Сварка профильной трубы под углом 90 градусов требует точного соблюдения технологии для обеспечения прочности и долговечности конструкции. Ключевой момент – подготовка торцов труб, которая включает их точную обрезку и обработку кромок для плотного и равномерного прилегания. Ошибки на этом этапе могут привести к зазорам и деформациям при сварке.
Выбор сварочного аппарата и режимов сварки зависит от толщины стенок трубы и материала. Для профильных труб из стали толщиной 2–4 мм оптимальны режимы полуавтоматической сварки с использованием защитного газа, что минимизирует прожоги и обеспечивает ровный шов. Рекомендуется применять электроды с рутиловым покрытием для ручной дуговой сварки, если нет доступа к полуавтомату.
При выполнении углового соединения важно использовать прихватки через равные промежутки, чтобы избежать искривления конструкции из-за теплового расширения металла. Оптимальное количество прихваток – не менее четырех на стандартный участок 1 метр. Кроме того, контроль геометрии сварного узла на каждом этапе помогает получить точный угол 90 градусов без дополнительной обработки.
Выбор типа сварки для соединения профильных труб под углом
Аргонодуговая сварка (TIG) – оптимальный вариант для профильных труб с тонкими стенками (до 3 мм). Обеспечивает минимальный прогрев металла, что снижает риск деформации и прожогов. Рекомендуется использовать неплавящийся вольфрамовый электрод и защитный газ аргон с чистотой не ниже 99,99%.
Магнитно-дуговая сварка (MIG/MAG) подходит для труб со стенкой от 2 мм и толще. Позволяет получить прочный и ровный шов с высокой скоростью сварки, особенно при использовании проволоки диаметром 0,8–1,0 мм и смешанных газовых смесей с содержанием CO₂ около 20%. Этот метод требует точной настройки параметров тока и подачи проволоки для предотвращения прожогов и недостаточного провара.
Ручная дуговая сварка (MMA)
Рекомендации: Для соединения под 90° важно обеспечить равномерное проваривание кромок без чрезмерного перегрева, что уменьшит деформацию углового соединения. При использовании TIG-сварки следует применять высококачественную подачу газа и строго контролировать скорость сварки, чтобы сохранить геометрию профиля.
Подготовка торцов труб: резка и зачистка под сварку
Для обеспечения качественного шва профильные трубы необходимо резать строго перпендикулярно оси, с допуском не более ±1°. Оптимальный инструмент – пила с мелким зубом по металлу или ленточная пила. Углы реза следует проверять угольником, так как даже небольшое отклонение влияет на плотность стыка.
После резки края необходимо тщательно зачистить. Используйте угловую шлифмашину с лепестковым кругом зернистостью 60–80, чтобы удалить заусенцы и окалину, не перегревая металл. Зачистка должна охватывать всю площадь торца и прилегающую к нему сторону трубы на 10–15 мм.
Особое внимание уделите удалению цинка с оцинкованных труб, если таковые используются, – цинковое покрытие вызывает пористость сварного шва. Для этого применяют механическую зачистку и обезжиривание спиртом или ацетоном.
Обязательно удалите пыль и мелкие металлические частицы после зачистки. Применяйте сухую ветошь или сжатый воздух. Чистые и ровные торцы обеспечат плотное прилегание и равномерное распределение тепла при сварке, что повысит прочность соединения.
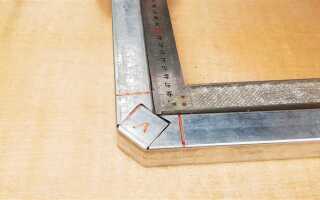
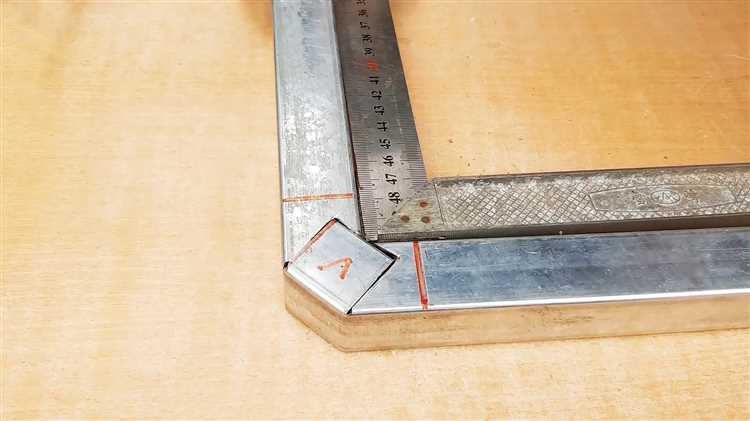
Правильное выставление и закрепление труб в 90 градусов

Для точного формирования угла 90° профильные трубы необходимо установить на ровной и твёрдой поверхности. Используйте металлическую угольник с точностью не менее ±0,5° для контроля угла до и после закрепления. Перед фиксацией трубы очистите места сварки от загрязнений и окалины для плотного прилегания.
Закрепление труб выполняется с помощью специальных прихваток – точечных сварочных соединений, которые предотвращают смещение в процессе сварки. Для надежной фиксации применяйте сварочные прихваты с шагом 100–150 мм. При работе с тонкостенными трубами рекомендуется использовать магнитные угольники, обеспечивающие устойчивое удержание и точность позиционирования.
Обязательно проверьте диагонали полученного угла: длина диагоналей должна совпадать с точностью до 1 мм, что гарантирует правильность 90°. Для дополнительной фиксации можно использовать струбцины, размещённые на противоположных сторонах соединения, чтобы исключить смещение при нагреве и деформации.
После закрепления и проверки угла перед началом сварки рекомендуется сделать контрольную прихватку с одной стороны, проверить геометрию и при необходимости скорректировать положение. Только после этого выполняйте полноценный сварной шов.
Настройка сварочного аппарата под профильную трубу
Для качественного соединения профильных труб необходимо установить оптимальный ток сварки, исходя из толщины металла. Для труб с толщиной стенки 2–3 мм рекомендуется ток 80–120 А, для 4–5 мм – 130–160 А. Слишком высокий ток приводит к прожогам, а низкий – к недостаточному проплавлению.
Выбор сварочного режима зависит от типа аппарата: инверторные модели лучше подходят для точной регулировки тока и стабильного дугового горения. Используйте постоянный ток обратной полярности (DCEN) для сварки стальных профильных труб – это улучшает проплавление и минимизирует разбрызгивание.
При использовании электродов диаметром 2,5–3 мм настройте подачу проволоки или выбор электрода с учетом толщины трубы. Скорость подачи электрода должна быть равномерной, избегайте резких рывков, чтобы обеспечить ровный шов.
Регулируйте параметры подачи защитного газа – для сварки профильных труб из стали рекомендуется использовать смесь Ar+CO₂ с концентрацией CO₂ не выше 20%. Расход газа устанавливайте в пределах 8–12 л/мин, чтобы предотвратить окисление и обеспечить стабильность дуги.
Перед началом работы убедитесь в правильном заземлении аппарата и отсутствии контакта электрода с поверхностью трубы при запуске дуги. При сварке под углом 90° выбирайте угол наклона электрода около 15°, что обеспечивает равномерное заполнение шва.
Техника выполнения сварочного шва на внутреннем и внешнем углах
При сварке профильной трубы под углом 90° важно учитывать разницу в доступе и тепловложении на внутренних и внешних углах. Внутренний угол требует тонкого контроля подачи проволоки и силы тока, чтобы избежать прожогов и деформации. Рекомендуется использовать минимальный ток с увеличенной частотой подачи проволоки, сохраняя короткую дугу. Угол наклона электрода – около 10–15° в сторону соединения, чтобы шов хорошо проникал в стык, но не вызывал излишнего прожига.
На внешнем углу допускается более высокая сила тока, поскольку тепло рассеивается лучше. Угол электрода держат ближе к перпендикуляру к поверхности, около 5–10°, что позволяет формировать аккуратный валик с минимальными подрезами. Скорость сварки должна быть равномерной, без резких изменений, чтобы избежать образования горошин и прожогов на краях.
Для обеих сторон шва рекомендуется предварительно очистить кромки от окалины и грязи, а также обеспечить минимальный зазор около 1–2 мм для оптимального провара. При выполнении нескольких проходов первый слой следует укладывать с меньшим током, чтобы обеспечить надежное соединение и предотвратить образование дефектов.
Особое внимание уделяют охлаждению после сварки: на внутренних углах тепло задерживается дольше, что может привести к деформации, поэтому рекомендуется использовать пассивное охлаждение или подставки, минимизирующие термическое напряжение.
Контроль качества шва и выявление дефектов после сварки
Для обеспечения прочности и долговечности сварного соединения профильной трубы под углом 90° необходим тщательный контроль шва сразу после выполнения сварки.
- Визуальный осмотр:
- Отсутствие трещин, прожогов и непроваров на поверхности шва.
- Равномерность шва по всей длине, отсутствие подрезов и наплывов.
- Отсутствие шлаковых включений и пористости.
- Измерение геометрии:
- Проверка угла сварки – должен строго соответствовать 90°, с допустимым отклонением не более ±1°.
- Контроль толщины наплавленного металла – не менее 80% от толщины основной трубы.
- Отсутствие деформаций и искривлений, влияющих на геометрию конструкции.
- Неразрушающий контроль:
- Магнитопорошковый метод – выявление поверхностных и подповерхностных трещин.
- Ультразвуковой контроль – обнаружение внутренних дефектов и непроваров.
- Рентгеновский контроль – оценка однородности шва и выявление пористости.
- Испытание на прочность:
- Механические испытания (например, изгиб) применяются для ответственных соединений.
- Контроль на герметичность при сварке труб, если конструкция подвержена давлению.
Своевременное выявление и устранение дефектов обеспечивает безопасность и эксплуатационную надежность сварного узла. Пренебрежение контролем ведёт к снижению ресурса конструкции и возможным аварийным ситуациям.
Обработка сварочного шва: удаление шлака и шлифовка
После сварки профильной трубы под прямым углом необходимо тщательно удалить сварочный шлак. Это обеспечивает качественный контроль шва и подготовку поверхности для дальнейшей обработки.
- Удаление шлака выполняется металлической щёткой или стальной зачистной щёткой на угловой шлифмашине. Важно работать под углом 30–45° к шву, чтобы эффективно удалить все остатки шлака, не повреждая металл.
- При использовании молотка и зубила удары наносятся под небольшим углом, чтобы не повредить шов и прилегающий металл.
Шлифовка шва проводится после полного удаления шлака для выравнивания поверхности и подготовки к окраске или другим защитным покрытиям.
- Используйте диски с зернистостью от 60 до 80 для грубой шлифовки, чтобы убрать неровности и разбрызг сварочного материала.
- Для финишной обработки применяйте круги с зерном 120–180, что обеспечивает гладкую поверхность без глубоких царапин.
- Работайте шлифовальной машиной с регулировкой оборотов, оптимально 6000–9000 об/мин, чтобы избежать перегрева металла и деформаций.
- При шлифовке избегайте сильного нажима – это уменьшает риск искривления профильной трубы и сохраняет геометрию угла 90°.
Контроль качества после обработки проводится визуально и с помощью измерительных инструментов (угольника и уровнемера) для подтверждения точности угла и отсутствия дефектов поверхности.
Профилактика деформаций при сварке профильных труб под углом
Для предотвращения деформаций при сварке профильных труб под углом 90° важно обеспечить равномерное распределение тепла. Рекомендуется выполнять сварку короткими, чередующимися швами с паузами для остывания, чтобы снизить тепловое напряжение в металле.
Перед сваркой необходимо тщательно подогнать трубы с минимальным зазором не более 1 мм, что уменьшает необходимость сильного нагрева и снижает вероятность искривления.
Использование прихваток по периметру с равномерным шагом 30-50 мм фиксирует детали и предотвращает смещение. После каждой прихватки следует контролировать положение трубы с помощью угольника и корректировать при необходимости.
Для уменьшения внутреннего напряжения рекомендуется применять обратную сварку, меняя направление шва и распределяя тепловую нагрузку. Толщина стенки трубы также влияет на деформацию: при толщине менее 2 мм рекомендуется снижать сварочный ток на 10-15%.
После завершения сварки следует обеспечить постепенное охлаждение конструкции, избегая резкого контакта с холодными поверхностями и сквозняками, что способствует снижению остаточных напряжений и искривлений.
Вопрос-ответ:
Как правильно подготовить профильную трубу перед сваркой под прямым углом 90 градусов?
Перед сваркой необходимо тщательно очистить поверхности труб от ржавчины, грязи и краски. Для улучшения качества соединения края труб нужно обработать наждачной бумагой или металлической щёткой. Также важно правильно отрезать трубы под нужным углом, чтобы обеспечить плотное прилегание. Для контроля угла используют угольник или специальную сварочную прихватку, которая поможет зафиксировать детали перед началом сварки.
Какие ошибки чаще всего допускают при сварке профильной трубы под 90 градусов и как их избежать?
Одной из распространённых ошибок является неправильное выставление деталей, из-за чего угол получается не ровным. Также часто сварщики недостаточно тщательно очищают места сварки, что ведёт к плохому сцеплению металла и появлению дефектов. Ещё одной проблемой бывает перегрев металла, из-за чего шов становится хрупким и деформируется. Чтобы избежать этих ошибок, рекомендуется использовать прихватки для фиксации, тщательно подготавливать поверхности и контролировать температуру сварки, делая паузы при необходимости.
Какой сварочный режим лучше выбрать для соединения профильных труб под углом 90 градусов?
Выбор режима сварки зависит от толщины стенок труб и типа сварочного аппарата. Обычно для профильных труб с толщиной 2-3 мм подходит режим с небольшой силой тока, чтобы не прожечь металл, но при этом обеспечить прочный шов. Часто применяют метод дуговой сварки в среде защитного газа (MIG/MAG), так как он позволяет получить ровный и чистый шов. Важно подобрать правильный диаметр электрода или проволоки и установить оптимальную скорость подачи, чтобы избежать брака.
Как контролировать качество шва после сварки профильной трубы под прямым углом?
После сварки шов следует визуально осмотреть на наличие трещин, пор и прожогов. Хороший шов должен быть равномерным, без наплывов и неровностей. При необходимости стоит провести дополнительную зачистку и проверить прочность соединения механическими методами — например, попробовать слегка постучать или проверить на изгиб. В профессиональных условиях применяют ультразвуковую или рентгеновскую дефектоскопию, но для бытовых задач визуального контроля обычно достаточно.