

Латунь – сплав меди и цинка, сочетающий высокую коррозионную стойкость с отличной теплопроводностью. Эти свойства делают его популярным в сантехнике, декоративных элементах и самодельных конструкциях. Пайка латуни возможна даже в домашних условиях, если использовать подходящие материалы и соблюдать температурный режим.
Для работы потребуется газовая горелка с температурой пламени не менее 800 °C, так как латунь начинает плавиться при 900–940 °C. Оловянно-свинцовые припои непригодны – они не обеспечивают прочного соединения. Лучше использовать припои на основе меди и серебра, например, ПСР-40 или ПМФОЦ-6-4-0,5, с температурой плавления от 650 до 750 °C.
Флюс критически важен – он защищает металл от окисления и улучшает смачиваемость припоем. Подходят пастообразные флюсы типа Ф64 или буро-борная смесь (борная кислота + бура в пропорции 1:1, растворённые в воде). Перед пайкой поверхности необходимо зачистить наждачной бумагой до металлического блеска и обезжирить ацетоном или спиртом.
Для качественного соединения детали прогреваются равномерно до появления легкого красного свечения. Припой вносится в зону шва после этого – он должен плавиться от температуры деталей, а не пламени. Остывшее соединение промывается в тёплой воде и очищается от остатков флюса, чтобы предотвратить коррозию.
Пайка латуни в домашних условиях требует внимательности к деталям, но не требует профессионального оборудования. Правильный выбор припоя, флюса и соблюдение температурных режимов обеспечивают надёжное соединение без перегрева и деформаций.
Если нужно, могу добавить пошаговую инструкцию или список необходимых материалов.
Выбор припоя для пайки латуни в домашних условиях

Для пайки латуни в быту подходят припои с температурой плавления от 200 до 900 °C, в зависимости от толщины деталей и требуемой прочности соединения. Основной критерий выбора – тип соединяемых элементов и доступный источник нагрева.
- Припои на основе олова (Sn): удобны при работе с тонкими латунными деталями и паяльником мощностью от 60 Вт. Используются в паре с кислотным флюсом или хлористым цинком. Оптимальный выбор – сплав Sn60Pb40 с температурой плавления около 183–190 °C. Недостаток – низкая прочность соединения.
- Медно-фосфорные припои (например, Cu94P6): подходят для жесткой пайки с высокой механической нагрузкой. Температура плавления – около 710–890 °C. Не требуют флюса при пайке меди, но при пайке латуни необходим флюс на основе буры. Нагрев производится газовой горелкой.
- Серебросодержащие припои (Ag): обеспечивают прочное и коррозионно-устойчивое соединение. Ag45CuZnCd или Ag40Cu содержат до 45% серебра, плавятся при 600–700 °C. Применимы при пайке ответственных соединений. Используются с борной кислотой или бура-флюсом.
- Латунные припои: применяются в виде прутков CuZn с добавками, плавятся при 870–900 °C. Требуют стабильного нагрева и активного флюса. Используются при соединении массивных латунных деталей.
Для работы паяльником выбирают оловянно-свинцовые или оловянно-сурьмянистые припои. Газовая горелка раскрывает возможности медных и серебряных припоев. Электрический нагреватель не подходит для припоев с температурой плавления выше 400 °C.
Каким флюсом обрабатывать латунные детали перед пайкой
Латунь при пайке активно окисляется, поэтому выбор флюса критичен. Обычные канифоли и нейтральные флюсы для электроники здесь не работают – они не справляются с плотной оксидной пленкой на меди и цинке.
Наиболее эффективны флюсы с содержанием борной кислоты, фтористых и хлоридных солей. Они агрессивно удаляют оксиды и обеспечивают хорошее смачивание припоем. Используются в виде паст или порошков, иногда с добавлением аммония.
Для пайки латунных деталей в домашних условиях подойдут следующие составы:
- Флюс типа «Бура + борная кислота» – смешивают 2 части буры и 1 часть борной кислоты. Перед применением порошок растворяют в минимальном количестве воды до состояния пасты. Эффективен при пайке твердым припоем (марки ПСр).
- Флюс «Ф-64» – промышленный активный состав на основе фторидов, подходит для пайки твердыми припоями. Температурный диапазон: 600–850 °C. Хорошо работает с латунями марок Л63, ЛС59.
- Ортофосфорная кислота – применяется как жидкий флюс при пайке латуней мягкими припоями, например ПОС-61. Наносится кистью непосредственно перед разогревом.
Перед нанесением флюса детали зачищают до металлического блеска мелкой наждачной бумагой или абразивным кругом. Флюс наносят тонким слоем, избегая избыточного количества – это снижает риск образования шлака и ухудшения смачивания.
После пайки остатки флюса тщательно удаляют теплой водой с содой, особенно при использовании агрессивных кислотных составов – иначе металл будет корродировать.
Подготовка поверхности латуни для надёжного соединения

Перед пайкой латунь необходимо очистить от оксидной плёнки, масел и загрязнений. Даже тонкий слой окислов мешает равномерному растеканию припоя и снижает прочность соединения.
Механическая обработка: используйте мелкозернистую наждачную бумагу (P320–P600) или абразивный круг. Зачищайте до появления равномерного металлического блеска. Работайте строго по направлению будущего шва, чтобы минимизировать микротрещины.
Обезжиривание: после шлифовки обезжирьте поверхность ацетоном или спиртом. Используйте безворсовую ткань или чистую хлопчатобумажную салфетку. Не допускается использование бытовых чистящих средств – они могут оставить плёнку.
Удаление оксидов кислотой: при сложных загрязнениях применяйте 10% раствор серной или лимонной кислоты. Погрузите деталь на 1–2 минуты, затем тщательно промойте проточной водой и немедленно высушите.
Важно: после подготовки не прикасайтесь к зоне пайки пальцами. Используйте пинцет или перчатки из нитрила. Контакт с кожей оставляет следы жира, снижающие адгезию припоя.
Пайку начинайте не позднее чем через 30 минут после подготовки. При длительном хранении деталей перед пайкой защитите поверхность флюсом или храните в герметичной упаковке с осушителем.
Температурный режим при пайке латуни бытовыми паяльниками

Бытовые паяльники мощностью 60–100 Вт способны разогреваться до 350–420 °C, чего недостаточно для пайки массивных латунных элементов. Для работы с латунью подходят паяльники мощностью от 150 Вт и выше. Их жало нагревается до 500–550 °C, что позволяет эффективно передавать тепло на место соединения. Оптимальная температура жала – 500 °C, с учётом теплопотерь при контакте с латунью.
Для локального повышения температуры применяют флюсы с активными компонентами, обеспечивающие лучшее смачивание поверхности. Кроме того, перед пайкой рекомендуется прогреть латунную деталь тепловым феном или газовой горелкой в течение 10–15 секунд, особенно если толщина материала превышает 1 мм. Это минимизирует тепловое поглощение и обеспечивает устойчивый прогрев в зоне пайки.
Контроль температуры критически важен. При недостаточном нагреве припой не растекается, а при перегреве возможна деформация или выгорание флюса. Использование термопары или инфракрасного термометра позволяет точно контролировать процесс. Работа при постоянной температуре около 500 °C с предварительным подогревом – наилучшее решение для домашней пайки латуни.
Если нужно, могу добавить рекомендации по выбору флюса или инструкции по предварительному нагреву.
Порядок действий при пайке латунных трубок и фитингов
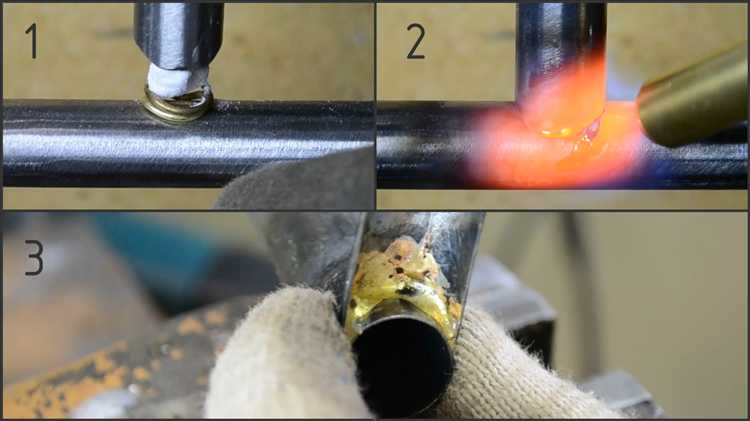
1. Подготовка поверхности: Обрежьте трубку труборезом строго перпендикулярно. Снимите внутреннюю и наружную фаску напильником или фаскоснимателем. Очистите участок пайки металлической щёткой или наждачной бумагой зернистостью не крупнее P150 до блестящего металла. Поверхность должна быть абсолютно сухой и чистой от масла, оксидов и пыли.
2. Нанесение флюса: Используйте специализированный флюс для пайки меди и латуни, например, на основе хлорида цинка. Нанесите тонкий равномерный слой кистью только на те участки, где будет происходить пайка. Избегайте попадания флюса внутрь трубки, чтобы не вызвать коррозию.
3. Сборка соединения: Вставьте трубку в фитинг до упора, проверьте плотность посадки. Совмещение должно быть плотным, но без усилия – зазоры более 0,2 мм недопустимы.
4. Прогрев: Используйте газовую горелку с насадкой, создающей узкое пламя. Начинайте прогрев с фитинга, затем равномерно перемещайте пламя на трубку. Температура пайки – около 650–700°C, пламя должно быть мягким, не окисляющим.
5. Внесение припоя: Припой вводится с противоположной стороны от пламени – он должен втягиваться капиллярным действием. Используйте серебряный или медно-фосфорный припой в виде проволоки диаметром 1,5–2 мм. Не перегревайте – припой должен плавиться от температуры металла, а не пламени.
6. Охлаждение и очистка: Дайте соединению остыть естественно, не охлаждайте водой. После остывания смойте остатки флюса тёплой водой с щёткой. Убедитесь, что шов ровный, без наплывов и пор.
7. Контроль герметичности: Проверьте соединение на герметичность давлением или вакуумом – при отсутствии утечек пайка считается завершённой.
Частые ошибки при пайке латуни и как их избежать

Недостаточная очистка поверхности. Оставшиеся оксиды и загрязнения препятствуют сцеплению припоя с латунью. Для подготовки используйте металлическую щётку или абразивную губку, а после – обезжирьте поверхность спиртом или ацетоном.
Неподходящий флюс. Универсальные флюсы часто не справляются с латунью из-за её высокой температуры плавления и склонности к оксидированию. Рекомендуется применять специализированные флюсы на основе борной кислоты или канифоли, предназначенные именно для латуни.
Перегрев или недостаточный нагрев. Оптимальная температура пайки латуни находится в диапазоне 600–800 °C. Недогрев приводит к плохому растеканию припоя, а перегрев – к выгоранию флюса и порче металла. Используйте термопару или опытным путём определяйте правильный нагрев, ориентируясь на равномерное потемнение металла перед нанесением припоя.
Использование неподходящего припоя. Оловянные припои с низкой температурой плавления плохо подходят для латуни – шов получается слабым и пористым. Оптимальны припои на основе меди и серебра с температурой плавления выше 600 °C.
Нарушение технологии охлаждения. Резкое охлаждение латуни после пайки вызывает микротрещины и деформации. После завершения работы дайте изделию остывать естественным образом при комнатной температуре, избегая контакта с холодной водой.
Отсутствие надежного крепления деталей. Любое смещение во время пайки приводит к непрочным соединениям. Используйте тиски или специальные фиксаторы, чтобы обеспечить неподвижность элементов на весь процесс.
Вопрос-ответ:
Какие материалы и инструменты нужны для пайки латуни в домашних условиях?
Для пайки латуни дома потребуются несколько основных инструментов: паяльник или газовая горелка, припой на основе серебра или меди, флюс для латуни (например, бура с водой или специальный канифольный флюс), а также наждачная бумага или металлическая щётка для очистки поверхности. Также пригодится защитная маска и перчатки для безопасности. Материал деталей должен быть тщательно очищен от грязи и окислов перед пайкой, чтобы обеспечить хорошее сцепление припоя с металлом.
Как подготовить латунные детали перед пайкой, чтобы соединение получилось крепким?
Поверхность латуни необходимо тщательно очистить от загрязнений и окислов. Для этого используют мелкозернистую наждачную бумагу или металлическую щётку, тщательно счищая ржавчину и налёт. После механической очистки детали можно протереть спиртом или ацетоном, чтобы убрать остатки жира и пыли. После этого следует нанести флюс, который предотвращает образование окислов во время нагрева и способствует лучшему растеканию припоя. Хорошая подготовка значительно улучшит качество соединения и его долговечность.
Можно ли паять латунь с помощью обычного бытового паяльника, или нужна специальная горелка?
Для пайки тонких латунных деталей подойдет мощный паяльник мощностью не менее 80-100 Вт, однако для более толстых и крупных элементов лучше использовать газовую горелку, которая обеспечивает более равномерный и сильный нагрев. Обычный бытовой паяльник с низкой мощностью не сможет быстро разогреть металл до нужной температуры, что приведет к плохому растеканию припоя и слабому соединению. Газовая горелка дает возможность быстро и равномерно нагревать место пайки, что особенно важно для прочности и герметичности соединения.
Как выбрать подходящий припой и флюс для пайки латуни дома?
Для пайки латуни используют припоевую проволоку или прутки на основе серебра или меди с температурой плавления около 600–800 °C. Припои с содержанием серебра обеспечивают прочное и надежное соединение, но стоят дороже. В домашних условиях часто применяют более доступные припои на основе меди с канифольным или буровым флюсом. Флюс помогает предотвратить образование окислов во время нагрева, улучшает растекание припоя и обеспечивает плотное соединение. Выбор флюса зависит от типа латуни и метода пайки, но обычно подходят стандартные флюсы, предназначенные для меди и её сплавов.
Какие ошибки чаще всего допускают при пайке латуни дома и как их избежать?
Одна из частых ошибок — недостаточная очистка поверхности перед пайкой, из-за чего припой плохо сцепляется с металлом. Ещё одна распространённая проблема — слишком быстрый или неравномерный нагрев, что может привести к перегреву и повреждению детали. Использование неподходящего припоя или флюса также снижает качество соединения. Чтобы избежать ошибок, важно тщательно подготовить детали, контролировать температуру нагрева, применять правильные материалы и работать аккуратно, давая припою равномерно растечься по соединению. Рекомендуется предварительно потренироваться на ненужных кусках латуни, чтобы отработать технику.
Какие материалы и инструменты нужны для пайки латуни в домашних условиях?
Для пайки латуни дома понадобятся несколько основных компонентов: сама латунь или детали из неё, припой (обычно используется мягкий припой на основе олова с добавками), флюс для удаления окислов и улучшения растекания припоя, а также источник тепла. В качестве нагревателя можно использовать обычную газовую горелку, паяльник с большой мощностью или даже плиту. Дополнительно пригодятся щётка по металлу или наждачная бумага для очистки поверхности, пассатижи или зажимы для крепления деталей и средства защиты — перчатки и очки.
Как правильно подготовить латунные детали к пайке, чтобы шов получился прочным и ровным?
Перед пайкой очень важно тщательно очистить поверхность латуни от загрязнений, окислов и жировых пятен. Для этого можно использовать металлическую щётку, мелкозернистую наждачную бумагу или даже растворитель, например, спирт. После очистки следует нанести флюс, который предотвращает образование новых окислов и помогает припою лучше растекаться по металлу. Детали необходимо закрепить так, чтобы они не смещались при нагреве. Во время пайки равномерно нагревайте соединение, избегая перегрева, который может испортить металл или снизить качество шва. После охлаждения шов можно дополнительно очистить от остатков флюса и проверить на прочность.





