

При монтаже водопровода из труб ПНД (полиэтилена низкого давления) критичное значение имеет выбор способа соединения. Ошибка на этом этапе приводит к утечкам, нестабильному давлению и последующему демонтажу всей линии. На практике применяются три основных метода: компрессионные фитинги, электросварка и стыковая сварка. Каждый из них требует соблюдения технических условий и инструментального обеспечения.
Компрессионные соединения актуальны для систем с давлением до 16 бар и диаметром трубы не более 110 мм. Перед сборкой необходимо удалить фаску и тщательно очистить торец трубы. При затяжке гаек важно использовать динамометрический ключ, чтобы избежать деформации фитинга. Повторное использование компрессионных элементов допустимо, но сопряжено с риском ослабления герметичности.
Электросварка применяется при монтаже труб диаметром от 20 до 160 мм. Ключевой момент – подготовка поверхности: обязательная зачистка на глубину сварочной зоны и обезжиривание изопропанолом. Аппарат должен поддерживать точный температурный режим в пределах 210–220 °C. Нарушение параметров ведёт к неполному расплаву и внутренним дефектам шва.
Стыковая сварка эффективна при диаметрах свыше 90 мм. Температура нагревательного элемента – 200–220 °C, выдержка под давлением – строго по времени, указанному в паспорте оборудования. После соединения торцы должны быть симметрично сплавлены с образованием валика 1,5–3 мм. Отклонение от этих параметров указывает на нарушение технологии.
Каждый метод имеет технические ограничения и требования к квалификации монтажника. Игнорирование этих нюансов напрямую влияет на надёжность системы. Подбор способа соединения должен учитывать не только диаметр труб, но и условия эксплуатации: давление, доступ к оборудованию, возможность демонтажа.
Соединение труб ПНД для водопровода: практические советы

Резьбовые фитинги применяются при монтаже разборных соединений – например, для подключения к счетчикам, фильтрам или запорной арматуре. Обязательно используйте уплотнительную ленту ФУМ или нить, особенно при соединении с металлическими элементами. Не перетягивайте – избыточное усилие вызывает деформацию резьбы и трещины в корпусе фитинга.
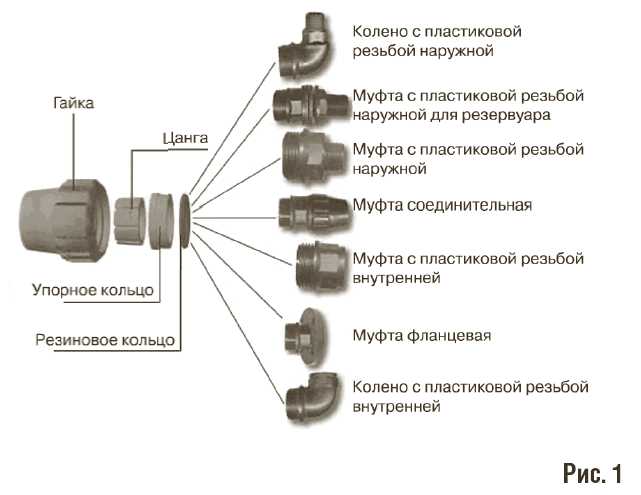
Компрессионные фитинги позволяют собрать систему без пайки и специнструмента. Перед монтажом срежьте трубу строго перпендикулярно, удалите заусенцы, вставьте до упора и затяните гайку вручную, затем доверните на 1/4–1/2 оборота ключом. При ослаблении в процессе эксплуатации проверьте целостность цанги и кольца уплотнения.
Электросварные муфты обеспечивают герметичное соединение с помощью встроенных нагревательных элементов. Используйте только при наличии сварочного аппарата с контролем параметров (напряжение, время). Поверхности очищайте спиртовыми салфетками, исключите контакт с грязью и влагой. Обязательно дайте соединению остыть в течение минимум 30 минут до механической нагрузки.
Стыковая сварка подходит для магистральных участков. Требует строгого соблюдения температуры (около 220 °C) и давления. Концы труб подготавливаются торцеванием и центрируются. Время нагрева и сварки зависит от диаметра: например, для трубы 110 мм – около 60 секунд нагрева и 90 секунд выдержки под давлением.
При укладке избегайте натяжения в соединениях – труба должна лежать свободно, с компенсацией линейного расширения. На вводе в здание устанавливайте обводной компенсатор или гильзу. Все соединения, кроме электросварных и стыковых, рекомендуется периодически проверять на герметичность, особенно в местах с перепадом температуры.
Подбор фитингов под диаметр и тип ПНД-трубы
Фитинг должен точно соответствовать наружному диаметру ПНД-трубы. Наиболее распространённые диаметры: 20, 25, 32, 40, 50 и 63 мм. Несовпадение даже на 1 мм приводит к неплотному соединению или невозможности монтажа.
Тип фитинга выбирается с учётом классификации трубы:
- Для ПНД-труб ПЭ80 и ПЭ100 подходят компрессионные и электросварные фитинги.
- Трубы ПЭ100-RC требуют усиленных фитингов, рассчитанных на устойчивость к точечной нагрузке.
- Гибкие трубы (SDR 11 и выше) не сочетаются с жёсткими муфтами без компенсаторов – возможна деформация при перепадах давления.
Компрессионные фитинги подбираются по наружному диаметру без учета толщины стенки. Монтаж не требует специнструмента, но при давлении выше 10 бар лучше использовать усиленные гайки и латунные вставки.
Для электросварных фитингов обязательна точная маркировка соответствия типу полиэтилена. Сварка ПЭ80 и ПЭ100 между собой допускается, но требуется корректировка параметров нагрева.
- Убедитесь в маркировке трубы: ПЭ, SDR, диаметр, ГОСТ или ISO.
- Сверьте тип полиэтилена на фитинге – он должен совпадать с трубой или быть совместимым по стандарту (например, ПЭ100 подходит к ПЭ80).
- Проверяйте плотность посадки: фитинг должен входить с небольшим усилием, без люфта.
- Для врезки в существующую систему учитывайте наличие резьбовых адаптеров и переходников на металл.
Нельзя использовать сантехнические фитинги из ПВХ или латунные муфты без вставок: они деформируют ПНД и создают очаги утечек. Подземные соединения допускаются только с применением сварных или герметичных компрессионных фитингов.
Когда использовать компрессионные соединения

Компрессионные соединения целесообразно применять в следующих случаях:
- Монтаж временных или сезонных систем – поливочные линии, дачные водопроводы, которые разбираются на зиму.
- Подключение новых участков к уже действующему трубопроводу без сварочного оборудования.
- Работы в ограниченном пространстве, где использование электросварки невозможно.
- Системы с давлением до 10 бар, где не требуется повышенная герметичность, обеспечиваемая сваркой.
- Ситуации, когда важно сохранить возможность демонтажа и повторной сборки без повреждения трубы.
Диаметр труб – не более 110 мм. На больших размерах компрессионные фитинги теряют надежность из-за высоких нагрузок при давлении и температурных колебаниях.
Компрессионные соединения не рекомендуются для скрытой прокладки: в стяжке, под землёй или за стенами – доступ к резьбовым элементам должен оставаться открытым. Также не стоит использовать их в системах с горячей водой: ПНД-трубы рассчитаны на температуру до +40 °C, но сами фитинги могут деформироваться уже при +30 °C, особенно при длительной нагрузке.
При установке важно:
- Обрезать трубу строго перпендикулярно.
- Удалить фаску – внутренняя кромка не должна повреждать уплотнительное кольцо.
- Смазать кольцо – без смазки возможен срыв при затяжке.
- Затягивать вручную, без ключей, чтобы не повредить резьбу.
Если соединение начинает подтекать – сначала пробуют подтянуть гайку. При повторной протечке фитинг лучше заменить: повторное уплотнение редко даёт результат.
Особенности сварки встык ПНД труб

Сварка встык применяется для соединения ПНД труб диаметром от 50 мм и выше, при толщине стенки не менее 5 мм. Метод основан на нагреве торцов до пластичного состояния с последующим сжатием под давлением.
Подготовка торцов обязательна: торцы обрабатываются электрическим торцевателем до получения идеально ровной поверхности. Овальность трубы не должна превышать 1,5% от наружного диаметра.
Температура нагревателя должна быть в пределах 200–220 °C. Превышение приводит к перегреву и разложению материала, недостаток – к слабому соединению. Температура контролируется пирометром.
Время контакта с нагревателем рассчитывается исходя из диаметра трубы: для 110 мм достаточно 60 секунд, для 160 мм – около 90 секунд. Контакт должен быть без давления – только легкое прижатие.
Давление на стадии оплавления задается гидравлической станцией или механическим устройством. Например, для трубы 160 мм рабочее давление – 0,15–0,2 МПа. При сжатии важно обеспечить симметричное формирование валика.
Охлаждение под давлением обязательно: его продолжительность – не менее 10 минут на каждые 100 мм диаметра. Преждевременное снятие нагрузки приводит к деформации шва.
Сварка допускается только при температуре окружающей среды от -10 до +40 °C. При минусовых температурах требуется защита от ветра и прогрев торцов дольше на 20–30%.
Повторное соединение на том же участке не допускается – при ошибке участок вырезают с захватом минимум 10 см от дефекта с каждой стороны.
Как избежать протечек при монтаже на резьбовых соединениях
Перед сборкой проверь чистоту и целостность резьбы – даже мелкие заусенцы и остатки грязи способны нарушить герметичность. Повреждённые витки резьбы лучше не пытаться исправлять – замените элемент.
Используйте только латунные или пластиковые фитинги, совместимые с ПНД. Металлические детали из других сплавов могут деформировать пластик из-за разной степени термического расширения.
Для уплотнения применяйте ленту ФУМ толщиной не менее 0,1 мм или сантехническую нить. Наматывайте строго по направлению закручивания, с натяжением, начиная от второго витка резьбы. Недостаточное количество витков (менее 6–8) снижает плотность соединения, а избыточное – приводит к деформации фитинга.
Не используйте лен с пастой: при контакте с ПНД это соединение становится нестабильным и подвержено протечкам при температурных колебаниях.
Затягивайте соединение вручную до упора, затем доворачивайте ключом не более чем на 1/4 оборота. Чрезмерное усилие приводит к микротрещинам в корпусе фитинга и последующим утечкам под давлением.
После сборки проверьте соединение под рабочим давлением. При обнаружении влаги – не пытайтесь подтянуть повторно: разберите, замените уплотнитель и соберите заново. Повторная затяжка на уже деформированном уплотнителе не даёт нужного эффекта.
Инструменты для надёжного соединения ПНД труб

Для монтажа водопровода из ПНД труб используются специализированные инструменты, обеспечивающие герметичное и долговечное соединение. Первый обязательный элемент – труборез с острым сменным лезвием. Он позволяет получить ровный, перпендикулярный срез без деформации стенок. Диаметр ножа должен соответствовать размеру используемых труб – от 20 до 110 мм.
Для монтажа компрессионных фитингов потребуется гаечный ключ с удлинённой ручкой, желательно разводной, с захватом до 60 мм. Пластиковые детали нельзя перетягивать – оптимальное усилие контролируется моментным ключом, особенно на соединениях от 32 мм и выше.
Электросварные фитинги требуют наличия сварочного аппарата с возможностью считывания штрих-кодов и точного контроля времени нагрева. Устройство должно поддерживать напряжение 40 В и иметь функцию автоматического отключения. Контакты перед сваркой очищают спиртом и латунной щёткой.
При стыковой сварке используют центратор – механическое или гидравлическое приспособление для строгой соосности труб. Обязательно наличие торцевателя с двухсторонними ножами и нагревательного элемента с тефлоновым покрытием, поддерживающего температуру 200–220 °C с погрешностью не выше ±5 °C. Для сварки труб до 160 мм подойдёт ручной аппарат, выше – гидравлический.
Также необходим скребок для удаления окисленного слоя перед электросваркой. Он должен быть адаптирован под наружный диаметр трубы и не повреждать основной материал. Любое соединение проверяется визуально и при необходимости – испытанием под давлением.
Учет температурных деформаций при прокладке труб

При прокладке труб ПНД важно учитывать коэффициент линейного расширения материала – около 0,2 мм/м·°C. Это означает, что при перепаде температуры на 30°C труба длиной 10 метров удлинится примерно на 60 мм. Игнорирование этого приводит к деформации, изгибу или выходу трубы из соединений.
Для компенсации изменений длины необходимо:
- Оставлять температурные зазоры при прокладке в гильзах и через стены.
- Избегать жесткой фиксации труб в траншее – особенно на поворотах и при прохождении через препятствия.
- Использовать компенсаторы или предусматривать свободные петли в длинных прямых участках (от 30 м и более).
- Укладывать трубы с температурой, близкой к средней годовой для региона, чтобы минимизировать напряжения.
Пример расчёта температурного удлинения:
| Длина участка | ΔT (перепад температуры) | Удлинение |
|---|---|---|
| 20 м | 40°C | 160 мм |
| 15 м | 25°C | 75 мм |
В случае наземной прокладки трубы должны свободно лежать на опорах с возможностью продольного смещения. Использование неподвижных опор допускается только при наличии предварительно рассчитанных компенсационных участков.
Под землёй трубу укладывают в рыхлую подушку из песка толщиной не менее 10 см снизу и 10–15 см по бокам. Засыпка выполняется без уплотнения над трубой на высоту до 30 см, чтобы не ограничивать подвижность.
Проверка герметичности после монтажа

Перед началом проверки перекрывают запорную арматуру на участках, не участвующих в испытании. Все соединения должны быть доступны для визуального осмотра. Давление подаётся через штатную подводку или временный штуцер, установленный в конце линии.
Испытание проводят водой при температуре от +5 °C до +40 °C. Перед подачей давления систему заполняют медленно, чтобы исключить образование воздушных пробок. Воздух стравливают через верхние точки. После заполнения выдерживают не менее 30 минут для стабилизации температуры воды в трубопроводе.
Испытательное давление – 1,5 от рабочего, но не менее 1 МПа. Давление поднимают плавно, в течение 10 минут. После достижения нужного значения фиксируют его и выдерживают не менее 30 минут. При падении давления более чем на 0,02 МПа проводят повторный осмотр на наличие протечек. При обнаружении – устранение дефекта и повторное испытание.
Для фиксации результата используют манометр с ценой деления не более 0,01 МПа. Обязательно сравнивают начальное и конечное значения давления, а также визуально проверяют каждый фитинг и стык на наличие капель или увлажнения. Если используется компрессионная муфта – обращают внимание на зону между обжимным кольцом и корпусом. В электросварных соединениях – на отсутствие пузырей или следов выдавленной воды.
После успешной проверки систему промывают и, при необходимости, консервируют до ввода в эксплуатацию. Давление сбрасывают медленно, избегая гидроударов.
Ошибки при соединении ПНД труб, которые приводят к разгерметизации
Основная причина разгерметизации – недостаточная подготовка поверхностей труб и фитингов. Остатки грязи, пыли или масла на стыках снижают сцепление и ухудшают качество сварки или герметизации.
Неправильный выбор температуры при электромуфтовой сварке часто вызывает неполное расплавление материала. Оптимальный температурный режим для ПНД труб обычно находится в диапазоне 260–270 °C, превышение или занижение приводит к микротрещинам и слабым соединениям.
Недостаточное давление при сварке снижает плотность стыка. Давление должно быть равномерным и соответствовать толщине стенки трубы – слишком низкое не обеспечит плотного прилегания, слишком высокое деформирует трубы.
Использование неподходящих или повреждённых фитингов провоцирует появление зазоров и трещин, через которые может проникать вода. Фитинги должны соответствовать стандарту ГОСТ и быть без видимых дефектов.
Отсутствие выдержки времени на остывание стыка ведёт к внутренним напряжениям и деформации. После сварки соединение должно находиться в неподвижном состоянии не менее 20–30 минут, в зависимости от диаметра трубы.
Ошибки при механическом соединении, например, неплотный затягивание компрессионных муфт, приводят к ослаблению герметичности и подтеканию. Контроль момента затяжки должен соответствовать рекомендациям производителя.
Невыровненные торцы труб вызывают неравномерное прилегание, что увеличивает риск протечек. Рез должен быть ровным, без заусенцев и повреждений, обработанным при необходимости.
Игнорирование тестирования герметичности после монтажа лишает возможности выявить дефекты до запуска системы. Рекомендуется проводить гидростатическую пробу с давлением, превышающим рабочее на 25–30% в течение 30 минут.
Вопрос-ответ:
Какие способы соединения труб ПНД подходят для бытового водопровода?
Для домашнего водопровода обычно применяют три основных метода соединения труб ПНД: раструбное соединение с использованием фитингов, электромуфтовая сварка и компрессионные фитинги. Раструбные соединения просты в монтаже и удобны для небольших систем. Электромуфтовая сварка обеспечивает надежность и герметичность, так как трубы и фитинги нагреваются и сплавляются между собой. Компрессионные фитинги применяются там, где нужна быстрая сборка без специального оборудования, но требуют аккуратности и правильного затягивания.
Какие ошибки часто допускают при сварке труб ПНД и как их избежать?
Частая ошибка — неправильный нагрев трубы и фитинга: если температура слишком низкая, соединение будет ненадежным, при слишком высокой — материал может деформироваться или сгореть. Важно точно следовать рекомендованным параметрам температуры и времени нагрева. Ещё одна ошибка — неполное очищение поверхности от грязи и масла перед сваркой, что снижает качество соединения. Также важно правильно выровнять трубы и не сдвигать их во время охлаждения, иначе шов может получиться слабым и пропускать воду.
Можно ли самостоятельно выполнить монтаж труб ПНД для водопровода без специализированного оборудования?
Монтаж с помощью компрессионных фитингов вполне доступен для самостоятельной работы — этот способ не требует специального сварочного оборудования. Главное — правильно подобрать фитинги и внимательно следить за плотностью соединения. Однако если речь идёт о больших диаметрах труб или более ответственных системах, лучше использовать электромуфтовую сварку, которая требует специального аппарата и навыков. В таких случаях самостоятельная работа может привести к протечкам и необходимости переделки.
Какие условия нужно соблюдать при хранении и транспортировке труб ПНД перед монтажом?
Трубы из полиэтилена низкого давления должны храниться в тени и при температуре, не превышающей рекомендованные значения производителя. Длительное воздействие прямых солнечных лучей может привести к ухудшению физико-механических свойств материала. При транспортировке важно избегать сильных механических повреждений — удары и изгибы могут вызвать микротрещины. Рекомендуется складировать трубы на ровной поверхности, не допуская деформации, и избегать контакта с острыми предметами.





