

Оцинкованная сталь используется в строительстве и машиностроении благодаря стойкости к коррозии. Однако при сварке цинковое покрытие создает сложности: при температуре около 906 °C цинк начинает активно испаряться, образуя токсичный дым и ухудшая качество шва. Важно учитывать не только технику сварки, но и меры безопасности.
Перед сваркой необходимо удалить цинковый слой в зоне шва на ширину не менее 20 мм с каждой стороны. Это выполняется механическим способом: шлифовальной машиной, напильником или абразивным кругом. После зачистки металл обезжиривают растворителем, чтобы исключить загрязнение сварочной зоны.
Оптимальный метод – ручная дуговая сварка (РДС) с использованием электродов марки УОНИ 13/55 или аналогичных с рутилово-целлюлозным покрытием. Ток подбирается в диапазоне 70–100 А для электрода диаметром 3,2 мм. Работа ведется короткой дугой с минимальным тепловложением, чтобы не перегревать цинк за пределами зоны сварки.
После завершения сварки шов и прилегающие участки необходимо очистить от шлака и восстановить защиту от коррозии. Для этого применяются цинксодержащие краски, пасты или аэрозоли. При работе внутри помещений обязательно обеспечить принудительную вентиляцию или использовать вытяжное оборудование.
Подготовка оцинкованной поверхности перед сваркой
Перед сваркой необходимо удалить цинковое покрытие в зоне будущего шва. При температуре сварки цинк испаряется, выделяя токсичный оксид, ухудшая качество соединения и увеличивая пористость шва.
- Сначала механически зачистите участок с помощью шлифовального круга или наждачной бумаги до появления металлического блеска. Область обработки – не менее 20 мм от линии сварки с каждой стороны.
- После зачистки удалите пыль и остатки цинка сухой чистой ветошью или продувкой сжатым воздухом. Не допускается использование влажных материалов.
- Обработайте зону обезжиривающим составом (ацетон или спиртосодержащие растворители). Дайте испариться остаткам жидкости – минимум 3–5 минут на открытом воздухе.
Альтернативно для удаления цинка применяют термическое выжигание газовой горелкой до потемнения поверхности, с последующим механическим удалением окалины. Метод подходит для толстостенных деталей, где абразивная зачистка затруднена.
После подготовки сварку выполняйте как можно скорее, чтобы избежать повторного окисления металла. Не рекомендуется хранить подготовленные участки более 2 часов без дополнительной защиты.
Опасности испарений цинка и способы защиты сварщика

Основной способ защиты – предотвращение контакта с парами цинка. Для этого требуется соблюдение следующих мер:
- Перед сваркой полностью удалять цинковое покрытие в зоне шва механическим или химическим способом. Минимальная ширина очистки – 20 мм от линии шва в каждую сторону.
- Использовать вытяжную вентиляцию с локальным отсосом прямо в зоне дуги. Производительность не менее 0,5 м³/с на каждый рабочий пост.
- Применять респираторы класса защиты FFP3 или принудительную подачу чистого воздуха в сварочную маску (PAPR-системы). Простой фильтр не задерживает пары цинка.
- Работать в хорошо проветриваемом помещении с организованной подачей свежего воздуха. Скорость обмена воздуха – не менее 6 объемов помещения в час.
- Исключить повторное использование загрязнённой одежды. Спецодежду следует стирать отдельно от повседневной и хранить в закрытом шкафу.
Пренебрежение этими мерами резко повышает риск острых интоксикаций и профессиональных заболеваний. Надёжная защита требует комплексного подхода: подготовка металла, организация вентиляции и индивидуальные средства защиты должны применяться одновременно.
Выбор типа электрода для сварки оцинковки

Для сварки оцинкованной стали электродуговым методом подходят электроды с пониженным содержанием водорода и активными легирующими компонентами. Оптимальный выбор – электроды с рутилово-кальциевым покрытием, например марки УОНИ-13/55 или ОЗЛ-6, обеспечивающие стабильную дугу и минимальное разбрызгивание цинка.
Использование нержавеющих электродов типа ЦЛ-11 или ОЗЛ-8 целесообразно при сварке в условиях повышенной коррозионной нагрузки. Они формируют стойкий к окислению шов, хотя и увеличивают стоимость работ. Для конструкций, где внешний вид не критичен, применимы базовые электроды, но при этом необходима обязательная зачистка зоны сварки от цинка на 2–3 мм по периметру шва.
При толщине металла до 2 мм предпочтительнее использовать тонкие электроды диаметром 2,0–2,5 мм, позволяющие снизить тепловую нагрузку и сократить испарение цинка. При более толстой оцинковке – до 4 мм – допустимы электроды 3,2 мм с короткой дугой.
Важно учитывать температуру предварительного подогрева: при сварке с УОНИ-13/55 рекомендуется разогрев до 120–150 °C для устранения влаги в зоне шва и предотвращения пористости. Электроды должны быть просушены при 250–300 °C не менее 1 часа перед использованием.
Категорически не рекомендуется применение универсальных электродов без указания на совместимость с оцинкованной сталью. Это приводит к пористости, включениям оксидов и слабой адгезии металла шва к основному материалу.
Настройка тока и напряжения сварочного аппарата

Для сварки оцинкованной стали важно установить минимально возможный сварочный ток, достаточный для стабильного формирования шва. Рекомендуемый диапазон для тонких листов (0,8–1,5 мм) – от 40 до 70 А. При превышении 80 А увеличивается риск прожога металла и интенсивного испарения цинка, что ухудшает качество соединения и повышает токсичность паров.
Постоянное напряжение дуги должно находиться в пределах 18–22 В. При MIG/MAG-сварке с применением защитного газа (например, Ar+CO₂) напряжение можно повысить до 22–24 В, но только при использовании присадочной проволоки диаметром 0,8–1,0 мм.
При ручной дуговой сварке (ММА) следует использовать электроды с рутиловым покрытием диаметром 2,0–2,5 мм и ток от 50 до 70 А. Сварка выполняется короткой дугой: длина не более 1,5 мм. Удлинение дуги вызывает перегрев и разрушение цинкового покрытия.
Перед началом сварки рекомендуется выполнить пробный шов на аналогичном образце, чтобы скорректировать параметры под конкретную толщину и состав металла. Если при сварке наблюдаются поры, разбрызгивание или отрыв дуги – ток чрезмерно высокий либо дуга слишком длинная.
Техника сварного шва при соединении оцинковки с черным металлом
Перед сваркой необходимо тщательно зачистить зону будущего шва от цинкового покрытия на участке не менее 20 мм по обе стороны кромки. Используется металлическая щетка или абразивный круг. Это снижает риск испарения цинка и последующего порообразования.
Сварка производится короткими стежками (3–5 см), с паузами между проходами для охлаждения металла и выхода паров цинка. При работе с тонкой оцинковкой (до 1,5 мм) используется импульсный режим с минимальной силой тока – от 40 до 70 А в зависимости от толщины черного металла.
Рекомендуется использовать электроды марки УОНИ 13/55 или аналогичные с рутиловым покрытием. Диаметр – не более 2,5 мм. Сварка ведется под углом 70–80° к поверхности, с перемещением электрода вдоль стыка без поперечного колебания.
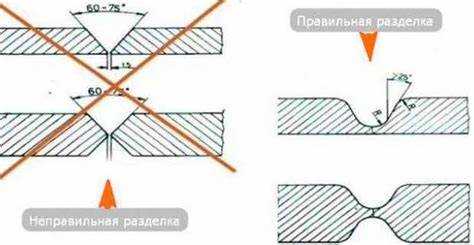
При стыковом соединении кромки черного металла фаскуют под углом 30–45°, а оцинкованный элемент оставляют без подготовки, чтобы уменьшить выгорание цинка. При нахлесте проваривают только сторону черного металла, позволяя цинку расплавиться и затечь в шов.
После завершения шва обязательна зачистка околошовной зоны и обработка антикоррозионным составом – например, цинконаполненной грунтовкой. Это предотвращает точечную коррозию в зонах перегрева и на остатках покрытия.
Удаление цинкового покрытия в зоне сварки: когда и как это делать

Цинковое покрытие в зоне сварки приводит к образованию цинковых паров, которые ухудшают качество шва и представляют опасность для здоровья. Удаление покрытия необходимо в следующих случаях:
- Толщина цинка превышает 10 мкм на участке сварки.
- Используется сварка в защитном газе (MIG, TIG), где пары цинка снижают эффективность защиты и ухудшают провар.
- Необходимо обеспечить стабильное формирование шва без пористости и трещин.
Методы удаления цинкового покрытия:
- Механическое снятие – зачистка шлифовальной машинкой, щёткой с металлической щетиной или наждачной бумагой. Рекомендуется удалять цинк на глубину не менее 2–3 мм за пределы линии сварки.
- Химическое травление – применение растворов на основе кислот (например, соляной кислоты 5-10%), строго с соблюдением техники безопасности и последующим нейтрализующим промыванием. Подходит для тонких и труднодоступных участков.
- Термическое удаление – предварительный прогрев с последующим соскабливанием окислов. Используется редко из-за риска искажения геометрии детали.
Рекомендации при удалении цинка:
- Обрабатывать зону шириной минимум 10 мм от линии шва.
- Удалять цинк полностью, не оставляя пятен и пленок.
- Обеспечивать защиту органов дыхания при работе с цинковыми парами и химикатами.
- После удаления цинка поверхность должна быть сухой и чистой перед сваркой.
- Для минимизации необходимости удаления выбирать сварочные режимы с низким тепловложением.
Удаление цинкового покрытия является обязательным этапом для получения качественного сварного соединения и снижения риска образования дефектов и вредных испарений.
Проверка качества сварного соединения после сварки
После сварки оцинкованных деталей необходимо провести визуальный осмотр с целью выявления дефектов: трещин, пор, непроваров и наплывов. Особое внимание уделяется равномерности шва и отсутствию прожогов, которые характерны при работе с тонколистовым металлом.
Для контроля глубины провара рекомендуется применять магнитопорошковый метод, позволяющий выявить поверхностные и подповерхностные трещины без разрушения детали. Оцинковка не должна препятствовать применению данного метода, однако поверхность перед проверкой следует очистить от окалин и сварного шлака.
Для оценки прочности соединения целесообразно провести ультразвуковой контроль, особенно на ответственных конструкциях. Частота ультразвука подбирается исходя из толщины свариваемых элементов: обычно 2-5 МГц. При этом допускается погрешность в 5% по глубине дефекта.
Испытания на механическую прочность рекомендуются в случаях массового производства. Измеряется прочность на растяжение и изгиб в местах сварки. Значения должны соответствовать нормативам по ГОСТ 14771-76 для оцинкованных стальных конструкций.
После проверки визуальных и неразрушающих методов необходимо провести контроль на коррозионную стойкость. Сварной шов оцинковки проверяется на отсутствие участков с разрушенной цинковой пленкой. При необходимости производится восстановление защитного слоя методом холодного цинкования или лакировкой.
Вопрос-ответ:
Можно ли сваривать оцинкованную сталь обычной электросваркой без подготовки поверхности?
Сварка оцинкованной стали без очистки затруднена из-за защитного цинкового слоя, который плавится и испаряется при нагреве, выделяя токсичные пары и ухудшая качество шва. Перед сваркой обычно удаляют слой цинка в месте сварки, например, механическим способом или с помощью специальных средств, чтобы получить прочное и чистое соединение.
Какие особенности процесса сварки оцинкованного металла стоит учитывать для безопасности?
При сварке оцинкованного металла выделяются вредные пары цинка, которые могут вызвать раздражение дыхательных путей и другие проблемы со здоровьем. Чтобы минимизировать риски, рабочее место должно хорошо проветриваться, желательно использовать вытяжные устройства или сварочный экран, а сварщику рекомендуется применять респиратор и защитные очки.
Как влияет слой цинка на прочность сварного соединения при электросварке?
Цинковое покрытие ухудшает адгезию сварочного шва, так как при нагреве цинк расплавляется и испаряется, образуя газовые включения и поры в металле. Это снижает механическую прочность и надежность соединения. Удаление цинкового слоя перед сваркой позволяет получить более плотный и равномерный шов без дефектов.
Можно ли приваривать оцинкованный лист к обычному металлическому без повреждения цинкового покрытия?
Приварка оцинкованного листа к металлу обычно сопровождается разрушением защитного цинкового слоя в зоне шва из-за высоких температур. После сварки этот участок становится подвержен коррозии. Чтобы защитить металл, после сварки рекомендуют обработать шов антикоррозионными средствами или заново покрыть цинком.
Какие методы подготовки оцинкованной поверхности перед электросваркой применяются на практике?
Перед сваркой оцинкованный металл очищают механическим способом — например, шлифовкой или зачисткой щеткой, чтобы удалить цинковый слой в месте соединения. Иногда применяют химические растворы для снятия цинка или специальные абразивные материалы. Такая подготовка обеспечивает лучший контакт между деталями и уменьшает риск образования дефектов в шве.





