Полиэтилен низкого давления (ПНД) отличается высокой химической стойкостью и термопластичностью, что делает его удобным материалом для самодельных проектов. При нагревании до 130–140 °C он размягчается, позволяя формировать цельные листы. Однако для получения прочного и однородного результата необходимо строго соблюдать температурный режим и последовательность этапов.
Для сварки ПНД в домашних условиях потребуется плитка или духовой шкаф с точным контролем температуры, металлическая форма (например, рамка из стали или алюминия), пергамент или силиконовая подложка, а также струбцины для фиксации. Идеальный материал – переработанный ПНД из канистр, крышек или обрезков труб. Их необходимо тщательно очистить от грязи и остатков наклеек, после чего нарезать на мелкие куски (не более 1–2 см).
Нагрев осуществляется равномерно, в течение 30–50 минут при температуре 140 °C. Материал не должен закипать или бурлить – это признак перегрева. После размягчения массу равномерно распределяют по форме и сжимают прессом. Остывание должно происходить под давлением, иначе лист получится волнистым и с пустотами. Время полного остывания – не менее 4 часов при комнатной температуре.
Важно: при плавлении ПНД не выделяет токсичных веществ, но работа должна вестись в хорошо проветриваемом помещении. Используемые инструменты нельзя применять для приготовления пищи.
Выбор типа ПНД и подготовка исходного материала
Для сварки листов в домашних условиях подходит только первичный или качественный вторичный ПНД с минимальным содержанием включений. Рекомендуется использовать маркировку ПЭ100 или ПЭ80 – они обеспечивают хорошую сплавляемость и прочность соединения. ПЭ100 предпочтительнее из-за меньшей усадки и большей плотности, что важно при формировании ровных листов.
Не подходят изделия с маркировкой LDPE (ПВД) или PP – их температурный режим плавления отличается, что приведёт к некачественной сварке или расслоению. Избегайте использования сильно окрашенного и ламинированного ПНД: красители и покрытия препятствуют равномерному нагреву и ухудшают адгезию между слоями.
Перед началом необходимо очистить материал от грязи, жира и остатков наклеек. Используйте изопропиловый спирт или горячую воду с мылом, затем тщательно высушите. Наличие влаги приводит к образованию пузырей при сварке.
Разделите заготовки на фрагменты толщиной не более 5 мм. Более толстые фрагменты требуют специального оборудования для равномерного прогрева. При нарезке избегайте острых углов и трещин – они создают зоны напряжения в готовом листе.
Сортируйте фрагменты по типу и цвету. Не смешивайте разные марки ПНД – это нарушает однородность сварного листа. Одинаковый цвет облегчает визуальный контроль качества и позволяет избежать локальных перегревов.
Очистка и сушка пластиковых отходов перед переработкой

Перед сваркой листов из ПНД необходимо обеспечить полную чистоту исходного материала. Загрязнённый пластик снижает качество сварного шва, вызывает расслоение и дефекты поверхности. Промывание производится вручную или с помощью стиральной машины с функцией предварительного полоскания. Используется вода температурой 40–50 °C и нейтральное моющее средство без абразивных частиц и растворителей. Механическое удаление остатков жиров, земли и этикеток допускается только пластиковыми или деревянными скребками, чтобы не повредить структуру ПНД.
После мытья отходы необходимо тщательно ополоснуть тёплой водой для удаления следов моющего средства. Применение проточной воды предпочтительнее, поскольку исключает накопление загрязняющих веществ в ёмкости.
Сушка – критически важный этап. Влага, оставшаяся в материале, при нагревании превращается в пар, что приводит к образованию пузырей и пористости в листе. Рекомендуется использовать сушильный шкаф при температуре 60–70 °C в течение 4–6 часов. Альтернативно можно разложить измельчённый пластик тонким слоем на решётке и просушить в хорошо вентилируемом помещении в течение 24 часов. Влажность материала на выходе должна быть не выше 0,5 %.
Не допускается использование фена, обогревателя или микроволновой печи – неравномерный прогрев приводит к частичному плавлению и порче сырья. Перед загрузкой в экструдер или пресс убедитесь, что материал абсолютно сухой, без конденсата и посторонних запахов.
Резка ПНД на фрагменты для плавки
Для эффективной плавки ПНД (полиэтилен низкой плотности) важно подготовить материал в виде небольших фрагментов. Резка ПНД требует правильного выбора инструмента и техники, чтобы обеспечить равномерное плавление и предотвратить проблемы при переработке.
Для резки листов ПНД чаще всего используют ножовки по металлу, специальные ножницы или дробилки. При выборе инструмента стоит учитывать толщину материала. Для листов до 5 мм достаточно ножниц по металлу, для более толстых – ножовка. Обычные резаки для пластиков могут деформировать ПНД, поэтому лучше использовать специализированное оборудование, которое минимизирует перегрев материала.
Резка должна происходить с учетом направления волокон, если такие имеются. Обычно ПНД имеет небольшую гибкость, поэтому его нужно аккуратно фиксировать, чтобы избежать растяжений и неравномерного распила. Листы желательно разрезать на квадраты или прямоугольники, размер которых не превышает 5-10 см по каждой стороне. Меньшие фрагменты лучше плавятся и быстрее перерабатываются.
Использование дробилок для более крупных объемов позволяет ускорить процесс, особенно если нужно подготовить материал для дальнейшего переработки в гранулы. Однако, важно следить за состоянием дробилки и регулировать скорость подачи материала, чтобы избежать перегрева и ухудшения качества получаемых фрагментов.
После резки ПНД стоит также проверить, чтобы не оставалось больших заусенцев, которые могут создать трудности при плавке. Лучше аккуратно обработать края ножом или шлифовальной машиной, что также улучшит процесс плавления и последующей переработки.
Подбор и настройка оборудования для домашней плавки ПНД
Для расплавления полиэтилена низкого давления (ПНД) в домашних условиях требуется термостойкое оборудование с точным контролем температуры. Основной элемент – термокамера или переделанная духовка с термостатом, способная стабильно поддерживать 160–180 °C. Обычные бытовые духовки не подходят из-за неравномерного нагрева и риска перегрева материала.
Нагревательные элементы должны быть распределены по периметру камеры и подключены к ПИД-регулятору с термопарой типа К. Это обеспечит равномерную температуру по всему объёму. Контроллер калибруется на воздухе, затем проверяется с заложенным ПНД. Температурные колебания выше ±5 °C недопустимы – материал начинает разлагаться или плохо спекается.
Для прессования расплавленного ПНД необходим самодельный пресс: две металлические пластины (толщина не менее 10 мм) и система зажима (винтовые струбцины или домкрат). Перед укладкой пластин используется антипригарный слой – пергамин или силиконизированная бумага. Пресс выдерживает температуру до 200 °C без деформации. Уплотнение осуществляется сразу после извлечения листа из печи, до начала кристаллизации – в течение 20–30 секунд.
Дополнительно потребуется вытяжной зонт или вентилятор с угольным фильтром – ПНД при перегреве выделяет токсичные пары. Работа ведётся только при активной вентиляции. Электропитание оборудования должно быть заземлено, автомат защиты – не ниже 16 А.
Температурный режим и особенности плавления ПНД

Полиэтилен низкого давления (ПНД) начинает размягчаться при температуре около 110 °C, но полноценное плавление происходит в диапазоне 125–135 °C. Для сварки листов оптимальна температура 130–135 °C, при которой материал становится вязкотекучим, но не теряет прочностных характеристик.
При понижении температуры ниже 120 °C края листов недостаточно размягчаются, что приводит к неравномерной сварке и снижению прочности шва. Превышение 140 °C вызывает деструкцию полимера: он начинает пузыриться, темнеть, образуются слабые зоны с пониженной механической стойкостью.
Для прогрева листов используется строительный фен или паяльное устройство с регулируемым термоблоком. Инфракрасные нагреватели также подходят, но требуют контроля расстояния до материала – не менее 2 см при температуре нагрева 300 °C, чтобы избежать перегрева поверхности.
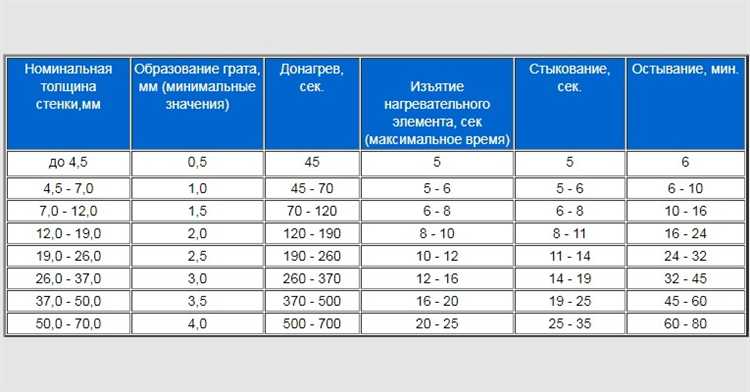
Нагрев должен быть равномерным. При сварке с нахлёстом обе поверхности прогреваются одновременно. В случае торцевого соединения важно добиться однородного расплавления по всей плоскости контакта. Длительность прогрева зависит от толщины листа: при 5 мм достаточно 20–30 секунд, при 10 мм – до 1 минуты.
Температуру нагрева необходимо проверять пирометром или встроенным термодатчиком. Использование открытого пламени запрещено – оно вызывает неуправляемый перегрев и разрушение структуры ПНД.
Формирование листов: подготовка формы и заливка расплава

Для получения качественных ПНД-листов требуется точно подготовленная форма. Используйте металлическую или термостойкую силиконовую рамку с гладким дном – сталь, алюминий или каленое стекло подойдут. Размеры формы должны соответствовать желаемой толщине и габаритам листа. Минимальная высота бортиков – 10 мм.
Перед заливкой форму необходимо обработать:
- Очистить от пыли и жира (изопропиловым спиртом или ацетоном).
- Нанести разделительный слой: графитовая смазка, фторопластовый спрей или тонкий слой силиконового масла.
- Убедиться в горизонтальности основания с помощью строительного уровня.
Расплав ПНД следует заливать сразу после достижения температуры 180–200 °C. Промедление приводит к частичному застыванию и нарушению однородности. Заливка выполняется медленно, равномерно, по центру формы. Для устранения пузырей можно:
- Проколоть их термостойкой спицей в процессе заливки.
- Потрясти форму или аккуратно постучать по бортикам.
После заливки форму закрывают термостойкой плитой или металлическим листом, прижимают грузом (5–10 кг) для предотвращения коробления. Остужать заготовку необходимо медленно, без сквозняков, в течение 3–4 часов до температуры окружающей среды. Быстрое охлаждение вызывает внутренние напряжения и деформации.
Охлаждение и извлечение готовых листов из формы
После заливки расплава ПНД в форму необходимо обеспечить равномерное и контролируемое охлаждение, чтобы избежать деформаций и внутренних напряжений.
- Температура окружающей среды должна составлять не выше +25 °C для стабильного затвердевания.
- Рекомендуется использовать принудительное охлаждение вентилятором с воздушным потоком около 2 м/с, направленным на форму, что ускорит отвердевание без риска образования трещин.
- Время охлаждения зависит от толщины листа: для листов толщиной 3–5 мм оптимальный период – 30–45 минут; для 8–10 мм – 60–90 минут.
Перед извлечением листа из формы необходимо проверить твердость поверхности – она должна быть плотной и не поддаваться пальцевому нажиму.
- Ослабьте крепления формы, не допуская резких движений.
- При наличии съемных элементов аккуратно снимите рамки или крышки.
- Для извлечения листа используйте пластиковый шпатель или деревянную лопатку, вставляя инструмент под край и аккуратно отделяя материал от формы.
- Если лист прилип, примените равномерное, мягкое подогревание формы до 40–45 °C с помощью тепловой пушки, чтобы облегчить отделение.
- Извлечённый лист кладите на ровную поверхность без деформаций для окончательного остывания в течение 12–24 часов.
Соблюдение этих рекомендаций гарантирует минимальные внутренние напряжения и ровную структуру готового изделия.
Шлифовка и устранение дефектов поверхности ПНД-листов
Перед сваркой ПНД-листов необходимо тщательно подготовить поверхность. Для удаления мелких царапин, неровностей и загрязнений используют шлифовку с зернистостью наждачной бумаги от P120 до P240. Начинают с более крупного зерна, постепенно переходя к более мелкому для сглаживания поверхности.
Шлифовку проводят вдоль направления сварного шва, избегая чрезмерного нагрева полиэтилена, который может привести к деформации листа. Использование шлифовальной машинки с регулируемой скоростью от 1500 до 3000 об/мин обеспечивает равномерную обработку без перегрева.
При наличии глубоких царапин или борозд их заполняют мелкой стружкой ПНД или специализированным клеем на основе полиэтилена, после чего проводят дополнительную шлифовку. Поверхность должна стать ровной, без выступающих частиц и загрязнений.
Для очистки от пыли и остатков шлифовки рекомендуется использовать изопропиловый спирт или ацетон, наносимые мягкой безворсовой тканью. Перед началом сварки поверхность должна быть полностью сухой и обезжиренной.
Если на листах видны следы окисления или потемнения, их удаляют механическим способом с применением мягкой металлической щетки или шлифовальной сетки с зернистостью P400. После такой обработки поверхность дополнительно обезжиривают.
Качество подготовки поверхности напрямую влияет на прочность и герметичность сварного шва, поэтому игнорировать этап шлифовки и устранения дефектов нельзя.
Вопрос-ответ:
Какие инструменты и материалы нужны для сварки листов из ПНД в домашних условиях?
Для работы потребуются специальные нагревательные элементы — сварочный аппарат для полиэтилена низкого давления, а также подготовленные листы ПНД, зажимы для фиксации, защитные перчатки и средства защиты глаз. Кроме того, полезны будут нож или ножницы для ровного обрезания кромок и спиртовой раствор для очистки поверхностей перед сваркой.
Как подготовить поверхности листов ПНД перед сваркой, чтобы шов получился надежным?
Перед началом важно тщательно очистить края листов от грязи, пыли и жира с помощью спиртового раствора или специального очистителя. Затем нужно ровно обрезать кромки, чтобы они плотно прилегали друг к другу без зазоров. Хорошая подготовка поверхности снижает риск образования дефектов в месте соединения и гарантирует прочность шва.
Какая температура нагрева оптимальна для сварки ПНД листов, и как ее контролировать?
Температура нагревательного элемента обычно находится в диапазоне 220–260 градусов Цельсия. Важно не перегревать материал, чтобы не допустить выгорания или деформации. Для контроля температуры лучше использовать сварочный аппарат с терморегулятором или отдельный термометр, чтобы держать нагрев в нужных пределах и добиться равномерного расплавления кромок.
Сколько времени занимает процесс сварки одного стыка и какие признаки указывают на качественное соединение?
На сварку одного стыка уходит обычно от 2 до 5 минут, в зависимости от толщины листов и мощности аппарата. Хороший шов должен быть ровным, без пузырей и трещин, с небольшим выступом расплавленного материала по краям. После остывания шов приобретает жесткость и не должен рассыпаться или легко расщепляться при нагрузке.
Какие ошибки чаще всего допускают при сварке листов ПНД дома и как их избежать?
Одной из самых распространенных ошибок является неправильный подбор температуры — слишком высокая вызывает прожог, слишком низкая — плохое сплавление. Также часто неправильно подготавливают кромки или не закрепляют листы плотно, что ведет к неровным и слабым швам. Чтобы этого избежать, стоит тщательно соблюдать технологию, контролировать нагрев и обеспечивать плотное прилегание материалов во время сварки.