Ферма из профильной трубы – это несущая конструкция, способная обеспечить высокую прочность при минимальном весе. Для навесов чаще всего используются трубы сечением 40×20 мм или 60×30 мм, в зависимости от предполагаемой нагрузки и пролёта. Оптимальный шаг между узлами фермы – 500–1000 мм, при этом угол наклона верхнего пояса обычно составляет 15–30°, чтобы обеспечить водоотвод и равномерное распределение усилий.
Перед сваркой необходимо выполнить точный чертёж с указанием всех узлов, длин элементов и углов соединения. Разметка трубы проводится с учётом подрезки под углом – наиболее прочным считается стык под 45°. Все элементы желательно собирать на ровной поверхности с использованием магнитных уголков или зажимов для исключения перекосов. При сварке необходимо использовать полуавтомат с проволокой 0,8–1 мм и током в диапазоне 80–120 А для труб толщиной 2–3 мм.
Первый этап – прихватка всех узлов фермы. Только после проверки геометрии и диагоналей следует переходить к полной обварке. Сварку ведут короткими швами, чередуя стороны, чтобы избежать деформации. Особое внимание – узлам сопряжения поясов и раскосов: именно здесь концентрируются основные нагрузки. После сварки обязательна зачистка швов и проверка прочности – ручным усилием или с помощью гидравлического пресса при наличии.
Готовую ферму необходимо обработать антикоррозионным составом. Оптимально использовать грунт по металлу с цинковыми добавками и последующее окрашивание. Для навесов на открытом воздухе обязательна защита всех сварных швов, особенно в нижней части конструкции, где возможно скопление влаги. Правильно собранная и проваренная ферма из профильной трубы способна выдерживать снеговую нагрузку до 180 кг/м² без прогиба и деформаций.
Выбор сечения и толщины профильной трубы под расчётную нагрузку

Для навеса со средней снеговой нагрузкой (до 180 кг/м²) и пролётом до 6 метров, оптимальное решение – труба сечением 60×40 мм и толщиной стенки 2 мм. При увеличении пролёта до 8 метров рекомендуется использовать трубу 80×40 мм с толщиной стенки 3 мм. Для пролетов свыше 10 метров минимально допустимое сечение – 100×50 мм при толщине 3-4 мм, при условии расчётной высоты фермы не менее 1/8 пролёта.
В нижнем поясе фермы, работающем на растяжение, допустимо использование трубы меньшего сечения – например, 40×20 мм с толщиной 2 мм. Верхний пояс и стойки обязаны воспринимать сжимающие усилия, поэтому минимальная толщина стенки – 2 мм, при сечении не менее 60×40 мм. Диагонали рассчитываются индивидуально в зависимости от типа фермы (треугольная, трапециевидная), но не допускается применение сечения менее 20×20 мм и толщины стенки менее 2 мм.
При увеличении расстояния между опорами более 3 метров необходимо учитывать прогиб. Для обеспечения жёсткости желательно применять трубы с большей высотой сечения (ширина меньше высоты), так как изгиб происходит в вертикальной плоскости.
Ниже приведены ориентировочные параметры выбора сечений в зависимости от пролёта и типа кровли:
| Пролёт, м | Тип кровли | Рекомендуемое сечение |
|---|---|---|
| 3–4 | Профнастил | 40×20×2 мм |
| 5–6 | Металлочерепица | 60×40×2 мм |
| 7–8 | Поликарбонат | 80×40×3 мм |
| 9–10 | Черепица | 100×50×4 мм |
Запас прочности при выборе профиля должен составлять не менее 1.2 от расчётной нагрузки. При сомнении в точности расчётов рекомендуется использовать более толстостенные трубы – перерасход металла часто дешевле, чем аварийный ремонт конструкции.
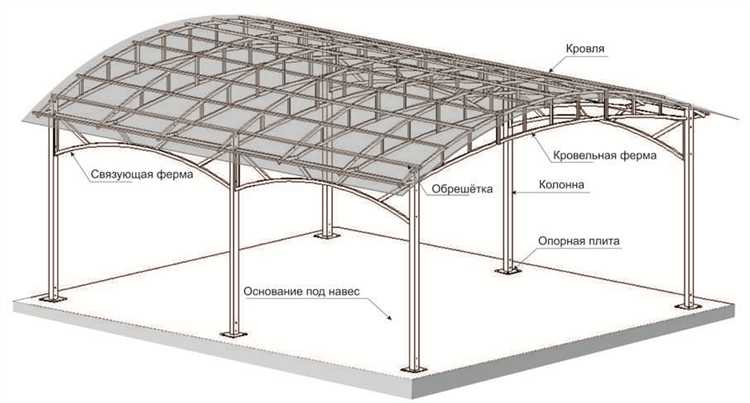
Оптимальная схема фермы для навеса: треугольная, трапециевидная или арочная

Выбор формы фермы напрямую влияет на несущую способность, расход материала и сложность сварки. Рассмотрим три основные схемы: треугольную, трапециевидную и арочную.
- Треугольная ферма – самая прочная при минимальном весе. За счёт равномерного распределения нагрузки хорошо подходит для навесов с пролетом до 6 метров. Эффективна при угле наклона от 15° до 30°. Использование профильной трубы 40×20×2 мм для поясов и 20×20×2 мм для раскосов обеспечивает достаточную жёсткость. Недостаток – большая высота конструкции, что увеличивает общий вес и требует большего запаса по высоте стоек.
- Трапециевидная ферма – компромисс между прочностью и экономичностью. При высоте 1/6 от пролета она выдерживает снеговую нагрузку до 150 кг/м², что достаточно для средней полосы России. Подходит для навесов шириной 6–10 м. Верхний пояс выполняется с наклоном, нижний – прямой, что упрощает монтаж и позволяет уменьшить высоту стоек. Рекомендуется применять трубу 60×30×2 мм для поясов и 25×25×2 мм для раскосов.
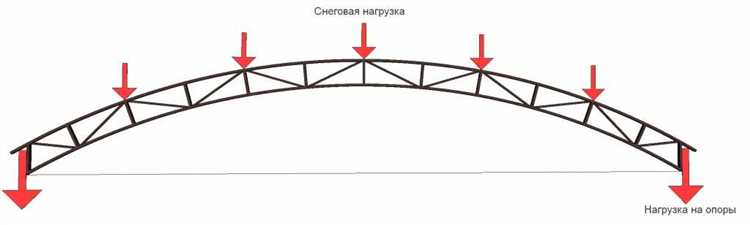
- Арочная ферма обеспечивает равномерное распределение нагрузки без резких напряжений. Идеальна для навесов шириной от 10 м и более, особенно в регионах с высокой снеговой нагрузкой. Изгиб верхнего пояса снижает парусность и уменьшает давление на опоры. Требует гибки профильной трубы (оптимально 40×20×2 мм), что усложняет изготовление и требует шаблона. Но при правильном расчёте она даёт максимальную жёсткость при минимальной высоте конструкции.
При выборе схемы фермы следует учитывать не только ширину навеса, но и климатические условия, а также наличие оборудования для гибки труб. Для участков с ограниченной высотой стоек и средней ширины оптимальна трапециевидная форма. При необходимости максимальной прочности при минимальном весе – треугольная. Для широких навесов – арочная, несмотря на сложность изготовления.
Разметка элементов фермы перед резкой: порядок и инструменты

Перед началом резки профильной трубы для фермы необходимо точно определить геометрию всех элементов по проекту. Ошибка даже в 2–3 мм приведёт к перекосам конструкции и сложностям при сварке. Разметка начинается с изучения чертежа, где указаны длины, углы и точки соединений. При отсутствии готового проекта разрабатывается схема с привязкой к реальным размерам навеса.
Первым делом размечаются основные поясные элементы (верхний и нижний пояса). Они задают форму фермы. Разметку начинают от одного края трубы, измеряя длину рулеткой и фиксируя риску. Используется угольник для переноса перпендикуляров и малка для определения заданных углов, особенно при трапециевидных или ломаных поясах.
Для точной разметки угловых резов применяются шаблоны, изготовленные из фанеры или металла. Также допустимо использовать цифровой угломер или транспортер с фиксатором. Это особенно важно при косых резах, где угол соединения отличается от 90 градусов.
Диагонали и вертикали размечаются по месту, с учётом реальной длины между узлами. Не рекомендуется доверять только теоретическим значениям – обязательно проверяются расстояния между точками на уже размеченных поясах. Риски ставятся с двух сторон трубы для контроля симметрии при резке.
Основные инструменты: рулетка с фиксатором, строительный уровень, угольник, малка, цифровой угломер, маркер или грифельный карандаш с тонким стержнем. Для повторяющихся элементов стоит использовать шаблоны или упоры, чтобы исключить расхождение размеров.
Каждая труба маркируется согласно схеме: номер элемента, его длина, угол реза, положение в ферме. Это ускоряет сборку и предотвращает путаницу на этапе сварки. После завершения разметки проводится визуальный контроль всех линий на наличие смещений и неточностей.
Сборка фермы на земле: фиксация, шаблоны и временные упоры
Перед началом сварки фермы из профильной трубы необходимо точно разложить все элементы конструкции на ровной твердой поверхности. Наиболее точные результаты достигаются при использовании заранее подготовленного шаблона – фанерного или металлического основания с нанесённой разметкой контуров элементов фермы. Это исключает ошибки в геометрии и упрощает сборку.
Фиксация труб осуществляется с помощью струбцин, магнитных угольников и прихватов. Струбцины с винтовым зажимом позволяют надёжно удерживать профиль до выполнения сварочного шва. Магниты удобно применять на прямых и угловых соединениях, но их нужно снимать перед окончательной сваркой, чтобы избежать перегрева.
Чтобы избежать деформации при сварке, каждый элемент фиксируется минимум в двух точках. Перед сваркой рекомендуется выполнить прихватки – короткие точечные швы, удерживающие конструкцию в нужной форме. Только после проверки всех углов и диагоналей допускается полная проварка швов.
Временные упоры – деревянные или металлические бруски, установленные под элементами, предотвращают провисание и сохраняют точную геометрию до завершения работ. Особенно это важно при сборке длинных ферм свыше 4 метров: без дополнительных подпоров середина конструкции может провиснуть даже под собственным весом.
После завершения сварки ферма остаётся на шаблоне до полного остывания, чтобы избежать усадки и перекоса. Демонтаж фиксации выполняется только после визуального контроля швов и повторной проверки размеров диагоналей.
Сварочные швы: типы соединений и последовательность проварки

При сварке фермы из профильной трубы прочность конструкции зависит от правильно выбранного типа соединения и грамотной последовательности наложения швов. Нарушения в этих аспектах приводят к деформации, снижению несущей способности и трещинообразованию.
- Стыковые соединения – применяются при наращивании труб в длину. Торцы подготавливаются под углом 90°, при толщине стенки свыше 3 мм выполняется разделка кромок. Сварка производится в два прохода: корневой шов и облицовочный.
- Тавровые соединения – используются для приварки дополнительных элементов (раскосов). Края очищаются до металлического блеска, шов накладывается с двух сторон, начиная с противоположной от нагрузки.
- Угловые соединения – основной тип для формирования узлов ферм. Важно обеспечить плотное прилегание элементов, избегая зазоров. Для стенок до 2 мм рекомендуется сварка на малом токе, избегая прожогов.
Последовательность сварки влияет на геометрию фермы и распределение внутренних напряжений. Правильная очередность предотвращает коробление:
- Начинать с точечной прихватки всех соединений для фиксации положения элементов.
- Проваривать центральные узлы, где сходятся раскосы и пояса, чтобы задать геометрию.
- Далее переходить к наружным соединениям, соблюдая симметрию: сначала один край фермы, затем противоположный.
- Сварку выполнять в шахматном порядке, чередуя стороны, чтобы компенсировать тепловое расширение.
- Контролировать линейные размеры после каждого этапа сварки, при необходимости корректировать фиксацию струбцинами.
Для профильных труб толщиной 2–4 мм оптимален полуавтомат с проволокой 0.8–1.0 мм в среде CO₂. Шов укладывается равномерно, без кратеров и подрезов. После охлаждения каждый узел проверяется на наличие трещин и прожогов.
Проверка геометрии после сварки: контроль прогиба и углов
После завершения сварочных работ фермы из профильной трубы необходимо проверить точность геометрии. Основной параметр – прогиб, который не должен превышать 1/300 от длины пролёта. Например, для пролёта 3 метра допустимый прогиб составит не более 10 мм.
Для контроля прогиба используйте натянутый контрольный шнур или рейку с уровнем. Измерения проводят в нескольких точках по всей длине балки, особенно в центральной зоне и местах пересечения труб. Значительные отклонения требуют корректировки или повторной сварки с устранением деформаций.
Углы сварной конструкции должны совпадать с проектными значениями с точностью ±1°. Для проверки применяют угломеры или шаблоны из металла, изготовленные по заданным размерам фермы. Особое внимание уделяется углам на стыках, где происходит максимальное напряжение металла при сварке.
Если выявлены отклонения углов более допустимых, проводят корректировку с помощью сварки точечного нагрева и механического воздействия. Повторный замер после исправления обязателен для подтверждения соответствия геометрии требованиям.
Регулярный контроль геометрии на каждом этапе сварки снижает риск деформаций и обеспечивает долговечность конструкции, минимизируя последующие проблемы при монтаже и эксплуатации навеса.
Защита металла от коррозии после сварочных работ: грунтовка и покраска

После завершения сварки фермы из профильной трубы необходимо сразу обработать места сварных швов и прилегающие участки для предотвращения коррозии. В первую очередь следует удалить окалину и шлаки при помощи металлической щетки или шлифовального диска с зернистостью не выше Р80, чтобы не повредить металл. Очистка до металлического блеска улучшит адгезию последующих покрытий.
Перед грунтованием поверхность обезжиривают ацетоном или специальным раствором, чтобы исключить остатки масел и грязи. Грунтовка должна быть антикоррозийной, на основе цинка (цинкосодержащая) или эпоксидной смолы с пассивирующими добавками. Рекомендуется наносить грунт в 2 слоя с промежуточной сушкой не менее 30 минут, чтобы обеспечить равномерное покрытие и защиту сварных швов, где металл наиболее уязвим.
После высыхания грунтовки поверхность окрашивают эмалями или алкидными красками, устойчивыми к атмосферным воздействиям и ультрафиолету. Оптимально использовать фасадные или специальные антикоррозионные краски с высоким содержанием пигментов и антикоррозионных добавок. Толщина лакокрасочного слоя должна быть не менее 60 мкм, что гарантирует защиту в условиях повышенной влажности и перепадов температуры.
Для лучшей долговечности рекомендуется наносить краску в 2-3 слоя с выдержкой между ними по инструкции производителя, избегая пропусков и непрокрасов. Особое внимание уделяется торцам труб и сварным швам – они должны быть тщательно покрыты, так как именно эти зоны подвергаются максимальному риску коррозии.
При эксплуатации конструкции в агрессивных средах возможно дополнительное нанесение защитного прозрачного лака или полиуретанового покрытия, которое повысит стойкость к химическим воздействиям и механическим повреждениям.
Вопрос-ответ:
Какие основные этапы сварки фермы из профильной трубы для навеса?
Процесс сварки фермы обычно включает несколько ключевых этапов: подготовку труб — нарезку по размерам и очистку от загрязнений и ржавчины, сборку конструкции с помощью прихваток для точного выравнивания, контроль геометрии, окончательную сварку швов, а затем зачистку и обработку мест сварки для защиты от коррозии. Важно соблюдать технологию сварки и использовать подходящий электрод или проволоку, чтобы швы были прочными и долговечными.
Какие виды профильных труб лучше использовать для изготовления фермы навеса?
Для фермы часто применяют прямоугольные или квадратные профильные трубы из стали. Толщина стенок обычно выбирается исходя из предполагаемой нагрузки и размеров конструкции — чаще от 2 до 4 мм. Такие трубы обеспечивают хорошую жесткость и устойчивость. При выборе материала стоит обращать внимание на качество стали, ее устойчивость к коррозии, особенно если навес будет подвержен воздействию влаги и атмосферных явлений.
Какие меры безопасности нужно соблюдать при сварке фермы из профильной трубы?
Сварочные работы требуют использования защитного оборудования: сварочной маски с затемненным стеклом, огнеупорных перчаток, спецодежды и обуви. Рабочее место должно быть хорошо проветриваемым, чтобы избежать накопления вредных газов. Необходимо убедиться, что рядом нет легковоспламеняющихся материалов. Также важно проверять исправность сварочного аппарата и соблюдать правила обращения с электричеством, чтобы исключить риск поражения током.
Как правильно выбрать метод сварки для фермы из профильной трубы?
Выбор метода сварки зависит от толщины трубы, материала и условий работы. Для фермы из профильной трубы часто используют ручную дуговую сварку (MMA) или полуавтоматическую сварку в среде защитного газа (MIG/MAG). Ручная дуговая сварка удобна при работе на открытом воздухе и при небольших объемах. MIG/MAG сварка обеспечивает более аккуратные швы и быстрее выполняется, но требует наличия газового баллона и оборудования. Важно учитывать и квалификацию сварщика, так как некоторые методы требуют большего опыта.
Какие ошибки чаще всего допускают при сварке фермы из профильной трубы и как их избежать?
Одной из распространённых ошибок является недостаточная подготовка поверхностей — грязь, ржавчина или масло на трубах ухудшают качество сварного соединения. Также часто встречается неправильный выбор режима сварки, что приводит к прожогам или слабым швам. Неправильная сборка и отсутствие контроля геометрии могут вызвать перекосы конструкции. Избежать проблем помогает тщательная подготовка, точная разметка и проверка стыков, а также использование подходящих сварочных параметров и внимательный контроль процесса.