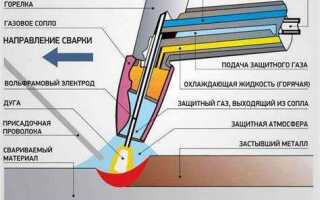
Режим Lift TIG представляет собой один из способов зажигания дуги в аргонодуговой сварке с использованием неплавящегося вольфрамового электрода. В отличие от высокочастотного (HF) старта, Lift TIG обеспечивает розжиг дуги при касании электродом детали и последующем его отводе. Это особенно важно при работе с чувствительной электроникой, вблизи оборудования, чувствительного к ВЧ-помехам, или при использовании инверторных источников питания без функции HF.
Для реализации режима Lift TIG требуется источник сварочного тока с поддержкой этой функции. При касании электрода к металлу ток ограничивается до безопасного уровня, исключающего прилипание и повреждение электрода. После отрыва электрода от поверхности зажигается стабильная сварочная дуга. Такой метод зажигания значительно снижает риск загрязнения сварочной ванны вольфрамом и упрощает работу в условиях ограниченного доступа.
Lift TIG особенно востребован при сварке нержавеющей стали, тонкостенных конструкций и при ремонте трубопроводов. Он обеспечивает контролируемый розжиг без образования брызг, что критически важно при сварке в вертикальном положении или в закрытых объемах. Рекомендуется использовать электроды с заточенным кончиком, а также установить минимальное время предварительного газа, чтобы избежать окисления зоны начала шва.
При настройке сварочного аппарата для Lift TIG важно установить низкий ток розжига, подходящий газовый поток (обычно 6–8 л/мин для аргона), и убедиться в чистоте поверхности соединения. Отсутствие высокочастотных импульсов делает Lift TIG оптимальным решением для полевых условий, а также для предприятий с жесткими требованиями к электромагнитной совместимости оборудования.
Что такое Lift TIG и как он работает на практике
Принцип действия заключается в следующем: электрод подводится к поверхности изделия, происходит короткое касание, после чего сварочный аппарат автоматически подаёт минимальный ток. Когда электрод отрывается от поверхности, создаётся стабильная дуга. Важно, чтобы сварщик удерживал касание недолго и с минимальным усилием – это исключает повреждение наконечника электрода и предотвращает его загрязнение расплавленным металлом.
Практическая реализация Lift TIG требует правильно настроенного аппарата. Порог поджига тока должен быть от 5 до 10 ампер, чтобы избежать резкого всплеска энергии при отрыве. Контроль силы нажатия и плавность движения руки имеют критическое значение – чрезмерное давление приводит к деградации электрода и нестабильной дуге. Лучше всего тренироваться на образцах из нержавеющей стали толщиной 1,5–2 мм, где погрешности в технике поджига можно выявить сразу.
Lift TIG широко применяется в условиях, где ВЧ-поджиг недопустим – например, при ремонте трубопроводов рядом с контроллерами или в судостроении. Этот режим также популярен среди начинающих сварщиков, поскольку он не требует дорогостоящих аппаратов с HF-блоком, но всё же требует точности и опыта при выполнении сварного шва.
Преимущества Lift TIG по сравнению с HF и Scratch Start
Режим Lift TIG обеспечивает точное зажигание дуги без высокочастотных помех, характерных для HF (High Frequency). Это особенно важно при работе с электроникой, медицинским оборудованием или системами управления, чувствительными к электромагнитным наводкам.
- Совместимость с инверторными источниками питания: Lift TIG не требует встроенного HF-блока, что упрощает конструкцию аппарата и снижает его стоимость.
- Безопасность для чувствительного оборудования: Отсутствие ВЧ-сигналов исключает риск повреждения ЧПУ-систем, плат управления и диагностического оборудования.
- Контролируемое начало дуги: В отличие от Scratch Start, Lift TIG не повреждает вольфрамовый электрод при касании, что исключает загрязнение сварочной ванны включениями вольфрама.
При использовании Scratch Start дуга возбуждается трением электрода по детали, что неконтролируемо, создает брызги и нарушает геометрию начала шва. Lift TIG исключает эти проблемы, обеспечивая стабильный запуск с минимальным током и последующим быстрым переходом к рабочим параметрам.
- Продление ресурса расходных материалов: Меньший износ электродов за счёт мягкого старта.
- Повышение качества сварки: Устранение включений и начало шва без дефектов за счёт точного контроля дуги с первого касания.
- Удобство для мобильных работ: Lift TIG не требует дополнительного HF-генератора, что упрощает эксплуатацию на выезде.
В условиях ограниченного доступа или при сварке тонкостенных деталей, Lift TIG обеспечивает чистое начало шва без риска прожога или случайного замыкания, что особенно ценно при сварке нержавеющей стали, титана и алюминиевых сплавов.
Требования к оборудованию для сварки в режиме Lift TIG
Для стабильной работы в режиме Lift TIG сварочный аппарат должен поддерживать постоянный ток (DC) с возможностью регулировки в диапазоне от 5 до 200 А. Желательно наличие функции hot start и current downslope для более контролируемого начала и завершения дуги. Аппараты без высокочастотного поджига должны иметь чувствительный блок распознавания касания, обеспечивающий запуск дуги при минимальном токе и без прилипания.
Балластное сопротивление внутри источника должно быть оптимизировано для предотвращения резких скачков напряжения при замыкании. Необходим прецизионный контроль тока в первые миллисекунды после касания вольфрама, чтобы избежать его оплавления. Если аппарат не адаптирован для Lift TIG, велика вероятность разрушения электрода и дефектов сварного шва.
Сварочный горелка должна быть рассчитана на TIG-процесс и оснащена кнопкой пуска или быть совместима с ножной педалью для регулировки тока в реальном времени. Кабель должен быть термостойким и гибким, сечением не менее 16 мм² при токах свыше 150 А. Использование газовой арматуры с вентилем на горелке допустимо, но предпочтительнее электромагнитный клапан, управляемый с аппарата.
Редуктор и баллон с аргоном обязательны. Редуктор должен обеспечивать стабильный расход от 6 до 12 л/мин без пульсаций. Применение смесей газов недопустимо – режим Lift TIG критичен к чистоте аргона (не ниже 99,99%). Шланги должны быть герметичны и химически устойчивы к инертным газам.
Электрод – только вольфрамовый, с заточкой под угол 30–45°, без шарообразного конца. Диаметр подбирается в зависимости от тока: 1,6 мм для токов до 100 А, 2,4 мм – до 160 А. Контактный поджиг требует особенно точной заточки и чистой поверхности электрода без окислов и следов загрязнений.
Подключение к сети должно быть выполнено через стабилизатор или автомат защиты с характеристикой C или D. Использование бытовых удлинителей недопустимо при токах свыше 120 А. Надежное заземление корпуса аппарата критично – это снижает риск ложных срабатываний при касании электродом металла.
Подготовка и настройка аппарата перед сваркой Lift TIG

Перед началом сварки в режиме Lift TIG необходимо проверить конфигурацию инвертора и его совместимость с этим типом запуска дуги. Аппарат должен поддерживать TIG DC или TIG DC Lift. Режим активируется через меню управления или переключателем на панели, при этом HF-зажигание (если доступно) должно быть отключено.
Установите полярность: минус на держатель электрода (кабель «-»), плюс на зажим массы («+»). Такая схема обеспечивает стабильное формирование дуги и минимизирует перегрев вольфрамового электрода.
Подключите газовую арматуру: редуктор, шланг и горелку. Аргон должен подаваться стабильно, с расходом 7–10 л/мин для горелок стандартного размера. Перед поджигом важно убедиться, что в системе нет утечек и давление газа на редукторе в пределах 4–6 бар.
Установите предварительное продувание (если аппарат это поддерживает) в пределах 0,5–1 секунды и постпродувку – 5–10 секунд в зависимости от толщины детали и тепловложения. Это защитит зону шва и вольфрам от окисления.
Задайте сварочный ток: для тонких заготовок (до 2 мм) достаточно 35–60 А, для более массивных деталей – от 70 до 120 А. В аппаратах с функцией Slope Down рекомендуется установить значение 1–2 секунды для мягкого затухания дуги.
Вольфрамовый электрод должен быть заточен под острым углом (30–60°), без дефектов. Используйте электрод с добавкой тория или лантана диаметром 1,6–2,4 мм. Его выступ из сопла – не более 5 мм.
Обязательно проверьте целостность кабелей, надежность всех соединений и прочность фиксации держателя. Перед сваркой выполните тестовый запуск дуги на заготовке или тренировочной пластине.
Типичные ошибки при работе в режиме Lift TIG и способы их устранения

Ошибка: электрод прилипает к металлу при касании. Причина – слишком слабый начальный ток или слишком длительное удержание электрода на поверхности. Решение – использовать функцию горячего старта (если доступна) и тренироваться на отработку быстрого отрыва электрода сразу после касания.
Ошибка: загрязнение вольфрамового электрода. Возникает при случайном попадании электрода в расплав или использовании неподходящей полярности. Устранение – использовать неплавящийся электрод подходящего диаметра (чаще всего 1.6 мм или 2.4 мм для низких токов), соблюдать правильный угол наклона, а при необходимости – переключиться на прямую полярность (DCEN).
Ошибка: неустойчивость дуги. Обычно вызвана плохим контактом заземления, загрязнённым материалом или слишком малым током. Рекомендуется обеспечить надежный контакт массы, тщательно зачищать металл щёткой из нержавеющей стали, а также соблюдать рекомендованные параметры тока для конкретного сплава.
Ошибка: чрезмерный износ электрода. Часто причина – чрезмерный ток или работа без должного контроля за формой заточки. Для устранения – использовать ток в пределах допустимых значений, следить за формой заточки (заточка под углом 30–45° вдоль оси), не перегревать электрод.
Ошибка: поры в шве. Причины – недостаточный защитный газ, сквозняки или загрязнённый присадочный материал. Решение – увеличить расход аргона до 8–12 л/мин, исключить движение воздуха в зоне сварки и использовать только чистую проволоку, соответствующую основному металлу.
Ошибка: ожоги края или прожоги. Возникают при старте дуги слишком близко к кромке или использовании неподходящего тока. Для устранения – начинать поджиг с отступом 3–5 мм от края и подобрать оптимальный ток в зависимости от толщины металла (например, 35–40 А на 1 мм).
Применение режима Lift TIG для сварки различных металлов

Режим Lift TIG оптимален для сварки металлов с низкой теплопроводностью и чувствительных к перегреву, таких как нержавеющая сталь и титан. Этот режим обеспечивает плавный старт дуги без искрения, что минимизирует вероятность прожогов и деформаций.
Для алюминия и его сплавов использование Lift TIG позволяет избежать повреждений оксидной пленки, так как контакт электрода с поверхностью активирует дугу без высокочастотного разряда, уменьшая риск загрязнений шва. Рекомендуется применять в сочетании с защитным газом аргон высокой чистоты.
При сварке углеродистых сталей режим Lift TIG обеспечивает стабильный контроль тепловложений за счет плавного инициирования дуги. Это важно при работе с тонколистовыми материалами толщиной до 4 мм, где перегрев ведет к искажению геометрии деталей.
Для меди и медных сплавов режим Lift TIG позволяет снизить окисление и улучшить внешний вид сварного шва, благодаря мягкому запуску дуги и контролю тока. Использование низких значений тока на старте предотвращает выплески расплава и повышает качество соединения.
В условиях работы с жаропрочными сплавами Lift TIG уменьшает риск термических напряжений и трещин за счет мягкого начала сварки и плавного нарастания тока, что особенно важно для ответственных конструкций в аэрокосмической и энергетической отраслях.
При переходе между металлами с разной теплопроводностью (например, сталь-алюминий) применение режима Lift TIG позволяет более точно контролировать дугу, снижая вероятность дефектов на переходных зонах. Рекомендуется настраивать параметры аппарата под каждый конкретный металл.
Вопрос-ответ:
Что такое режим Lift TIG и чем он отличается от других методов зажигания дуги в сварке?
Режим Lift TIG представляет собой способ зажигания сварочной дуги, при котором электрод сначала касается металла, а затем плавно отводится, что позволяет создать стабильное и контролируемое горение дуги. В отличие от высокочастотного (HF) зажигания, Lift TIG не создает электромагнитных помех и безопасен для чувствительного электронного оборудования.
Какие металлы лучше всего свариваются с использованием режима Lift TIG?
Режим Lift TIG подходит для сварки тонких и средних по толщине металлов, таких как нержавеющая сталь, алюминий, медь и титан. Особенно эффективен при работе с материалами, требующими аккуратного начала сварочного процесса без разбрызгивания и перегрева в зоне шва.
Какие ошибки наиболее часто встречаются при работе в режиме Lift TIG и как их избежать?
Основные ошибки связаны с неправильным контактом электрода с деталью, слишком резким отрывом электрода, а также неверной настройкой сварочного аппарата. Чтобы минимизировать проблемы, нужно плавно отводить электрод, контролировать силу тока и следить за состоянием вольфрамового электрода, своевременно его затачивая.
Как настроить аппарат для сварки в режиме Lift TIG перед началом работы?
Перед сваркой важно выставить подходящий сварочный ток, выбрать полярность, проверить состояние электрода и газового сопла. Также следует убедиться в правильной подаче защитного газа и установить параметры времени зажигания, чтобы обеспечить плавное и стабильное возникновение дуги без пробоев.
В каких случаях использование режима Lift TIG предпочтительнее высокочастотного зажигания?
Lift TIG рекомендуется применять при работе с чувствительной электроникой, в условиях ограниченного пространства или там, где электромагнитные помехи недопустимы. Этот режим безопаснее для оператора и оборудования, а также снижает риск повреждения тонких деталей, сохраняя качество сварного соединения.
Что представляет собой режим Lift TIG и в чем его отличие от традиционных методов зажигания дуги?
Режим Lift TIG — это способ зажигания сварочной дуги, при котором контакт между электродом и металлом сначала устанавливается физически, а затем происходит плавный подъем электрода, что вызывает зажигание дуги. В отличие от традиционного высокочастотного или царапающего зажигания, этот метод снижает риск повреждения защитного газа и уменьшает помехи в электронных приборах поблизости. Такой способ позволяет работать с более деликатными металлами и обеспечивать стабильный старт дуги без искр и выбросов.
Какие металлы и ситуации лучше всего подходят для сварки с использованием режима Lift TIG?
Режим Lift TIG хорошо подходит для сварки тонкостенных и коррозионно-устойчивых материалов, таких как нержавеющая сталь, алюминий и медь. Особенно эффективен он при работе с металлами, чувствительными к перегреву или загрязнению дугой, так как зажигание в этом режиме происходит мягко и контролируемо. Кроме того, такой метод часто используют в условиях, где нежелательно создавать электромагнитные помехи, например, при ремонте электрооборудования или в медицинской технике.