Метчики №1 и №2 применяются для нарезания внутренней резьбы, но отличаются по конструкции, этапу применения и выполняемой функции. Понимание этих различий критически важно при подготовке отверстий под резьбу, особенно при ручной работе с деталями из различных металлов.
Метчик №1 – это первый инструмент в комплекте, предназначенный для начального прохода. Он имеет длинную заходную часть с 6–8 витками, что позволяет плавно начать процесс нарезания резьбы и снизить риск перекоса. Этот метчик удаляет часть материала, формируя заготовку под чистовую обработку.
Метчик №2 используется сразу после №1. Он имеет укороченный заход – обычно 3–5 витков, благодаря чему прорезает резьбу на полную глубину, доводя её до рабочего состояния. При этом он опирается на уже сформированную резьбовую канавку от первого метчика, обеспечивая точную геометрию и шаг резьбы.
Для стандартной метрической резьбы применение обоих метчиков последовательно особенно важно в случаях, когда требуется высокая точность посадки резьбового соединения. Исключение одного из них может привести к браку: например, при использовании только метчика №2 на глухом отверстии возможно заклинивание и повреждение заготовки.
При выборе метчиков необходимо учитывать материал детали: для твердых сплавов рекомендуются комплекты с дополнительным метчиком №3, но даже при двухметчиковом наборе строгое соблюдение последовательности обеспечивает стабильность результата и продлевает срок службы инструмента.
Чем отличается назначение метчика №1 от метчика №2 при нарезании резьбы
Метчик №1 используется для начального этапа нарезания резьбы. Его назначение – формирование первой трети профиля резьбы с минимальной нагрузкой на инструмент. Он имеет усиленную заходную часть с большим числом заходных витков (обычно 6–8), что обеспечивает плавное врезание в материал и уменьшает риск перекоса. Это особенно важно при работе с глухими отверстиями, где требуется высокая точность центровки.
Метчик №2 предназначен для продолжения нарезания после метчика №1. Его задача – формирование средней части резьбы, доведение профиля до необходимой глубины с частичным удалением оставшегося материала. У него укороченная заходная часть (3–5 витков), что делает его менее подходящим для первичного входа, но более эффективным для расширения уже сформированного канала. Применяется только после использования метчика №1, поскольку без предварительной нарезки он может соскальзывать и создавать брак.
В парной работе метчики №1 и №2 обеспечивают последовательную и равномерную нагрузку, предотвращают перегрев и продлевают срок службы инструмента. Замена одного другим недопустима – у них различная геометрия заходной части и разное распределение усилий.
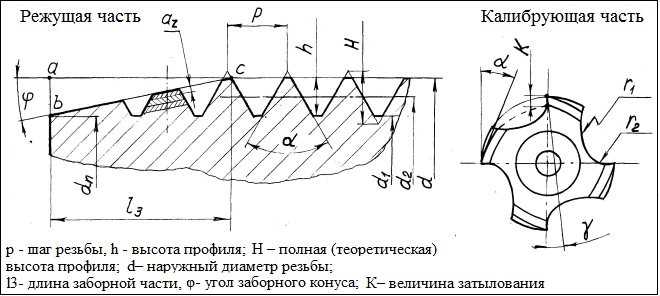
Как влияет форма режущей части на работу метчиков №1 и №2

Форма режущей части метчика напрямую определяет характер съёма металла, стабильность нарезания резьбы и качество получаемого профиля. Метчики №1 и №2 имеют различную геометрию заходной части, что отражается на их поведении при нарезке.
Метчик №1 (черновой) оснащён наиболее длинной заходной частью, состоящей из 6–8 витков. Такая форма обеспечивает плавный и постепенный вход в материал, снижает нагрузку на режущую кромку и минимизирует риск разрушения метчика при первом проходе. Благодаря распределению усилий по большей длине режущей кромки он особенно эффективен при работе с вязкими и труднообрабатываемыми материалами.
Метчик №2 (получистовой) имеет укороченную заходную часть – обычно 3–5 витков. Его задача – доформировать профиль резьбы после чернового прохода, убирая недорезанные участки и устраняя шероховатости. Более короткий заход обеспечивает точную работу в сформированном канале, но требует стабильного осевого усилия и строго соосного положения инструмента.
- Метчик №1 лучше адаптирован к снятию объёмного слоя материала;
- Метчик №2 обеспечивает точность и чистоту геометрии резьбы;
- Разная длина заходной части снижает общее сопротивление резанию при использовании метчиков поочерёдно;
- Ошибки в выборе формы режущей части приводят к заеданию, срыву резьбы или поломке инструмента.
При нарезке в глухих отверстиях предпочтение отдают метчику с более короткой фаской (№2), а для сквозных отверстий лучше использовать метчик №1, обеспечивающий оптимальное удаление стружки за счёт более пологой режущей части.
Разница в глубине и чистоте резьбы при использовании метчика №1 и №2
Метчик №1, выполняющий начальное формирование профиля, удаляет до 65–70% объема материала. Он формирует резьбу с неполной геометрией, чаще всего неглубокую, с заусенцами и шероховатой поверхностью на дне витков. Это допустимо на первом этапе, так как его основная задача – задание направления и первичной формы резьбы.
Метчик №2 используется на втором проходе и предназначен для уточнения профиля. Он снимает оставшийся материал, доводит резьбу до полной глубины, улучшает геометрию боковых граней и дна витка. После работы второго метчика глубина соответствует номинальному диаметру резьбы с допустимыми отклонениями, предусмотренными стандартами (например, ГОСТ 16093–2004).
Чистота поверхности также значительно повышается. Если после метчика №1 наблюдаются следы волочения, микроразрывы и задиры, то после прохождения метчика №2 резьбовая поверхность становится визуально гладкой, а шероховатость снижается до уровня Ra 3,2–1,6 в зависимости от материала и режима резания.
Для получения точной и чистой резьбы использование только метчика №1 недопустимо. Он не обеспечивает необходимой глубины и точности профиля. Метчик №2 критичен для доводки, особенно при работе с конструкционными сталями, где недоформированная резьба может привести к разрушению соединения.
Когда применять метчик №1, а когда метчик №2 – примеры из практики
Метчик №1 применяют на начальном этапе нарезания резьбы в сквозных или глубоких отверстиях, где важно обеспечить плавный заход инструмента. Его форма и количество заходных витков позволяют эффективно направить метчик в материал без излишнего усилия. Например, при изготовлении корпуса из стали 45 с глухими отверстиями глубиной более 20 мм сначала используют метчик №1, чтобы сформировать первичную резьбу и стабилизировать направление резьборезания.
Метчик №2 применяют после №1 для дорезания профиля до номинального размера и обеспечения точности по калибру. В случае сборки резьбовых соединений в алюминиевых деталях – например, при нарезании М6 в корпусе электроники – после прохода метчиком №1 необходим метчик №2, так как именно он формирует полноценную рабочую резьбу, способную выдерживать нагрузку при затяжке винтов.
Практический пример: при ремонте резьбового соединения в чугунной заготовке, где была повреждена только часть витков, достаточно использовать метчик №2, так как первичный профиль уже существует. Однако при создании нового резьбового отверстия под крепеж в твердом материале (например, нержавеющая сталь AISI 304), сначала обязателен проход метчиком №1, а затем метчиком №2 для доведения формы и размера.
Сравнение хода резьбы: первый проход метчиком №1 и доработка метчиком №2
Метчик №1 выполняет начальный проход, формируя основную геометрию резьбы с частичным профилем. Его режущая часть имеет удлинённый заход с большим числом заходных витков, что снижает нагрузку на каждый зуб и минимизирует риск скола кромок при первом врезании в материал. Глубина нарезаемого профиля на этом этапе составляет около 60–70% от конечной, что обеспечивает направленное центрирование инструмента и стабильность резания.
Метчик №2 применяется после завершения работы первым номером и предназначен для финального доведения резьбы до полной глубины и точности профиля. Заходной участок у него короче, количество режущих витков меньше, а режущие грани – более выраженные, что позволяет снимать остаточный припуск и формировать чистую поверхность резьбовой канавки. Этот этап устраняет возможные дефекты, оставленные после первого прохода, такие как частичная заусененность или недостаточная глубина.
Ход инструмента при применении метчика №1 более мягкий и плавный, с меньшим сопротивлением, что критично при работе с хрупкими или вязкими материалами. Метчик №2 работает при большей нагрузке, требует аккуратного позиционирования и стабильного усилия, чтобы избежать смещения оси и повреждения резьбы.
Для достижения наилучшего результата оба метчика должны использоваться строго последовательно. Пропуск одного из этапов нарушает геометрию профиля и может привести к некондиционной резьбе с повышенным износом при эксплуатации.
Роль каждого метчика в комплекте из трех: №1, №2 и №3

Метчик №1 отвечает за начальное формирование резьбы в отверстии. Он имеет более острые и агрессивные режущие кромки, что позволяет ему эффективно снимать основной слой материала и создавать предварительный профиль резьбы с минимальным усилием. Благодаря этому снижается нагрузка на инструмент и повышается точность дальнейшей обработки.
Метчик №2 используется для доработки резьбы после прохода метчика №1. Его режущая часть имеет менее агрессивный профиль, что позволяет устранить дефекты, шероховатости и отклонения, оставшиеся после первого прохода. При этом метчик №2 обеспечивает правильную геометрию профиля и увеличивает глубину нарезанной резьбы до проектных параметров.
Метчик №3 выполняет окончательное выравнивание и шлифовку резьбы. Его задача – придать резьбе высокую чистоту поверхности и точные размеры, что особенно важно для деталей с высокими требованиями к герметичности и посадке. Метчик №3 обычно имеет гладкую заточку и предназначен для финишной обработки без существенного снятия материала.
Использование всех трех метчиков в правильной последовательности обеспечивает оптимальное качество резьбы, продлевает срок службы инструментов и минимизирует риск брака. Нарушение порядка или пропуск одного из метчиков снижает точность и долговечность резьбы, что особенно критично в ответственных узлах.
Ошибки при выборе между метчиком №1 и №2 и их последствия

Выбор неправильного метчика – частая ошибка, влияющая на качество и срок службы нарезанной резьбы. Метчик №1 предназначен для первоначального прохода и формирования черновой резьбы, а метчик №2 – для чистовой доводки и повышения точности. Несоблюдение этой последовательности приводит к следующим проблемам:
- Использование метчика №2 на первом проходе:
Метчик №2 имеет меньший шаг резьбы и более тонкие зубья, поэтому при черновом нарезании он быстро забивается и ломается. В результате резьба получается неровной, с дефектами и повышенным усилием нарезания.
- Применение метчика №1 для чистовой обработки:
Метчик №1 не обеспечивает достаточной чистоты резьбы и точности диаметра. Это приводит к снижению герметичности соединения и ускоренному износу при эксплуатации.
- Пропуск этапа чернового нарезания метчиком №1:
Метчик №2 при нарезании без предварительного прохода №1 испытывает повышенную нагрузку, что ведёт к быстрому износу и повышенному риску поломки инструмента.
Для минимизации ошибок рекомендуется строго соблюдать назначение метчиков и порядок их использования:
- Начинать нарезание резьбы метчиком №1, обеспечивая правильную глубину и профиль черновой резьбы.
- После предварительного прохода выполнять чистовую обработку метчиком №2 для устранения дефектов и достижения точных размеров.
- Использовать соответствующую смазку и корректную скорость резания для каждого этапа.
Несоблюдение этих правил ведёт к увеличению затрат на инструменты и переработки, снижению качества готового изделия и повышению риска брака.
Вопрос-ответ:
В чем основное различие между метчиком №1 и метчиком №2 по назначению?
Метчик №1 предназначен для создания начальной резьбы в заготовке, он формирует чистовую основу, ориентированную на правильное направление и глубину. Метчик №2 используется для доработки и улучшения качества резьбы после прохода №1, обеспечивая более точные размеры и гладкую поверхность резьбы. Таким образом, первый метчик задаёт форму, а второй – доводит её до требуемых стандартов.
Какая разница в профиле резьбы, которую получают метчиками №1 и №2?
При работе метчиком №1 профиль резьбы получается с небольшими шероховатостями и незначительными отклонениями по глубине, так как этот инструмент ориентирован на основное формирование резьбы. Метчик №2 удаляет неровности и корректирует профиль, делая его более точным и гладким. Благодаря этому резьба становится ближе к стандартным параметрам, что положительно влияет на качество соединения и его прочность.
Можно ли использовать метчик №2 без предварительной обработки метчиком №1?
Использование метчика №2 без предварительного прохода метчиком №1 не рекомендуется. Метчик №2 более твёрдый и точный, что увеличивает нагрузку при нарезании резьбы. Без подготовленного канала резьба может получиться с дефектами, а сам инструмент быстрее изнашивается или ломается. Для надёжного результата важно сначала применить метчик №1, который аккуратно формирует начальную резьбу, после чего метчик №2 выполняет доработку.
Как влияет материал заготовки на выбор между метчиком №1 и №2?
Материал заготовки играет значительную роль при использовании метчиков. Для мягких металлов и сплавов метчик №1 обеспечивает аккуратный начальный рез, снижая риск деформации. В более твёрдых материалах метчик №1 должен быть прочнее и иметь соответствующую геометрию режущих кромок, чтобы избежать преждевременного износа. Метчик №2 в любом случае используется для доводки, но подбор конкретных инструментов зависит от твёрдости и структуры материала, чтобы обеспечить оптимальное качество резьбы без повреждений.