При сварке тонколистовой стали инверторным аппаратом ключевое значение имеет правильно выбранная полярность. Ошибка на этом этапе может привести к прожогам, нестабильной дуге и некачественному шву. Особенно это критично при работе с материалами толщиной до 1,5 мм, где тепловложение должно быть строго контролируемым.
Для ручной дуговой сварки (MMA) тонкого металла оптимально использовать обратную полярность – «плюс» на электроде и «минус» на массе. В этом режиме основная часть тепла выделяется на электроде, а не на металле заготовки, что снижает риск прожога. Такой подход особенно эффективен при использовании электродов типа ОЗЛ-6, ОК 46.00 или аналогичных с рутиловым покрытием.
При сварке тонкого металла в среде защитного газа (MIG/MAG) инвертор также должен работать на прямой полярности – «плюс» на подающем проволоку держателе. Это обеспечивает стабильное горение дуги и равномерное проплавление по всей длине шва. Для работы с тонкой углеродистой сталью подойдет сварочная проволока диаметром 0,6–0,8 мм и пониженный ток (от 40 до 70 А).
Точная настройка полярности также зависит от конкретных условий: вида металла, способа сварки и типа расходных материалов. При сварке оцинкованных или легированных сталей может потребоваться экспериментальное определение наилучшей конфигурации. Важно учитывать не только устойчивость дуги, но и форму валика, разбрызгивание и глубину провара.
Как влияет выбор полярности на провар тонкого металла
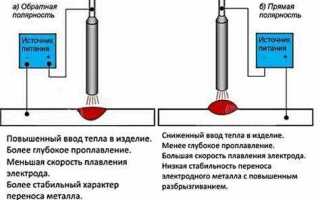
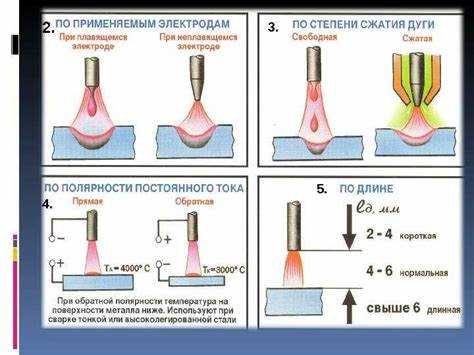
При сварке тонкого металла инвертором выбор полярности напрямую определяет глубину проплавления и стабильность дуги. Обратная полярность (электрод на держателе «+», деталь «−») обеспечивает более мягкий и контролируемый нагрев, что критично для предотвращения прожогов при работе с материалами толщиной менее 2 мм. Электроны в этом случае движутся от детали к электроду, концентрируя основное тепло на поверхности электрода, а не на металле.
При прямой полярности (электрод «−», деталь «+») тепловой поток сосредотачивается в зоне сварочной ванны. Это приводит к более глубокому провару, что полезно при соединении металлов от 3 мм и выше, но при работе с тонкими заготовками возрастает риск прожига. Провар получается неравномерным, особенно на кромках и участках с перегревом.
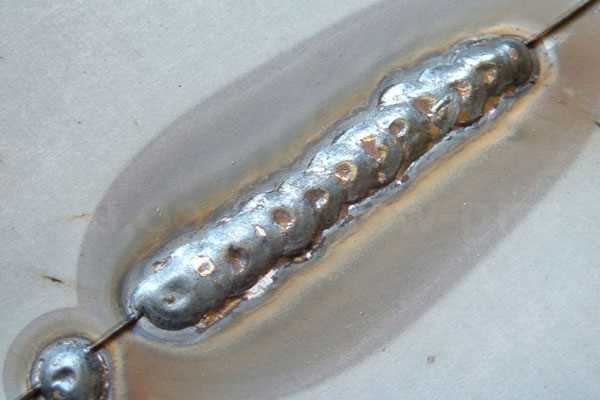
Для тонкостенного металла (0,8–2 мм) предпочтительна обратная полярность в сочетании с электродами диаметром 1,6–2,0 мм и током 40–70 А. Это снижает вероятность прожогов и обеспечивает более аккуратный валик с минимальным разбрызгиванием. Также обратная полярность способствует лучшему контролю сварочной ванны при работе в нижнем и вертикальном положении.
Выбор полярности должен учитывать не только толщину металла, но и тип шва, положение сварки, используемый электрод и требуемые характеристики соединения. Для сварки оцинкованной или нержавеющей стали тонкого сечения также рекомендуется обратная полярность из-за меньшего тепловложения в основной металл.
Какая полярность уменьшает прожог при сварке тонкого листа

Для снижения риска прожога при сварке тонких металлических листов инвертором предпочтительно использовать прямую полярность – когда электрод подключён к минусу, а заготовка к плюсу. В этом режиме большая часть тепла сосредоточена на электроде, а не на металле, что уменьшает локальный перегрев и вероятность прожигания листа.
При сварке стального листа толщиной менее 1,5 мм ток следует ограничивать в пределах 30–60 А, в зависимости от диаметра электрода и типа соединения. Использование прямой полярности особенно эффективно при сварке углеродистой стали, когда применяется электрод с рутиловым покрытием диаметром 1,6–2,0 мм.
Обратная полярность в таких условиях нежелательна: она усиливает тепловое воздействие на металл, что приводит к быстрому прожогу кромок. Это особенно критично при сварке швов встык и угловых соединений без зазора. Исключение может составлять сварка алюминия, где используется обратная полярность для разрушения оксидной плёнки, но это касается других условий и материалов.
Также важно минимизировать длину дуги – не более 1,5 мм, использовать короткие проходы и промежуточное охлаждение шва. В комбинации с прямой полярностью такие меры позволяют обеспечить стабильную сварку без прожогов даже при минимальной толщине металла.
Когда использовать обратную полярность при сварке инвертором

Обратная полярность при сварке инвертором подразумевает подключение электрода к положительному полюсу источника питания, а заготовки – к отрицательному. Такой режим целесообразен при работе с тонким металлом и в условиях, где требуется контролируемый и мягкий прогрев зоны шва.
- Толщина металла до 1,5 мм – обратная полярность снижает риск прожога за счёт более поверхностного тепловложения в заготовку.
- Сварка нержавеющих сталей – уменьшение зоны термического влияния предотвращает деформации и перегрев.
- Работа с цветными металлами и их сплавами (например, медь, латунь) – повышенное тепловыделение на электроде способствует лучшему формированию сварочной ванны.
- Сварка в вертикальном или потолочном положении – уменьшенное тепловложение в металл улучшает управляемость сварочной ванны.
Кроме того, обратную полярность стоит применять при использовании электродов с рутиловым или основным покрытием, рассчитанных на стабильную дугу при переменном и обратнополярном токе. Важно учитывать, что в режиме обратной полярности металл прогревается медленнее, поэтому возможно потребуется уменьшить силу тока на 10–15% по сравнению с прямой полярностью.
Использование обратной полярности оправдано также при сварке прерывистыми швами, когда критична минимизация коробления и перегрева тонких листов, особенно при соединении малонагруженных конструкций или кузовных элементов.
Прямая полярность: особенности дуги и форма шва
При прямой полярности инверторной сварки электрод подключается к минусу, а изделие – к плюсу. В этом случае поток электронов направлен от электрода к металлу, что вызывает более глубокий прогрев основного материала.
Дуга на прямой полярности отличается устойчивым горением, но с меньшей концентрацией тепла на электроде. Это снижает его расплавление, что особенно важно при сварке тонких листов – уменьшается риск капельного переноса и образования брызг.
Форма шва при прямой полярности характеризуется узкой зоной проплавления с выраженным корнем. Это удобно при необходимости сформировать глубокий провар с минимальной шириной шва. Однако при недостаточной скорости перемещения возможно прожигание металла из-за высокой плотности тока в области ванны.
Для тонкого металла (до 1,5 мм) прямая полярность применяется с уменьшением сварочного тока и контролем зажима дуги. Использование электродов с рутиловым покрытием позволяет стабилизировать процесс и получить ровный шов с минимальными дефектами.
Рекомендуется избегать чрезмерного увеличения силы тока, так как это повышает вероятность прожога. Оптимальный режим: короткая дуга, минимальная подача, ровное перемещение без остановок.
Полярность при сварке тонкой нержавейки инвертором

Для сварки тонкой нержавеющей стали инвертором предпочтительна обратная полярность (электрод подключается к плюсу, масса к минусу). Такая схема снижает тепловое воздействие на металл, уменьшая риск прожога и деформации тонкого листа.
При TIG-сварке нержавейки используется постоянный ток с прямой полярностью – вольфрам подключается к минусу, заготовка к плюсу. Это обеспечивает глубокий и контролируемый провар с минимальным перегревом, важным для сохранения коррозионной стойкости шва.
Для ручной дуговой сварки (MMA) выбор полярности зависит от марки электрода. Электроды для нержавеющей стали, как правило, работают на обратной полярности. Неправильный выбор полярности ухудшает стабильность дуги, вызывает разбрызгивание и дефекты шва.
Поддержание правильной полярности снижает вероятность образования трещин и улучшает качество шва, особенно при толщине металла до 1,5 мм. Нарушение полярности ведёт к перегреву и разрушению пассивного слоя, что снижает долговечность сварного соединения.
Выбор полярности при использовании порошковой проволоки
Обратная полярность увеличивает тепловложение в детали, что важно для обеспечения качественного соединения тонкого металла без прожогов. При прямой полярности (DC-) дуга становится менее стабильной, возрастает разбрызгивание и уменьшается качество шва, особенно при работе с тонкими листами.
Для некоторых типов порошковой проволоки с целлюлозным или рутиловым покрытием допускается использование переменного тока или прямой полярности, но это характерно для более толстых металлов и иных условий сварки. При тонких металлах наилучший результат достигается при обратной полярности с контролем силы тока в нижнем диапазоне допустимых значений.
Рекомендуется применять обратную полярность с током в пределах 80-150 А в зависимости от толщины листа и диаметра проволоки (обычно 0,8–1,2 мм). Такой режим обеспечивает ровный шов с минимальным прожогом и хорошей механической прочностью.
В случаях необходимости минимизировать тепловое воздействие и снизить деформации можно снизить ток и увеличить скорость сварки, сохраняя обратную полярность. Использование прямой полярности для тонкого металла порошковой проволокой обычно приводит к ухудшению качества сварного соединения.
Как определить полярность подключения кабелей на инверторе

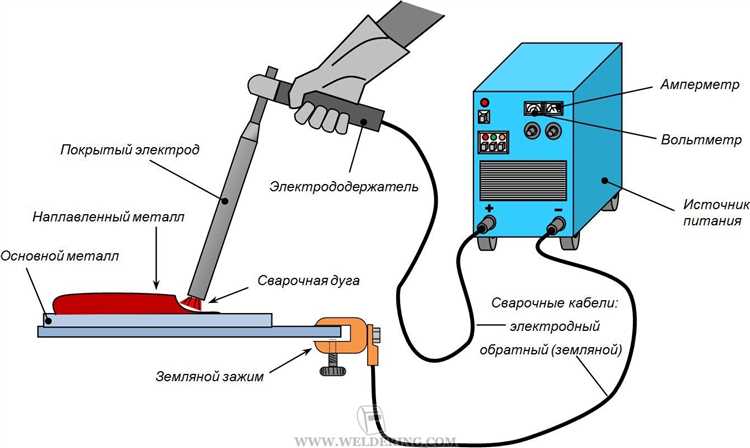
Для правильной сварки тонкого металла важно чётко определить полярность подключения кабелей к инвертору. На корпусе сварочного аппарата обычно нанесены обозначения «+» и «-», соответствующие положительному и отрицательному полюсам. К положительной клемме подключается электрододержатель или сварочная горелка, а к отрицательной – масса (заземляющий кабель).
Если маркировка отсутствует или стерта, используйте мультиметр в режиме измерения постоянного напряжения. Подключите один щуп к клемме кабеля, другой – к корпусу инвертора. При правильном подключении к плюсовой клемме мультиметр покажет положительное напряжение относительно корпуса, к минусовой – отрицательное или близкое к нулю.
Важный момент: при сварке тонкого металла обратная полярность (электрод +, масса -) обеспечивает стабильную дугу и минимальные прожоги. Поэтому кабель с электрододержателем рекомендуется подключать к плюсовой клемме, а массу – к минусовой.
После подключения необходимо проверить стабильность дуги на тестовом участке. Если наблюдается чрезмерный прожог или слабое проваривание, попробуйте сменить полярность местами. В большинстве современных инверторов переключение полярности осуществляется простым перестановлением кабелей.
Некоторые модели оснащены защитой от неправильного подключения, но в тонкой сварке критично соблюдать полярность, чтобы избежать дефектов шва. Рекомендуется перед началом работы изучить руководство конкретного инвертора и соблюдать заводские рекомендации по подключению.
Вопрос-ответ:
Почему при сварке тонкого металла инвертором рекомендуется использовать обратную полярность?
Обратная полярность (когда «+» подключен к электрододержателю, а «-» — к детали) обеспечивает более стабильную и концентрированную дугу. Это уменьшает риск прожогов тонкого металла, так как энергия дуги распределяется так, что плавится меньше основного материала. В результате сварочный шов получается аккуратным и ровным, что особенно важно при работе с тонкими листами, где переплав и прожог ведут к браку.
Как определить правильную полярность при сварке тонкого металла, если на инверторе отсутствуют четкие обозначения?
Если на аппарате нет маркировок, стоит сначала проверить документацию к модели. При отсутствии данных можно использовать мультиметр в режиме измерения напряжения. Подключите кабели, включите аппарат и замерьте напряжение между электрододержателем и клеммой заземления: если электрододержатель положительный, дуга будет более горячей на электроде — это обратная полярность, подходящая для тонкого металла. В противном случае — прямая полярность. Также опытные сварщики ориентируются по поведению дуги и качеству шва в пробных проходах.
Какие особенности сварки тонкого металла возникают при использовании прямой полярности?
Прямая полярность (когда «-» на электрододержателе, «+» на детали) даёт более глубокий провар, но при тонких листах это повышает риск прожогов и деформаций. Такая схема чаще применяется при сварке толстых материалов, где нужен сильный прогрев. При тонком металле дуга становится более агрессивной, сложнее контролировать тепло, что может привести к порче изделия. Поэтому прямую полярность применяют редко и с осторожностью, в основном для металлов толщиной более 3 мм.
Можно ли менять полярность во время сварки тонкого металла, чтобы улучшить качество шва?
Менять полярность прямо во время сварки не практично и даже опасно для аппарата и оператора, так как это может привести к нестабильной дуге и повреждению оборудования. Однако на стадии настройки сварки можно провести несколько пробных швов с разной полярностью, чтобы выбрать оптимальную. Для тонкого металла обычно предпочтительна обратная полярность из-за меньшего тепловложение и более аккуратного шва. Постоянная смена в процессе — неэффективна и не применяется на практике.