

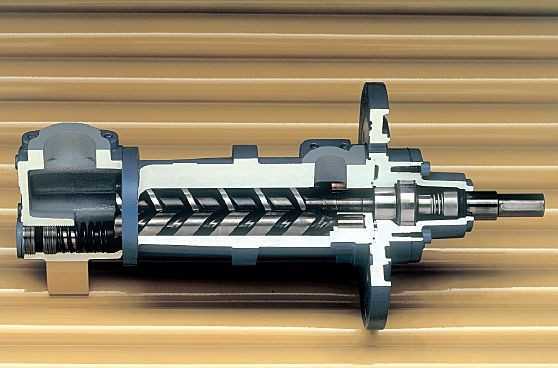
Скважинный винтовой насос – это насос объемного типа, в основе которого лежит принцип вращения ротора по спирали внутри статора. Такая конструкция обеспечивает стабильную подачу воды с минимальной пульсацией и позволяет работать с загрязнённой или вязкой жидкостью. Однако при снижении производительности, повышенном шуме или скачках давления необходим демонтаж и разбор насоса для диагностики и ремонта.
Перед началом работ необходимо отключить питание, извлечь насос из обсадной трубы и слить остатки жидкости. Следует подготовить комплект инструментов: гаечные ключи подходящих размеров, съёмник, отвертки, штангенциркуль, щупы и ёмкость для деталей. Также важно иметь под рукой оригинальную схему устройства, если производитель предоставляет такую документацию.
Разбор следует начинать с демонтажа верхнего фланца и отсоединения электрического кабеля от клеммника. Далее поэтапно снимаются элементы уплотнения, муфта и ротор. Особое внимание нужно уделить состоянию резинового статора: наличие задиров, деформации или следов перегрева указывает на необходимость замены. При снятии винтовых пар фиксируйте порядок установки деталей, чтобы обеспечить корректную сборку.
Во время осмотра измерьте износ ротора в средней части и у торцов – превышение зазора более 0,2 мм по окружности недопустимо и ведёт к падению КПД. Проверьте вал на биение, люфт подшипников и герметичность сальников. При выявлении повреждений рекомендуется использовать только оригинальные запасные части, особенно для узлов, работающих под высоким давлением и в абразивной среде.
Как безопасно отключить питание и извлечь насос из скважины
Перед началом демонтажа винтового насоса необходимо исключить любые риски поражения электрическим током и механических повреждений оборудования.
- Отключите питание насоса через автоматический выключатель в щитке. Убедитесь в отсутствии напряжения с помощью индикаторной отвертки или мультиметра.
- Если используется пульт управления или частотный преобразователь, обесточьте и его. Дождитесь полного разряда конденсаторов – обычно 5–10 минут.
- Проверьте целостность кабеля: отсутствие повреждений изоляции, следов перегрева и влаги в местах соединения.
После полной проверки электрической безопасности приступайте к извлечению насоса.
- Откройте крышку оголовка скважины и аккуратно ослабьте фиксирующие элементы (обычно это хомуты или фланцы на обсадной трубе).
- Подключите к трубе подъемное оборудование: ручную лебёдку, штатив с блоком или автоподъёмник – в зависимости от веса и глубины установки. Не допускается вытягивание вручную без страховки.
- Поднимайте насос плавно, без рывков. При извлечении контролируйте целостность электрокабеля и обсадной трубы, не допускайте заклинивания или перегиба.
- Каждые 2–3 метра фиксируйте трубу и кабель, чтобы исключить их падение обратно в скважину при обрыве.
- После полного извлечения очистите корпус насоса от грязи и отложений для дальнейшей диагностики или обслуживания.
Храните насос в вертикальном положении в сухом месте. Не допускайте контакта электрических соединений с влагой.
Какие инструменты и приспособления потребуются для разбора
Для разборки винтового скважинного насоса потребуется комплект торцевых и накидных ключей размерами от 10 до 24 мм. Особенно часто используются ключи на 13, 17 и 19 мм – они подходят для большинства крепёжных элементов корпуса и соединительных узлов.
Набор шестигранников необходим для демонтажа винтовой пары и креплений внутренних компонентов. Желательно наличие длинных Г-образных ключей с шаровым окончанием для доступа к труднодоступным точкам.
Съёмник подшипников с внутренним и наружным захватом обязателен при извлечении опорных элементов ротора. Использование молотка или зубила недопустимо – велик риск повреждения посадочных мест и вала.
Для фиксации и безопасного удержания корпуса насоса потребуется верстак с тисками. Губки тисков необходимо оснастить резиновыми или пластиковыми накладками, чтобы избежать деформации поверхности деталей.
Разборка винтового механизма требует применения динамометрического ключа – затяжка при сборке должна соответствовать заводским значениям момента. Перетягивание приведёт к деформации резинового статора, недотяжка – к утечкам и вибрациям.
Для удаления отложений и остатков смазки пригодятся латунные щётки, технические салфетки и очиститель на основе изопропилового спирта. Использование абразивов исключается – они повреждают рабочие поверхности винта и статора.
Дополнительно рекомендуется подготовить магниты для сбора мелких крепежных элементов, а также пластиковые контейнеры с маркировкой для хранения разъединённых узлов.
Порядок демонтажа головной части и муфтовых соединений
Перед началом работ отключите питание системы, сбросьте давление и убедитесь в отсутствии остаточной жидкости в колонне. Используйте фиксирующие устройства для предотвращения проворачивания колонны при демонтаже.
- Снимите защитный кожух с устья скважины, обеспечив свободный доступ к головной части насоса.
- Ослабьте крепёжные болты на фланцевом соединении головной части, фиксируя при этом колонну ключом против проворачивания.
- Аккуратно отсоедините головную часть, удерживая её грузоподъёмным механизмом. Масса узла может достигать нескольких десятков килограммов – подбирайте оснастку с запасом прочности.
- После снятия головной части получите доступ к верхнему муфтовому соединению ведущего вала.
- Обозначьте маркером взаимное положение валов и муфты для последующей корректной сборки.
- Ослабьте стопорные винты муфты. При наличии коррозии используйте проникающую смазку и подождите 10–15 минут до начала извлечения.
- С помощью съёмника демонтируйте муфту, избегая перекосов. Запрещено сбивать её ударом – это может повредить вал или посадочное место.
- Проверьте шлицы и торцы соединяемых элементов на наличие задиров и износа. При необходимости проведите очистку мелкозернистой наждачной бумагой и обезжирьте поверхности.
Все снятые детали маркируйте и укладывайте в порядке демонтажа. Это упростит обратную сборку и снизит риск ошибок при установке.
Как правильно отсоединить винтовой рабочий орган от вала

Перед демонтажем отключите приводной агрегат и зафиксируйте вал от проворачивания с помощью монтажного ключа, установленного на плоскую грань муфты. Убедитесь в отсутствии давления в системе и полном отсутствии подачи питания на электродвигатель.
Снимите фиксирующую шайбу или стопорное кольцо, удерживающее винтовой рабочий орган. Используйте съемник, подходящий по резьбе и диаметру, чтобы избежать повреждения сопрягаемых поверхностей. При наличии коррозии примените проникающую смазку и выдержите не менее 15 минут.
Плавно выкрутите винт против часовой стрелки, удерживая вал в неподвижном состоянии. Не допускайте резких рывков – это может привести к смещению подшипников или повреждению резьбового соединения. При заедании используйте прогрев резьбы промышленным феном до 120–150 °C, избегая перегрева сальников и уплотнений.
После отсоединения проверьте состояние резьбы и посадочных поверхностей. Очистите их от загрязнений с помощью металлической щетки и промойте ацетоном. Удалите остатки смазки, чтобы исключить проскальзывание при повторной сборке.
Особенности осмотра и очистки внутренней поверхности корпуса

Перед осмотром корпус насоса следует демонтировать и тщательно обезжирить снаружи. Внутреннюю поверхность проверяют при хорошем освещении, используя эндоскоп или фонарик с направленным пучком света. Важно выявить следы износа, кавитации, коррозии или отложений, особенно в зоне сопряжения с рабочими органами – ротором и обоймой статора.
Для очистки применяют только неметаллические щётки и щадящие составы. Рекомендуется использовать 10–15% раствор ортофосфорной кислоты при удалении минеральных отложений и известковых накоплений. После обработки кислотой обязательно проводят промывку дистиллированной водой и сушку горячим воздухом (температура – не выше 70 °C), чтобы избежать микротрещин от термошока.
Особое внимание уделяется участкам с микроповреждениями: мелкие раковины и трещины могут указывать на усталостные разрушения. В таких случаях проводят капиллярный контроль с использованием пенетрантов. При обнаружении дефектов глубже 0,2 мм требуется шлифовка и нанесение защитного эпоксидного покрытия толщиной не менее 150 мкм.
Контроль геометрии корпуса выполняется штангенциркулем и нутромером. Овальность или искривление канала более 0,05 мм считается недопустимым. При превышении допуска корпус заменяется. Повторная сборка допускается только после подтверждения чистоты и отсутствия следов влаги на всех внутренних участках.
Что искать при визуальной диагностике износа шнека и статора

При осмотре шнека обращайте внимание на наличие выработки и царапин на рабочей поверхности витков. Особенно важно выявить уменьшение толщины металла по краям витков, что свидетельствует о абразивном износе. Проверьте целостность витков – трещины или сколы снижают эффективность насоса и могут привести к поломке.
Обратите внимание на деформацию шнека – изгиб или сплющивание нарушают зазор между шнеком и статором, вызывая повышенный износ и снижение производительности. Измеряйте диаметр шнека в нескольких точках для определения неравномерного износа.
При осмотре статора выявляйте разрывы, разрывные швы и отслоения резинового покрытия. Износ резиновой оболочки проявляется в виде трещин, задиров и потертостей, особенно в местах контакта с шнеком. Поверхность статора должна быть равномерно гладкой без глубоких впадин.
Проверяйте целостность соединений между резиновыми слоями и металлической частью статора, так как отслоение приводит к протечкам и снижению герметичности.
Обратите внимание на изменение цвета резины, которое может свидетельствовать о химическом воздействии или перегреве, влияющем на срок службы статора.
Как замерить критические зазоры и оценить пригодность деталей
Для точного измерения критических зазоров в скважинном винтовом насосе используйте микрометр или щупы с точностью до 0,01 мм. Основные контрольные точки – зазор между ротором и корпусом, а также между винтовыми элементами и направляющими втулками.
Начинайте с очистки деталей от загрязнений и остатков жидкости, чтобы избежать погрешностей. Установите деталь в проверочную позицию, обеспечив стабильность и отсутствие люфтов.
При измерении зазора ротора относительно корпуса вводите щуп между сопрягаемыми поверхностями. Максимально допустимый зазор для большинства моделей составляет 0,15 мм; превышение указывает на износ и необходимость ремонта или замены.
Для проверки винтовых элементов измерьте диаметр винта и внутренний диаметр соответствующей втулки. Разница между этими значениями должна быть не более 0,1 мм. Большие отклонения ухудшают герметичность и эффективность насоса.
Особое внимание уделите овальности и биению деталей, проверяя их индикатором часового типа. Отклонения свыше 0,05 мм считаются критическими и требуют балансировки или замены.
Документируйте все измерения, сопоставляйте с заводскими допусками, чтобы принять решение о дальнейшей эксплуатации. При сомнениях используйте профессиональные измерительные стенды для оценки динамических характеристик узла.
Порядок сборки узлов после обслуживания или замены компонентов

Перед началом сборки убедитесь в чистоте всех деталей и отсутствии повреждений. Используйте специализированные смазочные материалы, рекомендованные заводом-изготовителем.
1. Установите винтовой ротор на вал, совместив ключевые шпоночные пазы. Обязательно проверьте зазор между ротором и корпусом, он должен соответствовать технической документации (обычно 0,05–0,15 мм).
2. Закрепите подшипники на валу с помощью стопорных колец и установите фиксирующие шайбы. Нанесите тонкий слой смазки на контактные поверхности подшипников.
3. Монтаж уплотнительных колец и сальниковых узлов выполняйте с осторожностью, чтобы избежать деформации. При необходимости замените уплотнения новыми с идентичными параметрами.
4. Соберите корпус насоса, совместив половинки с максимальной точностью, контролируя положение направляющих втулок. Закрутите крепежные элементы моментом, указанным в руководстве (обычно 25–35 Н·м).
5. Проверьте свободный ход ротора внутри корпуса вручную – отсутствие заеданий и люфтов свидетельствует о корректной сборке.
6. Установите крышки и защитные кожухи, фиксируя их болтами с равномерным распределением усилия для предотвращения деформации корпуса.
7. Завершите сборку подключением насосного оборудования и выполните тестирование на холостом ходе не менее 10 минут, контролируя отсутствие вибраций и посторонних шумов.
Любое отклонение от технических параметров требует разборки и повторной проверки комплектующих.
Вопрос-ответ:
Какие инструменты нужны для разборки скважинного винтового насоса?
Для разборки винтового насоса обычно потребуются разводные ключи разных размеров, отвертки (крестовые и плоские), молоток с мягкой головкой, съемники для подшипников и уплотнительных колец, а также смазочные материалы. Также полезно иметь чистую рабочую поверхность и емкости для хранения мелких деталей, чтобы не потерять их в процессе.
Как избежать повреждений при разборке винтового насоса?
Важно аккуратно и последовательно снимать все крепежные элементы, не применяя чрезмерную силу, которая может деформировать детали. Рекомендуется сначала очистить насос от загрязнений, чтобы не занести грязь внутрь механизмов. Использование специализированных съемников и мягких инструментов помогает сохранить состояние уплотнений и подшипников. Записывать порядок и местоположение деталей облегчит сборку.
Какие этапы включает пошаговый разбор винтового насоса?
Сначала отсоединяют насос от трубопровода и промывают внешнюю часть. Затем снимают защитные крышки и демонтируют соединительные элементы. После этого разбирают корпус, осторожно извлекая винтовой элемент и ротор. Далее удаляют подшипники и уплотнения, проверяют износ всех деталей. Каждую стадию нужно выполнять аккуратно, чтобы не повредить компоненты и сохранить возможность повторной сборки.
Какие признаки указывают на необходимость разборки скважинного винтового насоса?
Если насос начал работать с посторонними шумами, снизилась производительность, появились вибрации или утечки жидкости, это может свидетельствовать о повреждении внутренних деталей. Также необходимость разборки возникает при плановом техническом обслуживании для проверки состояния винта, подшипников и уплотнителей. Игнорирование этих признаков может привести к серьезным поломкам и дорогостоящему ремонту.
Как правильно собрать винтовой насос после разборки, чтобы избежать проблем в работе?
Сборка начинается с установки новых или проверенных уплотнений и подшипников, смазанных согласно рекомендациям. Затем аккуратно вставляют винтовой элемент и ротор, контролируя правильное положение деталей. Корпус и крепежные элементы затягивают равномерно, избегая перекосов. После сборки насос проверяют на герметичность и плавность вращения, прежде чем подключать к системе. Внимание к деталям и порядок монтажа значительно снижают риск возникновения неисправностей.





