

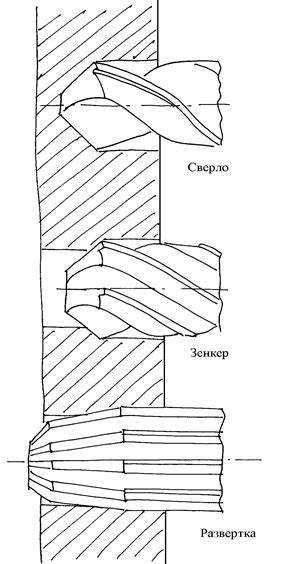
Зенкеры и сверла – два разных инструмента, используемых для обработки отверстий, но отличающихся по конструкции, геометрии режущей части и области применения. Сверло предназначено для формирования глухих и сквозных отверстий в заготовке за счёт осевого врезания материала. В отличие от него, зенкер служит для последующей доработки уже существующего отверстия: увеличения его диаметра, устранения неровностей и получения более точной геометрии.
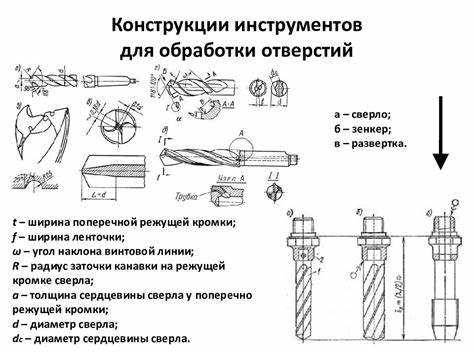
Основное конструктивное отличие заключается в форме режущей части. Сверло оснащено двумя спиральными канавками, по которым удаляется стружка во время сверления. Зенкер же имеет большее количество режущих кромок (до восьми и более), что позволяет получать гладкую и точную поверхность при меньшей нагрузке на инструмент и обрабатываемый материал. При этом угол заточки и форма передней поверхности у зенкера рассчитаны не на врезание, а на чистовую обработку.
Назначение этих инструментов определяет их выбор в зависимости от этапа технологического процесса. Для создания отверстия применяется сверло, а для доведения его до заданных параметров – зенкер. При использовании в машиностроении, станкостроении и других точных производственных сферах рекомендуется комбинированное применение обоих инструментов: сначала сверление, затем зенкерование. Это позволяет добиться меньшего отклонения от диаметра, повысить качество посадки и продлить срок службы соединительных элементов.
Чем отличается форма режущей части зенкера и сверла
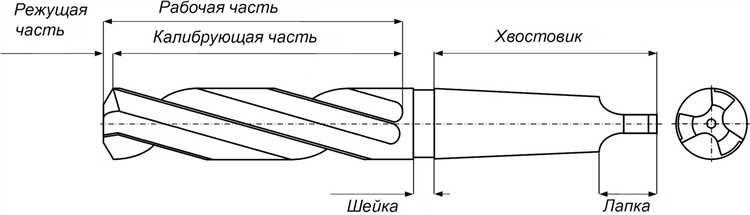
Режущая часть сверла представляет собой спиральные канавки, переходящие в заострённый конус с двумя главными режущими кромками. Угол заточки на вершине, как правило, составляет от 118° до 135° в зависимости от обрабатываемого материала. Такая геометрия предназначена для эффективного проникновения в материал с одновременным удалением стружки по винтовым каналам.
Зенкер имеет иную форму режущей части. Он оснащён несколькими (обычно от 3 до 6) прямыми или слегка изогнутыми лезвиями, расположенными по окружности. В отличие от сверла, режущая часть зенкера не заострена, а выполнена в виде фаски или цилиндрического/конического пояса с определённым углом (например, 90°, 120° или 180°), что позволяет обрабатывать уже существующее отверстие – расширять, зенковать или снимать фаску без осевого заглубления.
Главное отличие заключается в том, что сверло режет по оси, а зенкер – по периферии отверстия. Поэтому при выборе инструмента важно учитывать не только диаметр, но и геометрию режущей части: для сверления сквозных или глухих отверстий подходит сверло, а для точной доработки поверхности отверстия – зенкер с нужной формой фаски и числом зубьев.
Как конструкция влияет на область применения инструмента
Форма и расположение режущих кромок определяют, какие операции может выполнять инструмент и с каким качеством. У сверла спиральная форма канавок и заострённый наконечник позволяют быстро углубляться в материал, обеспечивая удаление стружки по спиралям. Такая конструкция делает сверло подходящим для сквозного и глухого сверления отверстий в металле, дереве, пластике и других материалах.
Зенкер отличается более массивным корпусом и меньшим углом заточки. Его режущие элементы расположены по периферии рабочей части и рассчитаны на обработку уже существующих отверстий. Основные задачи зенкера – расширение, выравнивание, снятие фаски и достижение заданного диаметра с повышенной точностью и чистотой поверхности.
- Сверло применяют для первичного формирования отверстий, особенно когда требуется высокая скорость обработки и минимальная подготовка поверхности.
- Зенкер используют в тех случаях, когда необходимо повысить точность и обеспечить плотное прилегание крепёжных элементов – например, при обработке посадочных мест под штифты, винты или подшипники.
Если требуется получить отверстие с жёсткими допусками по диаметру и шероховатости, сверление заменяют комбинацией сверления и последующего зенкерования. Конструкция зенкера исключает биение и обеспечивает стабильную геометрию отверстия, что невозможно достичь обычным сверлом без доработки.
Таким образом, именно различия в конструкции – форма режущей части, тип режущих кромок и геометрия корпуса – определяют целевое назначение каждого инструмента и ограничивают его применение конкретными задачами обработки.
Какие материалы можно обрабатывать зенкером и сверлом
Сверла применяются для первичной обработки широкого спектра материалов. Для стали, чугуна и цветных металлов используют быстрорежущие сверла (HSS), обеспечивающие стабильную резку при высокой температуре. Для нержавеющих сталей предпочтительны кобальтовые сплавы. При работе с алюминием важно выбирать сверла с полированной спиралью, чтобы избежать залипания стружки. Для дерева и фанеры подходят спиральные сверла с острым углом заточки. В случае пластмасс необходимо снижать обороты, чтобы избежать оплавления, и использовать сверла с малым углом наклона спирали.
Зенкеры применяются преимущественно для обработки уже существующих отверстий: снятия фасок, калибровки и доработки посадочных мест. Для черных металлов применяются твердосплавные или HSS-зенкеры с углом заточки, подобранным под конкретный сплав. Обработка алюминия требует острых, мелкозубых зенкеров, чтобы избежать заусенцев. При работе с пластмассами и оргстеклом важно выбирать зенкеры с низкой подачей и минимальной вибрацией, так как материал склонен к растрескиванию. Для дерева подойдут зенкеры с тремя или четырьмя прямыми зубьями, обеспечивающими чистый вход без сколов.
Ключевая рекомендация: выбор инструмента и режима обработки должен учитывать не только твердость материала, но и его вязкость, теплопроводность и склонность к оплавлению или растрескиванию. Несоблюдение этих параметров приводит к снижению точности обработки и быстрому износу инструмента.
Особенности крепления и хвостовика у зенкеров и сверл

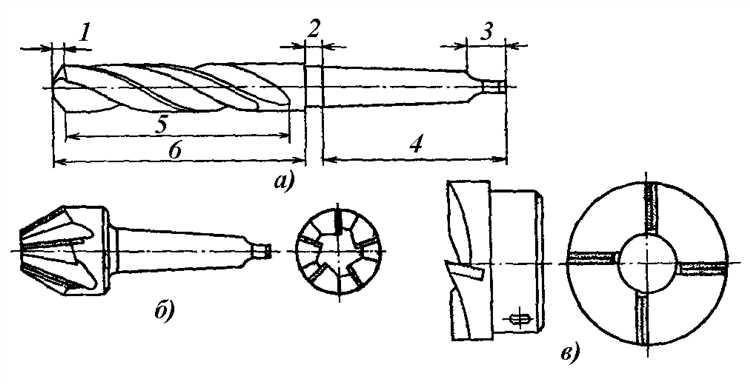
Хвостовик инструмента определяет тип крепления в патроне или шпинделе и напрямую влияет на точность обработки и устойчивость к биению. У зенкеров и сверл различия в хвостовиках обусловлены назначением и условиями эксплуатации.
Для сверл характерны следующие типы хвостовиков:
- Цилиндрический хвостовик – используется в спиральных сверлах малого и среднего диаметра. Совместим с трехкулачковыми патронами, но при интенсивной работе может проворачиваться.
- Конический хвостовик (Морзе) – обеспечивает самозажим в шпинделе станка. Применяется для сверл большого диаметра, где важна высокая передача крутящего момента.
- Шестигранный и трёхгранный хвостовики – типичны для ручного электроинструмента. Исключают проворот в патроне, ускоряют замену оснастки.
У зенкеров конструкция хвостовика зависит от типа инструмента и его массы:
- Цилиндрический хвостовик с лыской – часто используется для зенкеров под патрон. Лыска предотвращает проворачивание в зажиме.
- Конический хвостовик – предпочтителен в станочной обработке, особенно при крупногабаритной оснастке. Обеспечивает надежную посадку без дополнительного фиксирующего крепежа.
- Хвостовик с крепежным отверстием или шпонкой – встречается в специальных конструкциях зенкеров, предназначенных для тяжелых фрезерных операций или работы на многошпиндельных головках.
Выбор хвостовика определяется типом оборудования. Для ручных дрелей предпочтительны шестигранные или цилиндрические хвостовики, обеспечивающие быструю замену. В производственных условиях предпочтение отдают коническим хвостовикам, поскольку они повышают точность позиционирования и снижают вероятность проскальзывания.
Типы отверстий, для которых используется каждый инструмент

Сверло применяется для создания сквозных и глухих цилиндрических отверстий с равномерным диаметром по всей глубине. Чаще всего сверла используют для первичного сверления в металле, дереве, пластике и композитах, когда требуется быстрое формирование отверстия без дополнительных требований к точности формы и отделке стенок.
Зенкер предназначен для обработки уже подготовленных отверстий с целью увеличения их диаметра, улучшения качества поверхности и обеспечения точных геометрических параметров. Зенкерами создают отверстия с четко определенной посадочной поверхностью, например, для установки резьбовых втулок, под потайные головки крепежных элементов или для получения гладкой цилиндрической части отверстия, обеспечивающей минимальное биение.
Сверла оптимальны для создания отверстий с грубой обработкой и меньшими требованиями к шероховатости стенок, а зенкеры – для отверстий, где важна точность диаметра, конусность и качество отделки поверхности, особенно при последующем монтажном использовании.
Для сквозных отверстий под крепеж или технологические каналы предпочтительнее сверло, тогда как для отверстий с требованиями к посадке, например, под подшипники или направляющие втулки, рекомендуется применять зенкер, обеспечивающий точную обработку и правильную геометрию.
Когда целесообразно применять зенкер вместо сверла

Зенкер применяется, когда требуется обеспечить высокое качество поверхности отверстия, увеличить точность диаметра и улучшить геометрию посадочного места. В отличие от сверла, зенкер предназначен для обработки уже просверленных отверстий с целью устранения заусенцев и неровностей.
Использование зенкера оправдано при необходимости подготовки отверстия под крепёжные элементы с точными посадочными размерами, особенно в ответственных узлах машин и механизмов. Это критично для обеспечения равномерного распределения нагрузки и предотвращения смещения деталей.
Зенкер необходим при обработке отверстий в твердых и вязких материалах (сталь, чугун, алюминиевые сплавы), где сверло не обеспечивает требуемую чистоту и точность. Также он эффективен при больших диаметрах отверстий, где использование только сверла приводит к деформациям и неточностям.
Целесообразно применять зенкер в случаях, когда требуется обеспечить заданный размер отверстия с допуском по IT7-IT8 и улучшенную шероховатость поверхности, что недостижимо стандартным сверлом. Зенкер снижает напряжения и микротрещины, образующиеся при сверлении, что повышает долговечность детали.
При необходимости последовательно увеличить диаметр отверстия после сверления для установки фасок или подгонки посадочных элементов, зенкер выступает обязательным инструментом. Его конструкция обеспечивает стабильное центровое положение и равномерный съём материала по окружности.
В производстве с массовым или серийным характером зенкер применяется для гарантированного получения точных отверстий без дополнительных операций, что повышает эффективность и снижает количество брака.
Вопрос-ответ:
В чем конструктивное отличие зенкера от сверла?
Зенкер имеет несколько режущих кромок, расположенных по окружности, а его режущая часть более широкая и обычно выполнена с прямыми или слегка спиральными канавками. Сверло же, как правило, оснащено двумя режущими кромками с винтовыми канавками для удаления стружки. Такая конструкция зенкера позволяет не только сверлить, но и выполнять точную обработку стенок отверстия, улучшая его геометрию и шероховатость. В то время как сверло предназначено преимущественно для быстрого создания отверстия, зенкер обеспечивает высокую точность размеров и чистоту поверхности.
Для каких задач предпочтительнее использовать зенкер вместо сверла?
Зенкер применяется, когда требуется повысить точность диаметра и качество обработки уже просверленного отверстия. Он удаляет небольшое количество материала с внутренней поверхности, устраняя шероховатости и отклонения, которые могут оставаться после сверления. Таким образом, зенкер используется на завершающих этапах обработки для достижения необходимых размеров и улучшения состояния поверхности, что важно для узлов с высокими требованиями к посадкам и герметичности. Если задача состоит лишь в создании отверстия, применяют сверло, а зенкер задействуют для дополнительной отделки и контроля параметров.
Какие материалы можно эффективно обрабатывать зенкерами и сверлами?
Сверла и зенкеры изготавливают с учетом обрабатываемого материала. Для металлов — стали, алюминия, бронзы — подходят быстрорежущие и твердосплавные инструменты. Сверла хорошо справляются с основным сверлением в большинстве материалов, включая пластики и древесину. Зенкеры же чаще используют для металлов и твердых сплавов, поскольку они предназначены для точной доводки отверстий, где важна чистота и стабильность размеров. В мягких материалах применение зенкеров менее распространено, так как там не требуется высокая точность и обработка поверхности.
Как особенности крепления хвостовика влияют на работу зенкера и сверла?
Хвостовики сверл обычно имеют стандартные формы — цилиндрические или с конусом, что обеспечивает надежное крепление в патроне и минимальные вибрации при вращении. Зенкеры зачастую оснащают более усиленными хвостовиками, иногда с конической или специальной формой, для стабильной фиксации и передачи больших усилий при точной обработке. Крепление зенкера должно исключать люфт, чтобы избежать отклонений в размере и форме отверстия. Таким образом, конструкция хвостовика влияет на точность и качество обработки: слабое крепление снижает результативность зенкера, а у сверла оно обеспечивает устойчивость при быстром сверлении.
Почему зенкер не заменяет сверло при первичном сверлении отверстий?
Зенкер предназначен для обработки уже имеющихся отверстий и не предназначен для удаления больших объемов материала с нуля. Его конструкция менее эффективна для первичного сверления, так как режущие кромки не рассчитаны на интенсивное проникновение в твердую массу. Кроме того, скорость резания и удаление стружки у зенкера ниже, что делает процесс сверления менее производительным. Сверло, наоборот, оптимизировано для быстрого создания отверстий с хорошим удалением стружки и минимальными нагрузками на инструмент. Поэтому зенкер применяют после сверла для повышения качества и точности готового отверстия.





