Работа с профильной трубой требует точности на каждом этапе. При сборке квадратной конструкции из труб со стороной, например, 500×500 мм, даже отклонение в 1–2 мм на шве приведёт к перекосу всей рамы. Основная сложность – сохранить прямые углы и одинаковую длину сторон после сварки.
Перед началом нужно проверить геометрию труб. Любое искривление по длине или заваленный срез осложнит работу. Оптимальный вариант – труба с толщиной стенки не менее 2 мм, чтобы избежать коробления от температуры. Резку выполняют на торцовочной пиле или отрезным кругом с упором. Допуск по длине – не более 0,5 мм.
Сборку ведут на ровной металлической или бетонной плите. Используют магнитные угольники или фиксирующие уголки. Чтобы получить прямой угол без специальных струбцин, измеряют диагонали собранного квадрата – они должны совпадать с точностью до миллиметра.
Точечную прихватку выполняют в четырёх местах по периметру. После повторной проверки диагоналей можно проваривать швы. Оптимальный режим для трубы 40×40×2 мм: ток 80–100 А, электрод Ø3 мм. Провар ведут короткими участками, чередуя противоположные стороны, чтобы избежать коробления конструкции от перегрева.
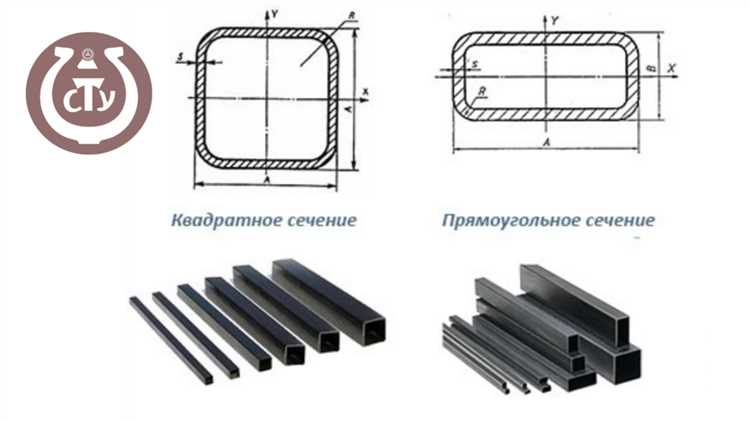
Выбор сечения и толщины стенки профильной трубы для каркаса
Размер сечения и толщина стенки профильной трубы напрямую влияют на жёсткость и устойчивость каркаса. Для небольших конструкций, таких как мебель или лёгкие хозяйственные стеллажи, достаточно трубы сечением 20×20 мм и толщиной стенки 1,5 мм. При изготовлении каркасов для навесов, ворот или теплиц применяют трубы 40×40 мм с толщиной стенки не менее 2 мм.
Если конструкция будет подвержена нагрузке от тяжёлых элементов или ветровой нагрузке, минимально допустимое сечение – 60×60 мм с толщиной стенки от 2,5 мм. Для сварных квадратных рам важно учитывать не только нагрузку на плоскость, но и крутящий момент, поэтому рекомендуется выбирать профиль с запасом прочности минимум 20% от расчётного значения.
Для уличных каркасов с окраской или порошковым покрытием оптимальны трубы со стенкой 2 мм, так как они обеспечивают необходимую жёсткость и лучше переносят температурные перепады без деформации. Внутри помещений, где нагрузки меньше, допускается использование труб толщиной 1,5 мм.
Выбор сечения зависит от длины пролёта между точками крепления. При расстоянии до 1,5 м подойдёт труба 30×30 мм, до 2 м – не менее 40×40 мм, свыше 2 м – от 50×50 мм с увеличением толщины стенки до 3 мм при необходимости.
Перед покупкой необходимо проверить геометрию трубы: отсутствие овальности, равномерная толщина стенки и отсутствие продольных изгибов обеспечат точную сварку квадрата без перекосов.
Подготовка торцов и удаление заусенцев перед сваркой
Перед сваркой профильной трубы необходимо точно обработать торцы. Неровные срезы приводят к перекосам и деформации конструкции. Резку выполняют болгаркой с отрезным кругом по металлу толщиной 1–1,6 мм или ленточной пилой. Важно выдерживать прямой угол среза – отклонение не должно превышать 1°.
После резки края тщательно очищают от заусенцев. Остатки металла создают препятствия для плотного прилегания труб и вызывают поры в сварном шве. Для удаления заусенцев используют напильник с насечкой №1 или лепестковый шлифовальный круг зернистостью P80–P120. Обрабатывать следует как наружные, так и внутренние кромки.
Если на торцах остались следы окалины или ржавчины, их удаляют металлической щёткой на болгарке или абразивным кругом. Чистая поверхность обеспечивает равномерный прогрев металла и качественное проплавление. Завершающий этап – обезжиривание торцов ацетоном или растворителем типа 646 для устранения масляных загрязнений.
Подготовленные таким образом детали фиксируются в кондукторе или с помощью струбцин для точного совмещения перед сваркой.
Разметка и фиксация трубы для точного соблюдения углов

Перед сваркой квадратной конструкции из профильной трубы необходимо обеспечить точную разметку и жёсткую фиксацию элементов. Ошибки на этом этапе приведут к перекосам и невозможности добиться ровных углов.
Для разметки используйте строительный угольник с допуском не более 0,5 мм на метр. Маркировку выполняйте тонким керном и линией по металлу. Фломастер или маркер допустимы только как вспомогательная метка, не влияющая на линию реза или сварки.
- Каждую трубу размещайте на ровной поверхности, проверяя плоскость уровнем в двух направлениях.
- При разметке линии под углом 90° отступайте от края трубы на одинаковое расстояние, чтобы избежать смещения углов при сборке.
- После разметки проверяйте диагонали будущего квадрата. Разница между ними не должна превышать 1–2 мм.
Для фиксации профильных труб лучше всего применять:
- Струбцины с плоскими губками для удержания трубы без деформации.
- Угловые прихваты с пружинным зажимом – позволяют контролировать точность перед прихваткой сваркой.
- Магнитные угольники с удерживающей силой от 20 кг – подходят для временной фиксации и контроля углов в замкнутых контурах.
Перед сваркой зафиксированные трубы дополнительно проверяют угольником и измерением диагоналей. Если отклонения превышают 1 мм, фиксацию корректируют. Только после этого выполняют прихватки по двум углам каждой соединяемой стороны, повторно контролируя геометрию.
Выбор типа сварного шва и настройка сварочного аппарата

Для сварки квадратной рамы из профильной трубы применяют угловые и стыковые швы. Угловой шов используют при соединении труб под 90°, стыковой – для продольных соединений. Наиболее рациональный вариант – угловой шов с проваром по всей толщине стенки трубы, что исключает последующие деформации на участке соединения.
Толщина стенки трубы определяет выбор тока и типа электрода. Для стенок 2–3 мм используют электроды диаметром 2,5 мм, при толщине от 4 мм – 3,2 мм. Режимы сварки зависят от используемого аппарата:
| Толщина стенки, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 2 | 2,5 | 70–90 |
| 3 | 2,5 | 90–110 |
| 4 | 3,2 | 110–130 |
Для полуавтоматической сварки с проволокой 0,8 мм и углекислотной защитой при толщине трубы 2–3 мм устанавливают ток 80–120 А и напряжение 17–20 В. Скорость подачи проволоки – 5–7 м/мин.
Перед началом работы проводят тестовый провар на обрезке той же трубы, чтобы отрегулировать параметры и убедиться в стабильности дуги и глубине провара. Настраивая сварочный аппарат, важно добиться устойчивого горения дуги без разбрызгивания металла и равномерного формирования валика.
Учитывая тепловложение, лучше сваривать раму последовательными короткими участками, чередуя стороны, чтобы минимизировать коробление конструкции.
Последовательность наложения швов для предотвращения коробления
Чтобы избежать коробления при сварке квадрата из профильной трубы, необходимо соблюдать определённую последовательность наложения швов. Это особенно важно для труб со стенкой от 2 мм и выше, где тепловые деформации заметны даже при коротких швах.
Начинать следует с прихваток по всем углам. Длина каждой прихватки – 10–15 мм, шаг – не более 300 мм. Прихватки фиксируют геометрию и минимизируют движение деталей под воздействием тепла.
Первый полный шов выполняется на одной стороне квадрата. Затем накладывается противоположный, чтобы уравновесить термическое напряжение. Например, после сварки шва на стороне А переходят к стороне С, затем к сторонам B и D.
Каждый шов начинают от центра к краям или с одного края к другому, но меняя направление при переходе на следующую сторону. Это позволяет равномерно распределить напряжение по всей конструкции.
Если толщина трубы превышает 3 мм, рекомендуется применять обратноступенчатую сварку. Шов разбивается на участки по 30–50 мм, которые провариваются в шахматном порядке с интервалом до полного остывания предыдущего участка.
После наложения всех швов деталь оставляют для естественного охлаждения на ровной поверхности. Искусственное охлаждение водой или продувка сжатым воздухом недопустимы – это вызывает локальные напряжения и деформации.
Контроль геометрии и проверка диагоналей после сварки
После завершения сварки все швы должны остыть до температуры окружающей среды. Горячий металл продолжает деформироваться, что затрудняет точную проверку.
Первый этап – измерение диагоналей. Используют металлическую рулетку с погрешностью не выше 1 мм. Замеряют расстояние от одного угла конструкции до противоположного, затем повторяют для второй диагонали. Разница не должна превышать 2 мм при длине сторон до 1000 мм. Если отклонение больше, требуется корректировка положения углов путем локального прогрева и осадки.
Затем проверяют прямолинейность сторон. Прикладывают алюминиевую или стальную линейку по длине каждой стороны. Зазоры между трубой и линейкой не допускаются более 1 мм на длине до 1000 мм. При выявлении деформаций исправляют их путем поджатия или прогрева участка с последующей правкой.
Контроль прямых углов выполняют угольником с точностью не ниже 0,5°. Плотное прилегание обеих сторон к угольнику указывает на правильное расположение углов. Если зазор виден, измеряют его толщиной щупа. Допустимое отклонение – до 1 мм на длине 100 мм профиля.
Финальный этап – повторная проверка диагоналей и линейности после устранения дефектов. Только после этого конструкцию можно считать готовой к дальнейшему использованию или установке.
Вопрос-ответ:
Какая разметка нужна, чтобы собрать квадрат из профильной трубы без перекосов?
Перед сваркой нужно тщательно разметить все трубы. Сначала отмерьте нужную длину заготовок и нанесите линии отреза. После этого на каждой трубе отступите от края одинаковое расстояние, чтобы отметить места стыков. Лучше всего использовать угольник, чтобы линии были под прямым углом. Также можно временно разложить трубы на ровной поверхности, проверить диагонали конструкции и убедиться, что они одинаковые — это поможет избежать перекосов. Только после этого можно приступать к прихватке деталей.
Как правильно сваривать угол квадрата, чтобы не уводило металл при остывании?
Чтобы избежать деформации при сварке углов, важно делать прихватки в нескольких местах перед основным проваром. Сначала прихватите углы по диагонали — например, сначала два противоположных, потом остальные. При сварке лучше не делать длинных непрерывных швов, а проваривать короткими участками с чередованием сторон. Так металл будет остывать равномерно, и конструкцию не поведёт. Также помогает предварительное зафиксирование конструкции струбцинами или временными прихватами на ровном столе.
Можно ли сварить квадрат из профильной трубы без сварочного стола?
Можно, но для этого нужно использовать ровную и жёсткую поверхность — например, лист металла или толстую фанеру, прижатую к полу. На этой поверхности удобно разложить трубы и проверить диагонали. Для фиксации деталей подойдут струбцины, уголки или магнитные держатели для сварки. Главное — чтобы конструкция во время прихватки не смещалась. Проверка диагоналей рулеткой обязательна. Если есть возможность, можно дополнительно использовать угольники и шаблоны.
Чем проверить прямоугольность конструкции перед финальной сваркой?
Перед финальной сваркой стоит проверить две вещи: равенство диагоналей и прямые углы. Диагонали проверяются обычной рулеткой. Если длина диагоналей совпадает — значит, квадрат собран ровно. Для контроля углов можно использовать строительный угольник. Если углы отклоняются, исправьте положение труб, пока конструкция на прихватках. Также можно воспользоваться лазерным уровнем или отбить линию по веревке, если работа идёт на большой площади.
Как выбрать толщину стенки профильной трубы для сварки квадрата?
Толщина стенки зависит от того, какую нагрузку будет держать конструкция. Для небольших рам и декоративных элементов обычно используют трубу со стенкой 1,5–2 мм. Если конструкция несущая или под нагрузкой — лучше взять трубу от 3 мм и выше. Учтите, что тонкие трубы легче ведёт при сварке, поэтому с ними работать сложнее. Толстостенные трубы требуют большего тока при сварке, но их проще удержать в нужной геометрии.
Как правильно выставить профильные трубы, чтобы квадрат получился ровным?
Перед сваркой профильных труб в квадрат нужно подготовить ровную площадку или стол, где можно надёжно зафиксировать детали. Лучше всего использовать струбцины и угольник. Сначала разложите трубы по периметру будущего квадрата, проверьте длину сторон и диагонали — они должны быть одинаковыми. Если диагонали отличаются, значит, конструкция перекошена. После проверки зафиксируйте трубы струбцинами, снова проверьте углы угольником и только потом начинайте прихватывать сваркой. Такой подход позволяет избежать перекосов и добиться ровного квадрата.
Можно ли варить квадрат из профильной трубы без уголков и струбцин, просто на глаз?
Можно, но результат получится только в том случае, если у вас большой опыт. Даже небольшое отклонение в пару миллиметров на каждом стыке даст перекос. Без уголков и струбцин придётся постоянно контролировать каждый угол угольником и линейкой, а также следить за диагоналями. Делать прихватки нужно поочерёдно на всех четырёх углах и после каждой проверять диагонали. При обнаружении перекоса конструкцию можно аккуратно подправить, пока швы ещё не проварены основательно. Такой способ требует аккуратности и внимательности, иначе сваренный квадрат легко получится кривым.