

Напильники с очень мелкой насечкой используются для точной и деликатной обработки металлов, пластмасс и твердых пород дерева. Такие инструменты позволяют снимать минимальный слой материала, контролируя процесс с высокой степенью точности. Они востребованы в слесарных, ювелирных и инструментальных работах, где грубая обработка недопустима.
Название напильника с самой мелкой насечкой – бархатный (или бархатный напильник). Он отличается минимальным шагом насечки и обозначается цифрой 0 или 00 в классификации ГОСТ. Насечка наносится очень густо, что делает поверхность инструмента почти гладкой на ощупь. Такой напильник подходит для чистовой доводки, устранения микронеровностей и подгонки сопряжённых деталей.
Для ориентировки при выборе важно учитывать число насечек на один сантиметр длины рабочей части. У бархатных напильников их может быть более 80 на 10 мм. Это делает их непригодными для быстрого съёма материала, но идеальными для финишной обработки, где важно сохранить форму и не повредить структуру заготовки.
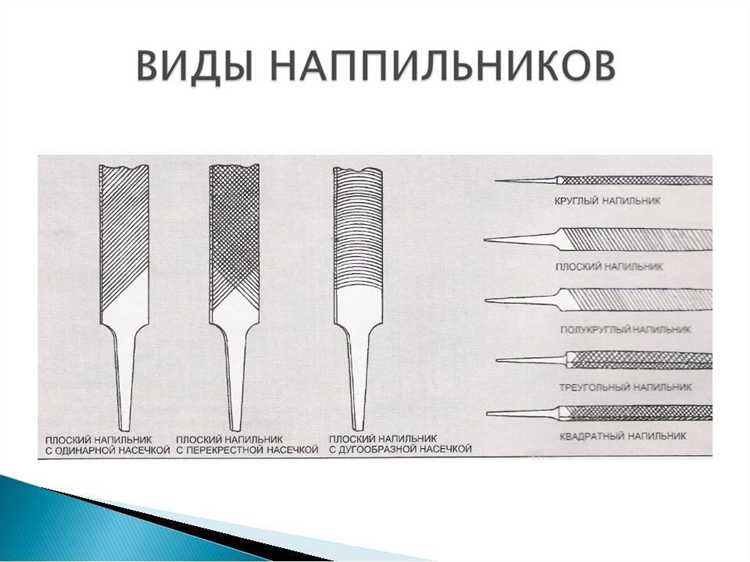
Бархатные напильники выпускаются в различных формах – плоские, круглые, треугольные, квадратные. Выбор формы зависит от геометрии обрабатываемой поверхности. Например, плоский бархатный напильник подходит для плоскостей и наружных граней, а круглый – для отверстий малого диаметра и вогнутых поверхностей.
Как обозначается мелкая насечка на напильниках по ГОСТ

Согласно стандарту ГОСТ 1465-80, напильники классифицируются по номеру насечки, который указывает на её степень крупности. Чем выше номер, тем мельче насечка и тем меньше металла снимается за один проход.
Для очень мелкой обработки применяются напильники с насечками №4, №5 и №6. Эти значения обозначают предельно мелкую нарезку зубьев. Насечка №4 считается тонкой, №5 – очень тонкой, а №6 – ультратонкой. Их используют при доводке и чистовой обработке, особенно в точной механике и приборостроении.
В маркировке изделия номер насечки указывается непосредственно после обозначения формы и длины напильника, например: НП-150-5, где «НП» – плоский напильник, 150 – длина в миллиметрах, 5 – номер насечки (очень мелкая).
ГОСТ также определяет предельное количество насечек на 1 см в зависимости от номера. Для №5 это от 75 до 85 нарезок на сантиметр. Это позволяет оценить степень точности обработки до её начала.
При подборе напильника с мелкой насечкой важно учитывать материал заготовки. Для твёрдых сплавов предпочтительнее насечка №4, для цветных металлов и мягкой стали – №5 и №6. Использование неподходящей насечки может привести к засорению режущей поверхности и снижению эффективности обработки.
Чем отличается бархатный напильник от других видов
Бархатный напильник отличается исключительно мелкой насечкой, что делает его единственным представителем группы напильников с максимально плотной рабочей поверхностью. По ГОСТ 1465–80 бархатный напильник соответствует 0 классу насечки – мельче, чем у всех остальных стандартных типов (от №1 до №5).
Главное отличие – предназначение: бархатный напильник применяется для чистовой и доводочной обработки, когда требуется минимальное снятие металла с высоким качеством поверхности. Он эффективен для работы с закалённой сталью, инструментальными сплавами, цветными металлами и пластмассами, когда важна высокая точность подгонки деталей.
По геометрии бархатные напильники выпускаются в основном плоскими, квадратными и треугольными с длиной рабочей части от 100 до 200 мм. Зубья практически не видны невооружённым глазом, а при проведении по заготовке создают эффект шлифования, а не строгания, как у грубых типов.
В отличие от швейцарских или надфилей с аналогичной зернистостью, бархатные напильники изготавливаются в соответствии с российскими стандартами и применяются преимущественно в слесарных и инструментальных цехах, а не в ювелирной обработке.
Из-за высокой плотности насечки рабочая поверхность быстро засоряется, поэтому для эффективного использования требуется частая очистка щеткой или специальным чистиком. Применение мела снижает залипание частиц в бороздках и продлевает срок службы инструмента.
Для каких работ применяют напильники с самой мелкой насечкой

Напильники с самой мелкой насечкой, известные как бархатные, применяются для окончательной доводки металлических и неметаллических поверхностей, где требуется минимальное снятие материала и высокая точность обработки. Они незаменимы при финишной подгонке сопрягаемых деталей, например, в приборостроении, часовой и ювелирной промышленности.
Использование бархатных напильников особенно эффективно при работе с твердыми сплавами, закалённой сталью и цветными металлами, где недопустимо появление заусенцев и глубоких рисок. Благодаря минимальной агрессивности насечки, можно обрабатывать кромки без риска повреждения геометрии или структуры материала.
В слесарной практике такие напильники применяются при притирке посадочных мест, зачистке прецизионных плоскостей и устранении следов механической обработки после шлифовки. Они также подходят для удаления микрозагрязнений и корректировки деталей в оптических механизмах, где любая неровность приводит к нарушению работы устройства.
Мелкая насечка исключает захват крупных частиц, поэтому инструмент рекомендуется использовать в сочетании с регулярной чисткой поверхности щеткой из латуни, чтобы избежать засорения и сохранить эффективность съёма. При работе вручную важно контролировать нажим: бархатный напильник не предназначен для интенсивного давления и работает максимально эффективно при мягких равномерных движениях.
Какие материалы обрабатывают бархатным напильником
Бархатный напильник применяют для работы с материалами, где требуется минимальное снятие слоя и высокая точность поверхности. Основная область использования – чистовая обработка деталей из мягких металлов: алюминия, меди, олова, цинка и их сплавов. Благодаря чрезвычайно мелкой насечке бархатный напильник позволяет обрабатывать такие материалы без риска задиров и повреждений структуры поверхности.
Также этот тип напильника используется при доводке изделий из цветных металлов, например, при подгонке латунных деталей в приборах точной механики или в ювелирном производстве. Работа по латуни и бронзе требует деликатного инструмента, который не оставляет глубоких следов – именно это обеспечивает бархатный напильник.
Помимо металлов, напильник с самой мелкой насечкой подходит для работы с твердыми пластмассами, такими как текстолит, фторопласт и оргстекло. При ручной обработке декоративных элементов из этих материалов важно сохранить чистоту кромок и избежать сколов – бархатный напильник позволяет выполнить эту задачу без применения электроинструмента.
Иногда бархатный напильник используют для окончательной доводки поверхностей из закаленной стали после шлифовки или правки наждаком. Однако такая работа требует уверенного контроля давления и направления движений, поскольку инструмент не предназначен для интенсивного съёма металла.
Применение бархатного напильника ограничивается именно финишной обработкой: если требуется снять значительный слой материала, используют напильники с более грубой насечкой. Важно помнить, что при работе с твёрдыми сталями и сплавами, особенно содержащими хром или никель, бархатный напильник изнашивается быстрее, поэтому такие задачи выполняют только при необходимости и на ограниченных участках.
Маркировка и числовые обозначения мелких насечек
Мелкие насечки на напильниках маркируются в соответствии с ГОСТ 1465-80. Числовое обозначение указывает класс насечки и степень её зернистости. Чем выше номер, тем мельче насечка и выше качество обработки поверхности. Для очень мелкой работы применяются напильники с насечкой №4 и выше.
Напильники с насечкой №4 имеют примерно 66–80 зубьев на 10 мм длины. Они подходят для точной доводки и чистовой обработки. Насечка №5 содержит уже 80–100 зубьев на том же участке и применяется при работе с твёрдыми сплавами, где недопустим даже минимальный съём лишнего материала.
Особо мелкие напильники, например бархатные, имеют насечку №6 или №7. В этих вариантах количество зубьев достигает 110–140 на 10 мм. Такие инструменты незаменимы при шлифовании деталей прецизионных механизмов и тонкой ювелирной доработке.
Маркировка насечки обычно указывается на хвостовике инструмента: цифра обозначает номер насечки, за ней может следовать буквенный код, указывающий форму или профиль (например, «П» – плоский, «К» – круглый). Правильное чтение маркировки позволяет точно определить назначение напильника и избежать ошибки при выборе инструмента.
Как выбрать напильник с нужной степенью насечки

Степень насечки напрямую влияет на скорость и качество обработки материала. Очень мелкая насечка применяется для тонкой доводки и шлифовки поверхностей без грубых царапин.
При выборе напильника с нужной степенью насечки учитывайте следующие параметры:
- Тип материала обработки: для мягких металлов и пластика оптимальны напильники с самой мелкой насечкой (например, бархатные или полуфинишные).
- Точность обработки: для ювелирных и точных работ выбирайте напильники с насечкой плотностью более 140 зубьев на дюйм (что соответствует очень мелкой насечке).
- Маркировка насечки: обращайте внимание на обозначения, например, «бархатный» или «супер-мелкий» – это указывает на минимальный размер зубьев.
- Форма и размер напильника: для мелких деталей рекомендуются узкие и тонкие модели с мелкой насечкой для удобства и точности.
Рекомендуется проверять насечку визуально или с помощью лупы – очень мелкая насечка выглядит как почти сплошная поверхность с едва заметными зубцами.
Используйте напильники с мелкой насечкой для окончательной обработки, когда требуется минимальный съем материала и высокое качество поверхности.
Уход и хранение напильников с мелкой насечкой
Напильники с очень мелкой насечкой требуют деликатного обращения из-за тонкой структуры режущих зубьев. Для сохранения эффективности инструмента важно предотвращать засорение и повреждения рабочей поверхности.
- Очистка после использования: применяйте специальную щетку с жесткой щетиной или проволочную щетку для удаления металлической стружки и загрязнений из насечки.
- Запрещается применять абразивные материалы или химические растворители, которые могут повредить поверхность или изменить твердость металла.
- Для удаления мелких частиц рекомендуется использовать сжатый воздух или мягкую кисточку, особенно при работе с цветными металлами, чтобы избежать образования окалины.
Хранение напильников должно исключать контакт с другими инструментами, способными повредить мелкую насечку:
- Используйте индивидуальные чехлы или пластиковые футляры, предотвращающие механические повреждения.
- Располагаете напильники горизонтально или в специальной кассете с ячейками для каждого изделия.
- Избегайте повышенной влажности и резких перепадов температуры, чтобы предотвратить коррозию.
Регулярное смазывание рабочей поверхности не рекомендуется, так как остатки масла затрудняют процесс работы и привлекают пыль. Если напильник используется редко, достаточно хранить его в сухом месте с контролируемым уровнем влажности.
Соблюдение этих правил продлит срок службы напильников с очень мелкой насечкой и обеспечит стабильное качество обработки материалов.
Аналоги бархатного напильника в зарубежной классификации
В международной практике бархатный напильник часто идентифицируется как «needle file» или «rasp file» с особо мелкой насечкой. В США и Европе термин «needle file» применяют к инструментам с очень тонкой и частой насечкой, аналогичной бархатной, что обеспечивает высокую точность обработки.
В немецкой системе классификации подобные напильники относят к разряду «Feinfeilensatz» или «Polierfeilen», где акцент делается на сверхмелкую зернистость и способность создавать гладкую поверхность без глубоких царапин. В англоязычных каталогах мелкая насечка обозначается как «extra fine» или «smooth cut».
При выборе аналога бархатного напильника в зарубежных каталогах важно обращать внимание на маркировку степени насечки, которая выражается в количестве зубьев на дюйм (TPI – teeth per inch). Для бархатного типа характерно значение свыше 140 TPI, что обеспечивает тонкую и деликатную обработку металла и других твердых материалов.
Для узкоспециализированных задач зарубежные производители предлагают наборы «needle files» с вариациями формы и самой мелкой насечкой, что позволяет подобрать инструмент максимально близкий к бархатному напильнику по функционалу и качеству обработки.
Вопрос-ответ:
Как правильно называется напильник с очень мелкой насечкой и в чем его отличие от обычных напильников?
Напильник с очень мелкой насечкой часто называют бархатным или мелконасечным. Его особенность заключается в том, что зубья на рабочей поверхности расположены очень близко друг к другу и имеют малую глубину. Это позволяет выполнять тонкую, деликатную обработку материалов, обеспечивая более гладкую поверхность без глубоких царапин, в отличие от стандартных напильников с крупной насечкой, которые снимают металл более грубо и быстро.
Для каких видов работ и материалов чаще всего применяют напильник с очень мелкой насечкой?
Напильник с мелкой насечкой используют для окончательной обработки деталей из металлов, таких как сталь, латунь, алюминий, а также для работы с пластиком и древесиной. Он незаменим при выравнивании поверхностей, подготовке к полировке или при точной подгонке деталей в ювелирном деле, часовом мастерстве и других сферах, где требуется высокая точность и аккуратность без повреждения материала.
Какие особенности конструкции влияют на качество обработки у напильника с очень мелкой насечкой?
Качество обработки зависит от нескольких факторов: твердости стали напильника, равномерности и глубины насечки, а также формы полотна. Мелкая насечка должна быть четко прорезана, чтобы зубья эффективно срезали тонкий слой материала, но не царапали поверхность слишком глубоко. Кроме того, жесткость полотна и удобство рукоятки влияют на точность работы и комфорт оператора.
Как правильно ухаживать за напильником с очень мелкой насечкой, чтобы сохранить его свойства надолго?
Для сохранения рабочих качеств необходимо регулярно очищать зубья от металлической стружки с помощью специальной щетки или иглы. Хранить напильник следует в сухом месте, избегая попадания влаги и ржавчины. Также рекомендуется использовать защитные чехлы или футляры, чтобы предотвратить повреждение насечки и механические деформации. При работе важно не прикладывать избыточное усилие, чтобы не забить мелкую насечку и не деформировать инструмент.





