Самодельный трубогиб позволяет сгибать металлические трубы диаметром до 40 мм без заломов и деформации стенок. Это особенно актуально при изготовлении каркасов теплиц, навесов, ограждений и мебели. Основное преимущество – возможность подогнать конструкцию под нужные параметры без покупки дорогого оборудования.
Для сборки потребуется: профильная труба 60×40 мм для основания, вал диаметром 30 мм, две боковые стойки, домкрат или винтовой механизм, ролики (можно использовать автомобильные подшипники) и фиксирующие болты. Общая длина основания – около 800 мм, высота стоек – 300 мм. В качестве привода чаще всего применяют ручную рукоятку или редуктор с цепной передачей от велосипеда.
Точные чертежи нужно подбирать под конкретный диаметр обрабатываемых труб и радиус изгиба. Например, для трубы 20×20 мм с радиусом 500 мм оптимальный шаг подачи – не более 20 мм за один проход. Это позволяет избежать излома профиля. Прессующая часть должна обеспечивать равномерное давление по центру изгиба, иначе профиль может сместиться в сторону или раздавиться.
Перед началом работы важно проверить соосность всех роликов. Отклонение даже на 2–3 мм приводит к перекосу и ухудшает качество изгиба. Если использовать винтовую регулировку, необходимо предусмотреть фиксатор положения. Это особенно важно при серийной работе – погрешности в установке быстро накапливаются.
Выбор типа трубогиба: роликовый, арбалетный или гидравлический

Роликовый трубогиб применим для гибки тонкостенных труб диаметром до 25–30 мм. Основной механизм – три ролика, два фиксированных и один подвижный. Преимущество – плавный радиус гиба и отсутствие изломов, особенно при работе с алюминием, медью и тонкостенной сталью. Недостаток – невозможность выполнения резких углов и высокая зависимость от точности сборки роликов. Для изготовления понадобятся: подшипники 203 или 204, вал Ø20–25 мм, профильная труба для рамы, ручка или редуктор от ручной лебёдки.
Арбалетный трубогиб используется при изгибе стальных труб с толщиной стенки от 2,5 мм и диаметром до 40 мм. Гибка осуществляется за счёт давления центрального башмака на трубу, зафиксированную в двух точках. Этот тип предпочтителен при изгибе под фиксированный угол (до 90°). Главный плюс – компактность и простота конструкции. Минус – высокая нагрузка на трубу в месте гиба, возможна деформация сечения. Необходимые детали: башмак (возможно изготовление из шкива), два прижимных ролика, массивная станина и рычаг длиной не менее 800 мм.
Гидравлический трубогиб – выбор для гибки труб большого диаметра (до 76 мм) с толщиной стенки от 3 мм. Подходит для работы с водопроводной, газовой или толстостенной профильной трубой. Основа конструкции – домкрат на 10–20 тонн, упорная рама, набор сменных шаблонов. Преимущество – высокая сила прижима без значительных усилий со стороны оператора. Недостаток – вес и необходимость точной настройки упоров и шаблонов. Основные элементы: гидродомкрат, усиливающие рёбра, сменные формы для разных диаметров.
Выбор зависит от характеристик труб, точности угла гиба и доступных материалов для сборки конструкции.
Материалы и инструменты, необходимые для сборки трубогиба
Для изготовления ручного трубогиба потребуется металлический профиль, стальные пластины, оси и подшипники. Основу рамы целесообразно собрать из профильной трубы сечением 40×40 мм или 50×50 мм, толщиной стенки не менее 3 мм. Длина зависит от конструкции, обычно – от 600 до 1000 мм.
Для рабочих роликов подойдут стальные заготовки диаметром 100–120 мм, толщиной 20–30 мм. Их можно выточить на токарном станке. Центральный ролик должен иметь возможность вертикального перемещения. Боковые ролики устанавливаются на подшипниках типа 203 или 204.
Для регулировочного механизма потребуется резьбовая шпилька М20 или домкрат, а также пара крепёжных пластин толщиной 6–8 мм. В местах соединения с рамой – болты М12 и гайки с контргайками. При необходимости усиления конструкции используются ребра жёсткости из стального уголка 40×40 мм.
Инструменты: сварочный аппарат (инверторный, с электродами 3 мм), болгарка с отрезным и шлифовальным дисками, дрель с набором свёрл по металлу, токарный станок (для роликов), гаечные ключи, угольник, измерительная рулетка и маркер для разметки.
Изготовление рамы трубогиба с точными размерами
Рама служит основной опорной конструкцией трубогиба. Её прочность и точность определяют стабильность работы всего устройства. Для изготовления потребуется профильная труба сечением 60×40×3 мм и листовая сталь толщиной 10 мм для усиления узлов крепления.
Габаритные размеры рамы: длина – 800 мм, ширина – 300 мм, высота – 400 мм. Эти параметры позволяют разместить три вала и обеспечить устойчивость конструкции при нагрузке.
- Два продольных элемента (основание) длиной 800 мм из профильной трубы 60×40 мм.
- Два поперечных элемента по 300 мм из той же трубы – соединяют продольные по краям.
- Две вертикальные стойки высотой 400 мм размещаются ближе к краям рамы – на них крепятся подшипниковые узлы для валов.
- Дополнительно устанавливаются две диагональные стяжки из трубы 25×25 мм между основанием и стойками – для увеличения жёсткости.
Соединение элементов производится методом сварки. Все углы проверяются угольником – допуск по отклонению не более 1 мм. Перед сборкой желательно зачистить места сварки от окалины и обезжирить. После сварки проводится шлифовка швов и проверка геометрии. На верхней части стоек сверлятся отверстия под шпильки крепления подшипников – диаметр 10 мм, расстояние между центрами – 120 мм.
Для крепления станка к верстаку в нижней части основания привариваются четыре пластинки 50×50×5 мм с отверстиями Ø12 мм под болты. Расположение строго симметричное – это исключает перекос при установке.
После завершения сборки рама грунтуется и окрашивается для защиты от коррозии.
Сборка роликов и механизмов прижима

Для роликов используйте стальные заготовки диаметром 60–80 мм, длиной 40–50 мм. Обязательно наличие проточки под трубу соответствующего диаметра – глубина 2–3 мм, радиус скругления должен соответствовать внешнему радиусу изгибаемой трубы. Центральное отверстие сверлится под ось диаметром 20 мм. Для надёжности посадки рекомендуется использовать подшипники 6204 или аналогичные.
Оси роликов фиксируются на боковых стенках рамы. Для этого подойдут болты М20 с резьбой не менее 40 мм. Ролики крепятся между двумя шайбами с обеих сторон, затягиваются гайкой с контргайкой или стопорной шайбой. Допускается использование втулок, если ось не входит в подшипник с нужным зазором.
Прижимной механизм собирается на отдельной направляющей, закреплённой между боковинами. Оптимальное решение – резьбовая шпилька М16 длиной около 300 мм, проходящая через гайку, сваренную в верхней части каркаса. Прижимной ролик должен иметь ту же конфигурацию, что и основные, но с возможностью вертикального перемещения.
Для плавной регулировки прижима используется ручка с усилением – отрезок трубы, насаженный поперёк шпильки. При вращении она опускает или поднимает прижимной ролик. Между прижимной осью и гайкой устанавливается подшипник, снижающий усилия при вращении. При необходимости конструкция дополняется возвратной пружиной для подъёма прижима в исходное положение.
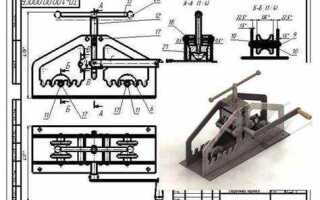
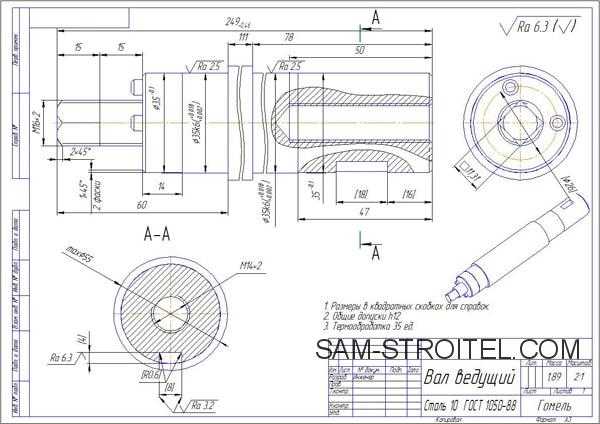
Создание чертежей трубогиба с указанием всех размеров

Базовая рама трубогиба изготавливается из прямоугольной профильной трубы сечением 60×40 мм. Длина основания – 700 мм, ширина – 300 мм. Толщина стенки профиля – не менее 3 мм для обеспечения жёсткости конструкции.
Опорные стойки размещаются по краям основания. Высота стоек – 400 мм. В каждой стойке сверлятся отверстия диаметром 20 мм для установки оси прижимного ролика. Центр отверстия располагается на высоте 300 мм от нижнего края стойки.
Ведущий ролик устанавливается по центру основания. Диаметр ролика – 100 мм, ширина – 60 мм. Ось – стальной вал диаметром 20 мм. Под ролик в основании вырезается посадочное отверстие 25×25 мм для крепления подшипника.
Два прижимных ролика размещаются симметрично по бокам от центрального. Расстояние между осями роликов – 280 мм. Диаметр прижимных роликов – 80 мм, ширина – 50 мм. Каждый ролик монтируется на подшипники, установленные в проушинах на стойках.
Механизм регулировки давления выполнен в виде винтовой передачи. Винт – М20×2, длина – 300 мм. Рукоятка вращения приварена перпендикулярно верхней части винта, её длина – 250 мм. Нижний конец винта соединяется с осью прижимного ролика через проушину.
Для привода используется ручной рычаг, закреплённый на оси ведущего ролика. Длина рычага – 500 мм. Рычаг изготавливается из круглой стали диаметром 20 мм. Отверстие под фиксирующий штифт – 6 мм, расположено в 20 мм от торца оси.
Каждый элемент чертится в масштабе 1:1. Все отверстия, оси и точки крепления наносятся с точной координатной привязкой. Толщина линий в чертеже: контурные – 0,7 мм, размерные – 0,35 мм. Указываются допуски: для посадочных отверстий – H7, для валов – h6.
Проверка работоспособности и настройка трубогиба

После сборки трубогиба нужно проверить плавность хода всех движущихся частей. Для этого вручную прокручивают рукоятку без нагрузки. Если наблюдаются заедания или перекосы, требуется подточка или регулировка креплений.
Затем проверяют правильность установки роликов и пуансонов. Расстояние между роликами должно соответствовать диаметру трубы с допуском ±0,5 мм. Если зазор больше, труба будет проскальзывать, меньше – может деформироваться.
Настройка усилия изгиба проводится на тестовой трубе. Плавно увеличивают нагрузку, контролируя равномерность изгиба по всей длине заготовки. При появлении заломов или трещин регулируют положение пуансона или меняют радиус гибки.
Обязательно проверяют фиксацию трубы в зажиме – она должна быть надежной, но не чрезмерной, чтобы не повредить металл. При необходимости подкручивают крепежные элементы.
Для точности повторных изгибов используют угломер или маркеры, нанося линии изгиба на трубу перед гибкой. Если угол отличается от заданного более чем на 2 градуса, корректируют положение роликов или усилие.
После всех проверок смазывают подвижные части легким маслом для снижения трения и увеличения срока службы.
Обслуживание самодельного трубогиба и устранение неисправностей

Регулярное техническое обслуживание трубогиба продлевает срок службы и снижает риск поломок. Особое внимание уделяется подвижным частям и креплениям.
- Проверять состояние шарниров и осей, при необходимости смазывать машинным маслом или графитовой смазкой.
- Контролировать натяжение и износ приводных ремней, заменять при появлении трещин или сильного растяжения.
- Осматривать сварные швы рамы на наличие трещин и деформаций.
- Проверять надежность крепления рычагов и фиксирующих элементов, подтягивать болты и гайки.
При возникновении затруднений в работе или посторонних шумов нужно выполнить диагностику:
- Если рукоятка проворачивается с трудом, проверить смазку и наличие заусенцев на оси, при необходимости очистить и обновить смазку.
- Если трубогиб не фиксирует положение трубы, проверить исправность стопорного механизма и заменить изношенные детали.
- При появлении люфта рычага осмотреть крепления и при необходимости заменить изношенные втулки или подшипники.
- Если трубогиб не выдерживает нагрузку и деформируется, усилить конструкцию дополнительными ребрами жесткости или использовать материалы большей прочности.
После каждой рабочей смены рекомендуется очищать рабочие поверхности от грязи и металлической стружки, чтобы избежать заклинивания механизмов.
Соблюдение указанных рекомендаций позволит избежать основных неисправностей и сохранить точность изгиба труб.
Вопрос-ответ:
Какие материалы и инструменты понадобятся для изготовления трубогиба своими руками?
Для создания трубогиба потребуются металлические профили или листы для основы конструкции, прочная труба или стержень для рычага, подшипники или втулки для облегчения вращения, а также крепежные элементы — болты, гайки и сварка. Из инструментов пригодятся сварочный аппарат, болгарка, дрель, рулетка и маркер. Важно выбрать металл, способный выдерживать нагрузку при изгибе труб, например, сталь толщиной не менее 3 мм.
Какой принцип работы самодельного трубогиба и на что обратить внимание при его сборке?
Трубогиб работает за счёт создания рычажного механизма, который позволяет сгибать трубу вокруг фиксированного ролика или пуансона. При сборке важно точно расположить оси вращения и обеспечить плавное движение рычага, чтобы изгиб был равномерным и не приводил к деформации трубы. Необходимо также предусмотреть ограничители угла изгиба, чтобы не повредить материал и сохранить нужный радиус.
Можно ли использовать такой трубогиб для разных диаметров труб и как адаптировать конструкцию?
Да, конструкцию можно сделать универсальной, но для этого нужно предусмотреть сменные ролики и пуансоны разных размеров, подходящие под конкретные диаметры труб. Часто применяют систему с выдвижными или заменяемыми элементами, что позволяет быстро перенастроить трубогиб. При этом важно, чтобы рычаг оставался достаточно прочным и длина его была удобной для сгибания труб разного диаметра.
Как правильно составить чертежи для трубогиба, если нет опыта в проектировании?
Для составления чертежей полезно начать с простых эскизов, где указать основные размеры — длину рычага, диаметр ролика, точки крепления осей. Можно использовать готовые схемы из открытых источников как основу, а затем адаптировать их под свои размеры и материалы. При этом важно учитывать точные размеры деталей и допуски для соединений, чтобы избежать перекосов и обеспечить надёжность конструкции. Если нет навыков работы с чертежами, можно использовать программы для 2D-моделирования, которые облегчат процесс и позволят визуализировать конструкцию.