрязнений приводит к нестабильному горению дуги и пористости шва.
Для автоматической сварки требования к подготовке выше: допуски на прямолинейность кромок – не более 0,5 мм на 1 м длины, равномерность зазора по всей длине – в пределах ±0,2 мм. При толщине более 12 мм рекомендуется V-образная разделка с углом 60° и притуплением 1–2 мм. Кромки должны быть обработаны фрезерованием или лазерной резкой – плазменная предварительная резка допустима только при последующей зачистке шлифованием. Поверхность шва очищается до металлического блеска, особенно в зонах начала и окончания сварки, где чаще возникают дефекты непровара.
Наличие заусенцев, термических побежалостей и окалины критично при автоматической сварке – датчики слежения могут терять точность позиционирования. При многошовной сварке обязательна межпроходная зачистка каждого слоя металлической щеткой или шлифовальным кругом. Контроль шероховатости – не выше Rz 40 мкм. Для конструкций, работающих под давлением, применяется ультразвуковой контроль кромок до начала сварки.
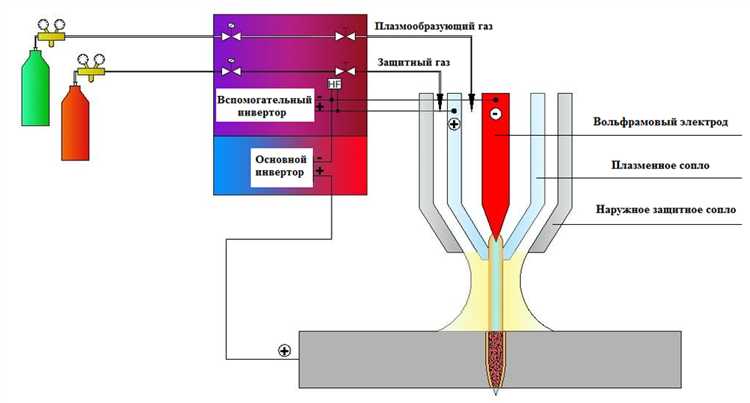
Роль форкамеры и сопла в формировании узкой дуги

Узкая стабильная дуга – ключевой фактор при плазменной сварке, обеспечивающий минимальную зону термического влияния и высокую точность шва. На формирование такой дуги решающее влияние оказывают конструкция форкамеры и сопла.
- Форкамера служит для стабилизации плазменного потока до его выхода в зону сварки. При правильной геометрии она способствует равномерному распределению температуры и ионизации газа.
- Оптимальный диаметр форкамеры – 2,5–3,5 мм при длине 8–12 мм. Увеличение длины повышает устойчивость дуги, но снижает ее температуру. Слишком малый объем ведет к турбулентности и нестабильности горения.
- Сопло определяет конфигурацию выходящего плазменного потока. Сужающееся сопло диаметром 1,0–1,5 мм формирует узкую высокотемпературную дугу с высокой плотностью энергии.
- Использование водоохлаждаемых сопел из меди с добавками циркония или хрома увеличивает ресурс и предотвращает деформации при термических перегрузках.
- Расстояние между электродом и сужением сопла (зона ионизации) должно составлять 1,5–2,0 мм для обеспечения устойчивого поджига и минимальных колебаний дуги.
Рекомендуется регулярно проверять геометрию сопла на предмет эрозии. Изменение диаметра более чем на 0,1 мм приводит к расширению дуги и потере фокусировки. Своевременная замена позволяет сохранить точность сварки на высоком уровне.
Использование вихревого потока газа в форкамере дополнительно сжимает дугу за счёт центробежной стабилизации, особенно эффективно при сварке нержавеющих сталей и сплавов с высокой теплопроводностью.
Выбор типа плазмообразующего газа в зависимости от толщины заготовки

При сварке тонких металлов толщиной до 3 мм предпочтительно использовать аргон. Его низкая теплопроводность обеспечивает стабильную дугу с минимальной зоной теплового влияния, что критически важно для тонкостенных заготовок из нержавеющей стали, титана и алюминия.
Для заготовок толщиной от 3 до 10 мм оптимален водородосодержащий газ, например смесь аргона с водородом (до 5%). Такая комбинация повышает энергию дуги за счёт более высокой температуры плазмы, улучшая проплавление без увеличения скорости подачи. Это особенно эффективно при сварке аустенитных сталей.
При сварке заготовок толщиной более 10 мм рекомендуется использовать азот или смеси азота с водородом. Азот обладает высокой теплопроводностью и стабильностью дуги при больших токах, что обеспечивает глубокий провар и устойчивую плазму. Для конструкционных сталей толщиной свыше 15 мм применяется азот-водородная смесь (90/10), обеспечивающая максимально плотную и глубокую зону плавления.
Кислород как добавка к основному плазмообразующему газу применяется при резке и сварке углеродистых сталей толщиной от 6 мм, так как увеличивает тепловыделение за счёт экзотермических реакций. Однако его использование недопустимо при сварке цветных металлов и нержавеющих сталей из-за риска окисления.
Методы контроля глубины проплавления при сварке корневого шва
Контроль глубины проплавления при сварке корневого шва в условиях плазменной сварки критичен для обеспечения прочности соединения. Один из наиболее точных методов – радиографический, позволяющий выявить непровары, поры и другие дефекты по всей длине шва. При этом применяются рентгеновские аппараты с энергией излучения от 100 до 300 кВ в зависимости от толщины металла. Четкое отображение границы проплавления достигается при использовании пленки с повышенной чувствительностью и оптимальным фокусным расстоянием (обычно 600–800 мм).
Ультразвуковой контроль используется при невозможности применения радиографии. Для контроля корня шва применяются фазированные решетки, обеспечивающие изменение угла ввода луча без механического перемещения датчика. Рекомендуемая частота – 5–10 МГц, глубина зондирования – до 15 мм. Метод особенно эффективен при сварке низколегированных сталей.
Визуально-измерительный метод применим при доступности обратной стороны шва. Используются оптические бороскопы с фокусировкой от 5 мм. Параллельно проводится измерение ширины шва и высоты усиления, что позволяет косвенно судить о достаточности проплавления. Для объективной оценки применяется цифровая фиксация изображения с последующей программной обработкой.
Металлографический контроль применяется в лабораторных условиях на выборочных образцах. После травления поперечного шлифа микроструктура зоны проплавления исследуется под увеличением ×100–×500. Метод позволяет точно определить реальную глубину проплавления и форму корневого валика.
В практике плазменной сварки наиболее надёжным способом является сочетание ультразвукового контроля с визуальной инспекцией, особенно при сварке замкнутых объемов, где недоступна радиография.
Технические параметры системы охлаждения для длительной работы плазмотрона
Эффективное охлаждение плазмотрона критично при сварке с высокими токами и продолжительными циклами. Рекомендуемая температура охлаждающей жидкости на входе – не выше 20 °C, на выходе – не более 35 °C. Перегрев выше этого диапазона приводит к деградации электродов и изоляционных элементов.
Минимальный расход жидкости должен составлять не менее 1,5 литра в минуту при давлении 3–5 бар. Недостаточный напор снижает скорость теплоотвода и способствует образованию паровых пробок, особенно в зонах интенсивного тепловыделения.
Используемый теплоноситель должен обладать высокой теплопроводностью и антикоррозионными свойствами. Наиболее предпочтителен деионизированный или дистиллированный гликолевый раствор с добавками для защиты медных и латунных элементов системы.
Диаметр трубок не должен быть менее 6 мм, чтобы исключить гидравлическое сопротивление и обеспечить стабильный поток. Контуры охлаждения необходимо проектировать с минимальным числом изгибов и соединений – каждый дополнительный элемент увеличивает риск утечки и падения давления.
Насосы системы должны обеспечивать устойчивую циркуляцию в течение всей смены, включая периоды пиковых нагрузок. Рекомендуется установка датчиков потока и температуры с автоматическим отключением питания при нарушении рабочих параметров. Это предотвращает критический перегрев и увеличивает срок службы расходных частей плазмотрона.