

Преобразование сварочного инвертора в индукционный нагреватель требует понимания основных принципов работы обоих устройств и правильного подбора компонентов. Сварочный инвертор обеспечивает высокочастотное питание, что является ключевым для эффективного индукционного нагрева металлов. Для этого важно использовать схему генератора высокой частоты с управлением током и частотой, адаптированную к параметрам инвертора.
Основным элементом конструкции служит индуктор, намотанный из медного провода с низким сопротивлением. Его геометрия и количество витков напрямую влияют на рабочую частоту и мощность нагрева. Рекомендуется использовать провод сечением не менее 2,5 мм² и выполнять намотку на ферритовом сердечнике, устойчивом к высоким температурам, для увеличения эффективности индукционного поля.
Для контроля нагрева и защиты оборудования необходимы схемы обратной связи и автоматического отключения при перегреве. Оптимальная частота работы индукционного нагревателя, собранного на базе сварочного инвертора, находится в диапазоне 20–50 кГц, что обеспечивает быстрое и равномерное нагревание металла без перегрузок инвертора.
Выбор подходящего сварочного инвертора для индукционного нагрева
Для индукционного нагрева необходим сварочный инвертор с возможностью стабильно работать в режиме длительной нагрузки при низком токе. Оптимальным считается модель с максимальным током от 100 до 200 А, поскольку это обеспечивает баланс между мощностью и управляемостью нагрева.
Важно, чтобы инвертор имел функцию плавной регулировки выходного тока с шагом не более 1 А. Это позволяет точно настроить силу тока под параметры катушки и свойства нагреваемого материала. Предпочтительны модели с цифровым дисплеем и электронным управлением, облегчающие точную настройку и контроль.
Диапазон рабочих напряжений сварочного инвертора должен совпадать с параметрами сети и обеспечивать стабильную работу при колебаниях напряжения от 170 до 250 В. Это критично для поддержания постоянной частоты и силы тока в катушке, что напрямую влияет на эффективность индукционного нагрева.
Также важна внутренняя схема инвертора: модели с IGBT-транзисторами обладают высокой скоростью переключения и минимальными потерями энергии, что увеличивает КПД устройства. Желательно выбирать инверторы с защитой от перегрева и перегрузок, чтобы избежать выхода из строя при длительной работе.
Совместимость с внешними элементами управления, такими как потенциометры или цифровые контроллеры, расширяет возможности точной настройки параметров нагрева. Это особенно полезно при работе с разными типами металлов и толщинами изделий.
Подготовка и модификация инвертора для работы в режиме индукционного нагрева
Для перехода сварочного инвертора в режим индукционного нагрева необходимо выполнить ряд технических доработок. В первую очередь важно обеспечить стабильную работу на высоких частотах, обычно в диапазоне 20–50 кГц, что существенно выше стандартных 50–60 Гц сварочного процесса.
Основным этапом является замена или модификация управляющей платы. Стандартный микроконтроллер инвертора рассчитан на сварочный цикл с частотой около 50–100 Гц, поэтому его нужно перепрошить или заменить на контроллер с поддержкой ШИМ (широтно-импульсной модуляции) высокой частоты. Рекомендуется использовать микроконтроллеры семейства STM32 или аналогичные, позволяющие задать частоту ШИМ в диапазоне 20–50 кГц с точностью ±1 кГц.
Далее необходимо проверить силовые транзисторы (IGBT или MOSFET). Для индукционного нагрева критична скорость переключения и минимальное время открытого и закрытого состояния. Рекомендуется заменить стандартные IGBT на модели с низкими паразитными ёмкостями и быстрым временем включения/выключения, например, IRFP260 или аналогичные с Rds(on) менее 0.1 Ом. При замене силовой части требуется также усилить систему охлаждения радиаторов за счет вентиляторов повышенной производительности (минимум 50 м³/ч).
Важно перенастроить фильтры и дроссели инвертора. Для работы на высоких частотах индукционного нагрева следует использовать ферритовые сердечники с малым магнитным гистерезисом и сниженным уровнем потерь. Дроссели нужно подобрать с индуктивностью в пределах 10–30 µH, оптимально – с магнитной проницаемостью не выше 2000, чтобы избежать перегрева и искажений сигнала.
Рекомендуется заменить стандартный конденсатор фильтра на керамические или полимерные с рабочим напряжением не менее 400 В и емкостью в диапазоне 10–20 µF для снижения высокочастотных помех. Это улучшит стабильность выходного сигнала и снизит электромагнитные излучения.
Особое внимание уделяется цепи обратной связи и датчикам тока. Для точного контроля мощности индукционного нагрева требуется установка быстродействующих датчиков тока с диапазоном измерений от 0 до 100 А и временем отклика менее 10 мкс. Это позволит адаптировать рабочие параметры инвертора в реальном времени и защитить силовые элементы от перегрузок.
В завершение модернизации необходимо проверить надежность всех соединений, использовать экранирование силовых кабелей и обеспечить заземление корпуса для минимизации электромагнитных помех и обеспечения безопасности эксплуатации устройства.
Создание индукционной катушки: материалы и размеры
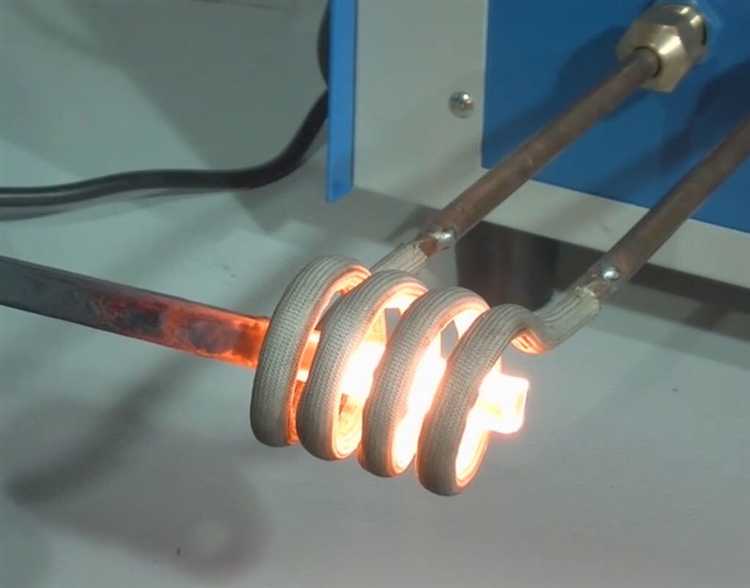
Катушка изготавливается из медного трубчатого или толстого проволочного проводника с сечением не менее 4 мм² для обеспечения высокой токовой нагрузки и эффективного охлаждения. Медная трубка диаметром 6–10 мм оптимальна для водяного охлаждения, предотвращающего перегрев при длительной работе.
Диаметр катушки выбирается в пределах 40–70 мм в зависимости от размера нагреваемого объекта. Для деталей диаметром до 30 мм достаточно катушки с внутренним диаметром около 45 мм. Количество витков обычно составляет 4–6, расстояние между ними – 5–7 мм, что обеспечивает оптимальный баланс индуктивности и силы поля.
При изготовлении катушки важно использовать изоляцию между витками – лакоткань или термостойкую пленку толщиной 0,1–0,2 мм. Это снижает риск короткого замыкания и увеличивает срок службы устройства.
Для крепления катушки применяются несгораемые материалы, такие как текстолит или керамические стойки. Водяное охлаждение организуется подводом шлангов с внутренним диаметром 4–6 мм, подачей воды под давлением 1–2 бар для стабильного теплового режима.
Длина катушки не должна превышать 150 мм, чтобы избежать значительных потерь энергии и ухудшения резонансных характеристик. Правильное соблюдение размеров и материалов гарантирует стабильную работу индукционного нагревателя на базе сварочного инвертора.
Подключение и схема электрической части индукционного нагревателя
Для создания индукционного нагревателя на базе сварочного инвертора необходимо организовать правильное подключение и сборку электрической схемы, обеспечивающей высокочастотное генерирование магнитного поля.
- Источник питания: Используется сварочный инвертор с напряжением 220 В и выходным током не менее 30–40 А. Важно, чтобы инвертор поддерживал плавное регулирование тока.
- Мостовой преобразователь: На выходе инвертора формируется постоянный ток, который через мощный полевой или IGBT-транзисторный мост преобразуется в высокочастотный ток. Рекомендуется использовать транзисторы с напряжением не менее 600 В и током не менее 50 А.
- Индуктивная катушка: Изготавливается из медной трубы диаметром 8–12 мм, длиной 10–15 см и количеством витков 4–6. Катушка подключается к выходу мостового преобразователя.
- Конденсаторный блок: Обеспечивает резонансную работу цепи. Для частоты около 20–30 кГц выбирается емкость 10–20 мкФ с напряжением не менее 400 В. Конденсаторы соединяются параллельно с катушкой.
Схема подключения:
- Подача сети 220 В на вход сварочного инвертора.
- Выход инвертора подключается к мостовому преобразователю (IGBT или MOSFET), собранному по схеме H-моста.
- К выходу моста подключается последовательно резонансный контур из индуктивной катушки и блока конденсаторов.
- Обратная связь и управление модуляцией тока реализуются через драйвер транзисторов, обеспечивающий стабильную частоту и амплитуду.
Обязательные меры безопасности:
- Использовать радиаторы с принудительным охлаждением для транзисторов и конденсаторов.
- Устанавливать предохранители по входу и выходу инвертора.
- Обеспечить качественную изоляцию всех соединений для исключения пробоев под высоким напряжением.
Методы охлаждения индукционной катушки и инвертора

Для эффективной работы индукционного нагревателя из сварочного инвертора критично обеспечить стабильное охлаждение катушки и электронных компонентов. Катушка, из-за высокой плотности тока, нагревается быстро, что снижает срок службы и может привести к деформации провода.
Чаще всего применяют принудительное воздушное охлаждение. Для катушки рекомендуется установить вентилятор с расходом воздуха не менее 50 м³/ч, направляя поток параллельно поверхности провода. Обязательно использовать теплоотводящие материалы – алюминиевые пластины или теплоотводящие пасты в местах крепления катушки к корпусу.
Жидкостное охлаждение применяется при высокой мощности нагревателя. Внутренние каналы из медных трубок, через которые циркулирует вода с температурой не выше 30 °C, значительно снижают температуру катушки. Давление воды должно быть не менее 1,5 атм для эффективной теплоотдачи.
Инвертор требует охлаждения полупроводниковых модулей (IGBT или MOSFET) с использованием радиаторов с площадью теплоотвода не менее 200 см² на каждый модуль. Рекомендуется прикладывать термопасту с теплопроводностью не ниже 4 Вт/(м·К) для улучшения контакта между модулем и радиатором.
Принудительное воздушное охлаждение инвертора выполняется с помощью осевых вентиляторов мощностью от 5 Вт, ориентированных так, чтобы воздух проходил через радиаторы. Для высокоэффективных систем применяют жидкостное охлаждение с закрытым контуром и теплообменником.
Контроль температуры выполняется с помощью термодатчиков (например, DS18B20 или KTY81-110), подключаемых к системе управления. При достижении 70-80 °C рекомендуется автоматически снижать мощность или отключать устройство для предотвращения перегрева.
Техника безопасности при работе с самодельным индукционным нагревателем

Перед включением индукционного нагревателя убедитесь в исправности всех электрических соединений и изоляции проводов. Не допускайте повреждений изоляции, чтобы избежать короткого замыкания и поражения электрическим током.
Работайте с оборудованием в сухом помещении и на непроводящем основании. Используйте средства индивидуальной защиты: резиновые перчатки и защитные очки с маркировкой не ниже ANSI Z87.1.
Индукционные катушки и детали могут разогреваться до температур свыше 800 °C. Не прикасайтесь к нагревающимся элементам и окружающим металлическим поверхностям без термостойких перчаток.
Убедитесь в наличии исправного заземления устройства. Не эксплуатируйте нагреватель при отсутствии защитного контура, чтобы минимизировать риск поражения током при пробое изоляции.
Рабочее место должно быть свободно от горючих материалов. Исключите попадание металлических предметов внутрь катушки во время работы, чтобы избежать искрения и возгорания.
Не допускайте перегрузки инвертора: превышение максимального тока, указанного в технической документации, вызывает перегрев и выход из строя компонентов.
Перед обслуживанием или настройкой оборудования отключайте питание и дожидайтесь полного остывания элементов не менее 10 минут.
Для контроля температуры используйте пирометр или термопару с цифровым индикатором, избегайте прямого контакта с горячими поверхностями.
Обеспечьте хорошую вентиляцию, поскольку при работе индукционного нагревателя выделяется электромагнитное излучение и возможны продукты нагрева, требующие рассеивания.
Проверка работоспособности и наладка параметров нагрева

Перед включением индукционного нагревателя из сварочного инвертора необходимо убедиться в правильном подключении и отсутствии коротких замыканий в цепи индуктора. Для проверки работоспособности выполните следующие шаги:
- Подайте питание на устройство без нагрузки и измерьте напряжение на выходных клеммах. Оно должно соответствовать расчетному значению, обычно 50–60 В при холостом ходе.
- Подключите катушку индуктора и измерьте ток с помощью амперметра с диапазоном не менее 20 А. Ток в рабочем режиме не должен превышать паспортные значения сварочного инвертора, чтобы избежать перегрева.
- Используйте мультиметр с функцией измерения частоты или осциллограф для контроля рабочей частоты генератора. Частота должна находиться в диапазоне 20–40 кГц, оптимально – около 25 кГц для стандартных катушек.
Наладка параметров нагрева включает корректировку длительности импульсов и частоты для достижения равномерного прогрева детали:
- Увеличьте длительность подачи тока постепенно, начиная с 1–2 секунд, контролируя температуру детали с помощью инфракрасного пирометра. Для большинства металлов оптимальный нагрев достигается при температуре 500–700 °C.
- Если температура поднимается слишком быстро или происходит перегрев, уменьшите скважность импульсов или увеличьте время паузы между ними.
- Для регулировки мощности можно изменять величину рабочего напряжения в пределах 30–50 В, сохраняя ток в безопасных пределах инвертора.
- Следите за стабильностью частоты – скачки или отклонения выше 5% снижают эффективность нагрева и могут привести к выходу из строя компонентов.
После настройки параметров обязательно проведите пробный нагрев детали продолжительностью 10–15 секунд. При этом металл должен равномерно разогреваться без появления локальных перегревов или искр. Контролируйте температуру и визуально оценивайте состояние изоляции и контактов катушки.
Типичные неисправности и способы их устранения в индукционном нагревателе
Перегрев ключевых элементов. Частая причина – недостаточное охлаждение силовых транзисторов или катушки. Для устранения необходимо проверить систему вентиляции и заменить термопасту на транзисторах. Рекомендуется использовать вентиляторы с запасом по производительности и контролировать температуру радиаторов при работе.
Пробой силовых транзисторов. Возникает из-за коротких замыканий в обмотках катушки или резких скачков напряжения. Для диагностики измерьте сопротивление катушки и осмотрите на наличие изломов проводов. Замена транзисторов должна сопровождаться проверкой и устранением причины короткого замыкания.
Проблемы с подачей питания. Нестабильное напряжение или падения могут вызывать срабатывание защиты или нестабильную работу. Проверьте качество питания сварочного инвертора, устраните плохие контакты и проведите измерение напряжения в точках подключения индукционного нагревателя.
Отсутствие нагрева или слабый нагрев. Причиной может быть плохой контакт между катушкой и деталью или неправильно подобранная частота генератора. Проверьте плотность прилегания катушки, отрегулируйте частоту с помощью подстроечного конденсатора и убедитесь в целостности катушки.
Шумы и помехи в цепях управления. Вызваны неправильным экранированием или отсутствием фильтров на входе питания. Установите ферритовые кольца на провода, примените LC-фильтры и экранируйте управляющие цепи для снижения электромагнитных помех.
Выгорание предохранителей и срабатывание защиты. Часто связано с перегрузкой или коротким замыканием. Анализируйте причины превышения тока, проверяйте катушку на обрыв или замыкание, и используйте предохранители с номиналом, соответствующим параметрам индукционного нагревателя.
Вопрос-ответ:
Можно ли сделать индукционный нагреватель из сварочного инвертора?
Да, это возможно. Сварочные инверторы работают на основе принципа индукции, поэтому их можно преобразовать в индукционные нагреватели. Для этого потребуется немного доработать схему устройства, чтобы оно могло работать с высокочастотным током, который используется в индукционном нагреве.
Какие детали необходимо изменить в сварочном инверторе, чтобы превратить его в индукционный нагреватель?
Для того чтобы использовать сварочный инвертор как индукционный нагреватель, нужно заменить электрод или сварочную головку на индукционную катушку. Также потребуется настроить частотный преобразователь на работу с более высокой частотой, подходящей для индукционного нагрева. Это потребует некоторых знаний в области электроники.
Как выбрать индукционную катушку для такого устройства?
Катушка для индукционного нагревателя должна быть спроектирована с учётом мощности и частоты, с которой будет работать ваш инвертор. Чем больше мощность инвертора, тем больше должна быть площадь сечения провода катушки и количество витков. Важно, чтобы катушка была изготовлена из качественного материала, который будет эффективно проводить ток и не перегреваться.
Какие преимущества у индукционного нагрева по сравнению с обычными методами?
Индукционный нагрев позволяет быстро и точно нагревать объекты без использования открытого пламени. Этот метод особенно полезен для термической обработки металлов, так как позволяет контролировать температуру и глубину прогрева. Также индукционные нагреватели могут быть более безопасными, так как они не создают открытого огня.
Что нужно учитывать при переделке сварочного инвертора в индукционный нагреватель?
Важно учитывать, что не каждый сварочный инвертор можно адаптировать для индукционного нагрева. Нужно удостовериться, что мощность инвертора достаточно велика для работы с катушкой, а также правильно настроить частоту работы устройства. Кроме того, потребуется монтаж и настройка системы охлаждения, так как при индукционном нагреве устройства могут сильно нагреваться.





