

Типы проволоки для сварки нержавейки без использования газа

Для сварки нержавеющей стали без газа применяются в основном порошковые и флюсовые проволоки. Порошковая проволока содержит внутри порошкообразный флюс, который при плавлении создаёт защитную атмосферу, препятствуя окислению шва.
Наиболее распространённый тип – порошковая проволока марки типа ER309LSi с содержанием легирующих элементов, обеспечивающих коррозионную стойкость и пластичность шва. Её применяют для сварки аустенитных и дуплексных сталей, а также для наплавки износостойких покрытий.
Другой вариант – проволока с добавлением кремния и марганца, улучшающая устойчивость к растрескиванию при сварке без газа. Такие проволоки обычно обозначаются маркировкой с добавлением «Mn» или «Si».
Флюсовая проволока для сварки нержавейки чаще всего применяется в вариантах с основным или кислотным флюсом. Основной флюс обеспечивает минимальное количество шлака и меньшее разбрызгивание, кислотный – лучшее проплавление, но с повышенным образованием шлака. Выбор зависит от толщины свариваемого материала и условий эксплуатации.
Для сварки тонких листов нержавейки часто применяют проволоку диаметром 0,8–1,0 мм с низким содержанием углерода (маркировка L). Это уменьшает риск образования карбидов хрома в шве и сохраняет антикоррозионные свойства.
При выборе проволоки следует учитывать её химический состав и назначение: проволока должна соответствовать типу свариваемой нержавеющей стали и эксплуатационным требованиям, чтобы исключить появление коррозии и дефектов сварного шва.
Совместимость проволоки с марками нержавеющей стали

Для сварки нержавеющей стали без газа выбор проволоки должен учитывать химический состав и структуру основной стали. Для аустенитных марок типа 304 и 316 рекомендуется использовать проволоку марки ER308L или ER316L соответственно, чтобы обеспечить аналогичный уровень коррозионной стойкости и предотвратить образование горячих трещин.
Если свариваются стали типа 321, к которым добавлен титан для стабилизации, следует применять проволоку с аналогичным легированием, например ER321, для сохранения стабильной структуры и предотвращения деградации сварного шва.
Мартенситные стали, например 410 или 420, требуют применения проволоки с высоким содержанием углерода и хрома, например ER410, чтобы сохранить твердость и механические свойства шва. Использование аустенитной проволоки для таких марок может привести к снижению прочности и появлению трещин.
Дуктильные и ферритные нержавеющие стали, такие как 430, свариваются проволокой ER430 или аналогичной с ферритной структурой, что предотвращает образование аустенита и улучшает устойчивость к коррозии в шве.
При выборе проволоки важно также учитывать толщину свариваемых деталей и условия эксплуатации изделия. Использование неподходящей проволоки приводит к расслоению, снижению коррозионной стойкости и уменьшению срока службы сварного соединения.
Толщина и диаметр проволоки для разных задач сварки
Для сварки нержавеющей стали без газа оптимально использовать проволоку диаметром от 0,8 мм до 1,2 мм. Диаметр влияет на стабильность дуги и глубину проплавления.
При работе с тонкими листами до 1,5 мм рекомендуется проволока диаметром 0,8 мм. Такой диаметр обеспечивает точный контроль и минимизирует риск прожога материала.
Для средних по толщине деталей от 1,5 до 4 мм лучше выбирать проволоку диаметром 1,0 мм. Она сочетает хорошую проварку и удобство подачи без чрезмерного перегрева.
Если толщина свариваемого металла превышает 4 мм, предпочтительна проволока диаметром 1,2 мм. Этот диаметр обеспечивает глубокое проплавление и стабильное формирование шва на толстых деталях.
При сварке узких швов или деталей с ограниченным доступом используют тонкую проволоку 0,8 мм для повышения точности и уменьшения деформаций.
Для объемных и толстостенных конструкций проволока 1,2 мм снижает время сварки за счет более высокой скорости подачи и мощной дуги.
Выбор диаметра проволоки должен учитывать также тип сварочного аппарата и режим работы: аппараты с ограниченной мощностью лучше работают с меньшим диаметром проволоки.
Правильный подбор толщины проволоки оптимизирует качество шва, уменьшает риск дефектов и обеспечивает экономию материала.
Особенности флюсовой проволоки для полуавтоматической сварки
Флюсовая проволока предназначена для сварки нержавеющей стали без использования защитного газа. В её составе содержится внутренний флюс, обеспечивающий защиту сварочной ванны от окисления и загрязнений воздуха. Это позволяет работать в условиях отсутствия внешней газовой защиты, упрощая процесс и снижая затраты на оборудование.
- Диаметр проволоки для нержавейки обычно выбирается в диапазоне 0.8–1.2 мм. Более тонкая проволока подходит для тонколистовых конструкций, толстая – для сварки элементов с толщиной свыше 3 мм.
- Флюсовая проволока из нержавейки содержит легирующие элементы, такие как хром (16–20%) и никель (8–12%), что обеспечивает высокую коррозионную стойкость шва.
- Внутренний флюс обычно состоит из оксидов и карбонатов, которые при горении формируют газовую защиту и шлаковый слой, предотвращающий контакт расплава с кислородом и азотом воздуха.
- Температура плавления флюсовой проволоки примерно соответствует температуре нержавеющей стали, что снижает риск перегрева и деформаций в зоне сварки.
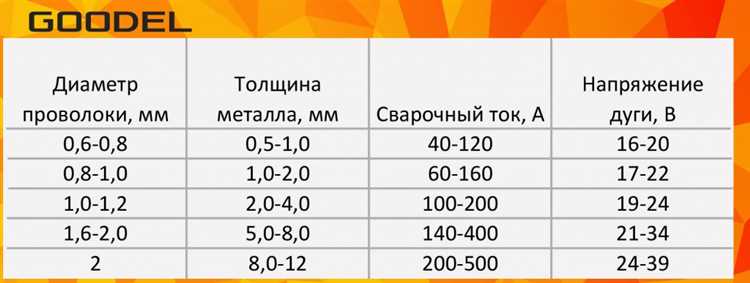
- При сварке рекомендуется использовать напряжение и силу тока, соответствующие диаметру проволоки: для 0.8 мм – 80–110 А, для 1.0 мм – 100–140 А, для 1.2 мм – 120–160 А.
- Флюсовая проволока требует точной настройки подачи проволоки и режима сварки, чтобы обеспечить стабильное горение дуги и качественный шов без пор и трещин.
Использование флюсовой проволоки особенно эффективно при работе на улице или в плохо проветриваемых помещениях, где применение газовой защиты затруднено или невозможно. Для достижения оптимального результата необходимо контролировать чистоту поверхности металла и избегать попадания влаги на проволоку и детали перед сваркой.
Температурные режимы и влияние на выбор проволоки

При сварке нержавеющей стали без газа важно учитывать температурный режим, так как он напрямую влияет на свойства сварного шва и поведение проволоки. Температура плавления аустенитной нержавейки обычно находится в диапазоне 1400–1450 °C, однако локальная температура в зоне сварки достигает 1600–1700 °C.
Для полуавтоматической сварки без газа флюсовая проволока должна обеспечивать стабильное плавление при напряжённости тока от 150 до 300 А. Проволока с составом, близким к свариваемому металлу (например, марки 308L для аустенитных сталей), сохраняет стабильность при температуре сварочной ванны около 1600 °C, предотвращая образование трещин и пор.
При работе с тонкими листами (0,5–2 мм) температурный режим требует контроля минимального перегрева, поэтому выбирают проволоку диаметром 0,8 мм с пониженным выделением тепла. Для толстых конструкций (от 4 мм) рекомендуется проволока диаметром 1,0–1,2 мм с высоким содержанием легирующих элементов, которые повышают жаростойкость шва.
Проволока с высоким содержанием никеля улучшает устойчивость к термическому расширению и уменьшает риск горячих трещин при высокой температуре. В условиях отсутствия защитного газа температура сварочной ванны влияет на активность флюса: флюсовые компоненты должны эффективно защищать расплав от окисления при температурах до 1700 °C.
Выбор проволоки с соответствующим химическим составом и диаметром обеспечивает оптимальный температурный баланс, что критично для сохранения коррозионной стойкости и механической прочности сварного соединения без дополнительной газовой защиты.
Как определить качество и происхождение сварочной проволоки

Перед покупкой сварочной проволоки для нержавейки без газа важно установить не только её соответствие марке стали, но и убедиться в происхождении и качестве партии. Один из ключевых признаков – наличие маркировки, нанесённой непосредственно на катушку или упаковку. Она должна содержать обозначение типа проволоки (например, ER308L-FC), номер партии, диаметр, страну производства и дату выпуска. Отсутствие маркировки – весомый повод отказаться от покупки.
Уважаемые производители прилагают паспорт качества или сертификат соответствия. В документе указываются химический состав и механические характеристики проволоки, а также стандарты, которым она соответствует (например, AWS A5.22 или ГОСТ Р ISO 14343). Несоответствие данных паспорта стандартам – признак подделки или брака.
При визуальной проверке важно обратить внимание на однородность поверхности: наличие трещин, сколов флюса, коррозии или масляных загрязнений недопустимо. Проволока с неравномерной обмазкой или неровной намоткой, как правило, даёт нестабильную дугу и повышенный разбрызг.
Косвенным показателем происхождения и качества может служить упаковка. Заводская пластиковая или металлическая катушка с заводским логотипом, пломбой или голограммой надёжнее безымянных картонных шпуль. Надписи на упаковке должны быть чёткими, без орфографических ошибок – их наличие указывает на кустарное происхождение продукции.
Если нет уверенности в оригинальности товара, стоит запросить у продавца ИНН и ОГРН поставщика, а также проверить компанию через открытые реестры. Добросовестные поставщики не скрывают информацию о себе и сотрудничают напрямую с производителями или официальными дистрибьюторами.
Наконец, критически важно протестировать проволоку перед использованием в реальной сварке. Даже при наличии всех документов некоторые партии могут иметь скрытые дефекты – нестабильную плавку, пористость шва или растрескивание при остывании. Пробная сварка на контрольной заготовке позволяет выявить подобные проблемы до начала основного процесса.
Хочешь, я помогу с примерами маркировки проволоки, визуальной оценки качества или интерпретацией сертификатов соответствия?
Рекомендации по хранению и подготовке проволоки перед сваркой

Нарушения условий хранения сварочной проволоки для нержавейки могут привести к образованию оксидов и загрязнению поверхности, что снижает качество сварного шва. Особенно это критично при использовании флюсовой проволоки без защитного газа, где на чистоту металла приходится основная нагрузка по формированию шва.
- Храните проволоку в герметичной упаковке до момента использования. Оптимальная влажность в помещении – не выше 60% при температуре от +10 до +25 °C.
- Избегайте контакта с открытым воздухом при перепаде температур, чтобы не образовался конденсат. После переноса с улицы или из холодного склада выдержите катушку не менее 12 часов в тёплом помещении.
- При длительном хранении используйте влагопоглотители в местах размещения упаковок. Убедитесь, что картонные коробки не стоят на полу: размещайте их на деревянных поддонах минимум в 10 см от поверхности.
Перед началом работы важно провести подготовку проволоки, особенно если она была вскрыта или хранилась более месяца.
- Осмотрите поверхность проволоки на наличие ржавчины, потемнений или налёта. Любые следы окисления – причина для замены катушки.
- Промойте проволоку спиртовым составом (например, изопропанолом) при наличии мелких загрязнений. Протирание следует выполнять безворсовой тканью, не оставляющей следов.
- Очистите подающий механизм от старой пыли и металлизированного налёта перед загрузкой новой катушки. Засорённые ролики и направляющие ухудшают подачу и вызывают рывки.
- Проверьте отсутствие остаточной влаги на проволоке: флюсовые типы чувствительны к воде и требуют прогрева в сушильном шкафу при температуре 100–120 °C в течение 1–2 часов.
Соблюдение этих рекомендаций позволяет минимизировать включения и пористость шва, особенно при сварке без газа, где каждый дефект сразу отражается на прочности соединения.
Вопрос-ответ:
Можно ли использовать обычную проволоку без флюса для сварки нержавейки без газа?
Нет, обычная проволока без флюса не подходит для сварки нержавеющей стали в условиях отсутствия защитного газа. Без газа металл быстро окисляется, шов получается пористым и непрочным. Для таких работ применяют самозащитную порошковую проволоку, внутри которой находится флюс, создающий газовую защиту в процессе плавления.
Какой диаметр проволоки выбрать для сварки тонкой нержавеющей стали без газа?
Для тонких листов нержавейки (толщиной до 1,5 мм) обычно используют проволоку диаметром 0,8 мм. Более толстая проволока может перегреть металл и прожечь его. Выбор меньшего диаметра помогает снизить тепловложение и контролировать формирование шва. Однако многое зависит от параметров аппарата и конкретной марки стали, поэтому оптимально провести пробную сварку.
Как определить, подходит ли конкретная флюсовая проволока для нержавеющей стали?
На упаковке или в техническом описании производитель указывает, для каких типов стали предназначена проволока. Для нержавейки следует искать обозначения, содержащие марки 308L, 309L, 316L или их эквиваленты. Также стоит обратить внимание на наличие хрома и никеля в составе. Универсальные флюсовые проволоки для черных металлов не подходят — шов получится хрупким и корродирующим.
Сильно ли отличается качество шва при сварке нержавейки без газа по сравнению с использованием защитного газа?
Да, отличия есть. Сварка без газа обычно приводит к более грубому внешнему виду шва, может появиться больше брызг, а зона термического влияния шире. Тем не менее, при правильно подобранной проволоке и настройках аппарата можно получить прочное и герметичное соединение, особенно для бытовых и неответственных конструкций. Если важна эстетика или требуется максимальная коррозионная стойкость — предпочтительнее использовать защитный газ.





