

Рейсмус и фуганок – два различных станка, предназначенных для обработки древесины, но выполняют они принципиально разные задачи. Непонимание их функционала часто приводит к ошибкам при выборе оборудования для мастерской. Правильное сочетание этих инструментов позволяет добиться высокой точности и качества при изготовлении мебельных и строительных заготовок.
Фуганок применяется для выравнивания одной поверхности доски или бруска. С его помощью снимаются неровности, изгибы и скручивания. Основная цель – получить ровную, плоскую базовую плоскость, от которой в дальнейшем можно отталкиваться при обработке других сторон. Без фугования невозможна точная последующая работа на рейсмусе, поскольку тот ориентируется исключительно на уже подготовленную нижнюю сторону заготовки.
Рейсмус служит для строгания заготовки по толщине и получения параллельной верхней поверхности. Он не выравнивает доску по плоскости, а лишь делает её одинаковой толщины на всей длине, повторяя форму нижней базовой стороны. Если эта сторона изначально была кривой, рейсмус лишь воспроизведёт дефекты, что делает фуганок незаменимым этапом первичной подготовки материала.
Для эффективной работы с массивом древесины специалисты рекомендуют использовать оба станка поочередно: сначала фугование, затем рейсмусование. Такое сочетание обеспечивает стабильный результат, особенно при изготовлении щитов, рам и элементов точной столярки. Игнорирование одного из этапов чревато низким качеством подгонки деталей и дополнительными затратами на доработку.
Для чего используется фуганок при обработке древесины
Фуганок применяется для выравнивания одной базовой плоскости и создания прямого угла между кромкой и этой плоскостью. Он необходим на этапе подготовки необработанной доски к последующей точной обработке и строганию. Без фуганка невозможно получить стабильную геометрию заготовки, особенно если доска имеет изгиб или скручивание.
Основная задача фуганка – создание опорной поверхности, по которой в дальнейшем будет производиться обработка на рейсмусе или фрезере. При этом важно, чтобы одна сторона детали была идеально ровной и не имела перекосов. Только в этом случае возможно достичь высокой точности при дальнейших операциях.
Также фуганок позволяет добиться строгого прямого угла между базовой плоскостью и боковой кромкой. Это критично, например, при соединении щитов, сборке рам или подготовке заготовок для столярных изделий с точной подгонкой.
При работе с заготовками, имеющими кривизну, сначала снимается минимальный слой с выпуклой стороны, затем заготовка переворачивается, и обрабатывается другая сторона. Это позволяет устранить деформации и подготовить материал к точному строганию.
Фуганок незаменим при первичной обработке сырых или плохо распиленных досок, особенно когда требуется высокая точность и стабильность геометрии. Использование только рейсмуса без предварительной фугования может привести к копированию искривлений, а не к их устранению.
Назначение рейсмуса и особенности его применения
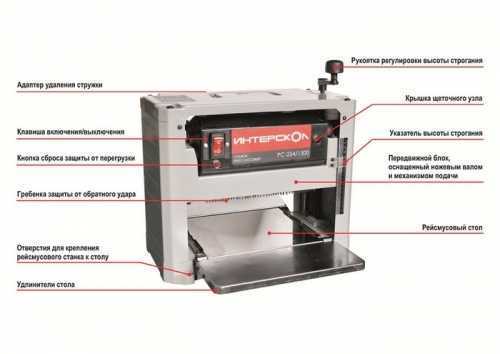
Рейсмус используется для точного придания заготовке заданной толщины по всей длине и ширине. Основная задача – снятие слоя материала с нижней стороны доски, уже прошедшей фугование, чтобы получить идеально параллельные поверхности. Это необходимо при производстве щитов, мебели, паркетной доски и других изделий, где критична геометрическая точность.
Для эффективной работы рейсмуса необходимо, чтобы одна сторона заготовки была предварительно выровнена на фуганке. Без этого подача материала через станок приведёт к неточным результатам и возможному застреванию. Рейсмус не устраняет кривизну, а лишь повторяет профиль базовой стороны.
При настройке важно учитывать глубину съёма: оптимально – 1–2 мм за один проход. Попытка снять больше увеличивает нагрузку на мотор, снижает качество поверхности и повышает риск обратного выброса. При обработке влажной древесины увеличивается вероятность засмолённости ножей и снижения точности, поэтому рекомендуется использовать материал с влажностью до 12%.
Дополнительное внимание следует уделить длине и ширине подающих столов. Для работы с длинными заготовками желательно наличие удлинителей, предотвращающих наклон доски и неравномерное снятие. Чтобы избежать продольных волн, необходимо регулярно контролировать остроту ножей и равномерность их установки.
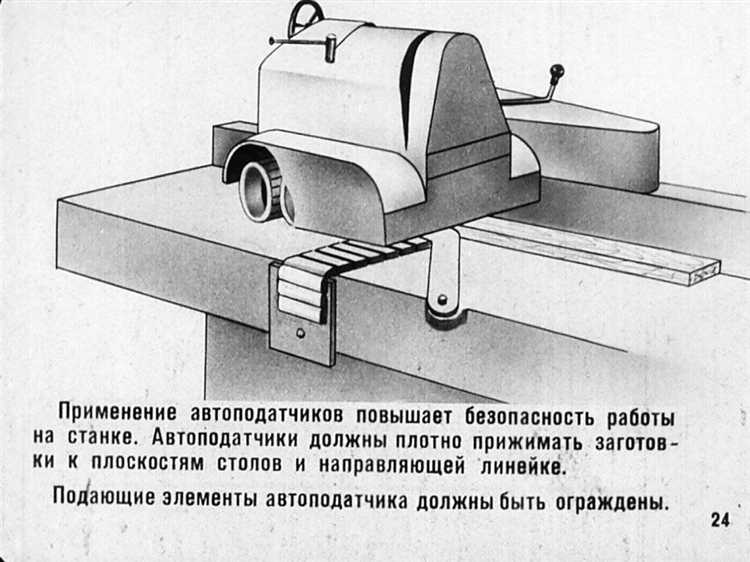
При серийной обработке досок одинаковой толщины следует использовать ограничитель подъёма стола и систему фиксации высоты. Это позволяет исключить колебания настроек и ускоряет процесс калибровки. Для повышения точности в небольших мастерских часто применяют самодельные или заводские каретки, обеспечивающие стабильную подачу материала без перекосов.
Как различается принцип работы рейсмуса и фуганка

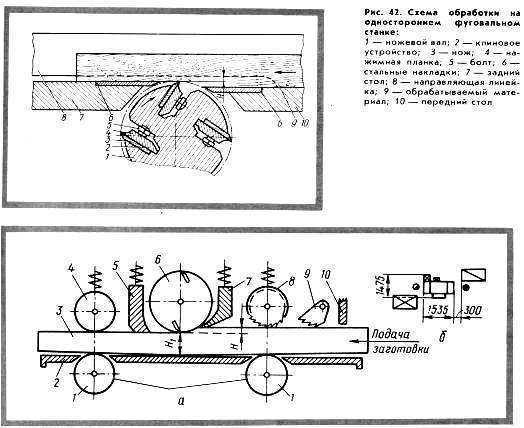
Фуганок выравнивает одну плоскость заготовки, устраняя кривизну, скручивание и перепады по толщине. Он оснащён длинной подошвой, которая скользит по поверхности древесины, а ножевой вал срезает выступающие участки. Заготовка подаётся вручную, и оператор контролирует равномерность обработки. Работа фуганком позволяет получить базовую плоскость и прямой угол на кромке.
Рейсмус снимает слой материала с уже выровненной нижней стороны, делая деталь одинаковой толщины по всей длине. Он работает по принципу автоматической подачи: заготовка перемещается между вальцами, а ножевой вал сверху срезает заданный слой. Нижняя поверхность при этом служит базовой опорой, поэтому без предварительного фугования рейсмус не исправит кривизну, а лишь продублирует её на верхней стороне.
Фуганок обеспечивает геометрию, рейсмус – стабильную толщину. Их принципиальное отличие – в способе опоры и направления реза: фуганок ориентируется на поверхность заготовки, а рейсмус – на стол подачи. Поэтому последовательность их использования критична для получения точных и ровных деталей.
Какие поверхности можно получить на фуганке и на рейсмусе

Фуганок обеспечивает получение строго плоской базовой поверхности. Он устраняет неровности, скручивание, винтообразность и другие геометрические дефекты заготовки. После прохода через фуганок деталь имеет ровную плоскость, выравненную по всей длине и ширине, но толщина её остаётся переменной, особенно если исходная заготовка была сильно деформирована.
Рейсмус, в отличие от фуганка, не формирует базовую поверхность, а копирует профиль нижней стороны заготовки. При этом он снимает материал по всей площади до достижения заданной толщины. Если предварительно не фуговать одну из сторон, рейсмус может повторить искривление или винтовую деформацию. Только после фугования рейсмус способен дать параллельную вторую плоскость.
На практике различие в типе получаемой поверхности выражается следующим образом:
- Фуганок – плоская, но не всегда параллельная противоположной стороне поверхность. Обеспечивает базу для последующих операций.
- Рейсмус – плоскость с заданной толщиной и параллельностью к нижней стороне. Качество напрямую зависит от предварительного фугования.
При обработке массива, содержащего сучки, направление волокон или смолы, фуганок может оставить более грубую поверхность из-за разрывов волокон. Рейсмус, благодаря одновременной обработке всей ширины детали, обеспечивает более однородное качество, но при неправильной подаче может вызвать вырывы и задиры.
Рекомендуется использовать последовательную обработку: сначала фуганком создать ровную опорную базу, затем – рейсмусом сформировать противоположную сторону с заданной толщиной и параллельностью. Такой подход даёт наиболее стабильный результат и чистовую поверхность, подходящую для дальнейшего шлифования или склейки.
Когда сначала используется фуганок, а когда – рейсмус
Фуганок применяется первым при обработке необработанных или искривлённых заготовок. Его задача – создать ровную базовую плоскость и прямой угол к кромке.
- Если заготовка имеет выпуклости, волнистости или перекосы, сначала выравнивают одну сторону на фуганке.
- Далее с помощью фуганка обрабатывают одну кромку, чтобы получить правильный угол 90° с ровной поверхностью.
- Только после этого заготовка подаётся в рейсмус для строгания противоположной стороны до нужной толщины.
Рейсмус не исправляет кривизну или перекосы, он лишь параллельно снимает слой с поверхности, ориентируясь на ту сторону, что лежит на столе. Поэтому если первая поверхность не была выровнена фуганком, рейсмус повторит все неровности.
- Фуганок – для создания ровной базовой поверхности и прямой кромки.
- Рейсмус – для получения точной толщины и параллельной противоположной поверхности.
В исключительных случаях, если заготовка уже имеет ровную поверхность с прямым углом (например, после заводской обработки), рейсмус может применяться сразу для точного снятия толщины без предварительной обработки фуганком.
Почему рейсмус не заменяет фуганок при первичной обработке
Фуганок предназначен для выравнивания и создания абсолютно плоской поверхности на необработанной доске. Его конструкция позволяет снять неровности, сколы и глубокие волны, обеспечивая точное прилегание заготовки к станине. Рейсмус же ориентирован на точное уменьшение толщины уже ровной заготовки и не справляется с сильными деформациями исходного материала.
При первичной обработке древесины важно устранить скрученности и перепады плоскости, чтобы дальнейшая обработка была стабильной и качественной. Фуганок благодаря фиксированной столешнице и режущему ножу по всей ширине детали обеспечивает необходимую геометрию, чего рейсмус не может гарантировать из-за ограничений по подаче и отсутствия фиксированной опорной поверхности.
Рейсмус работает с подачей детали между валками и снимает стружку равномерно по толщине, но при наличии искривлений или перепадов на заготовке он будет лишь копировать дефекты, создавая неравномерное снятие материала. Это ведёт к необходимости дополнительной подготовки поверхности на фуганке перед рейсмусованием.
Практическое правило: фуганок применяется для первичного выравнивания и правки кромок, а рейсмус – для калибровки толщины и создания параллельных плоскостей после выравнивания. Игнорирование этапа первичной обработки на фуганке снижает точность и качество конечного изделия, повышает износ инструмента рейсмуса и увеличивает риск брака.
Рекомендуется использовать фуганок на первой стадии обработки досок с неравномерной поверхностью, чтобы обеспечить стабильное положение заготовки при дальнейшей обработке на рейсмусе. Это обеспечивает максимально точное и качественное соблюдение размеров и геометрии изделия.
Требования к заготовке для подачи в рейсмус и фуганок

Перед подачей в фуганок заготовка должна иметь минимальное количество сучков, трещин и выпадающих волокон, чтобы обеспечить ровное и стабильное продвижение по столу и избежать застревания. Толщина и ширина должны быть достаточно большими для устойчивости – рекомендуемый минимум ширины 70 мм и толщины 15 мм. Длина должна позволять полностью опереться на столы подачи и приема, минимум 300 мм.
Поверхность заготовки перед фуганком допускается неравномерная, но не должна содержать крупных выступов или глубоких выбоин, способных вызвать удар по ножам и вибрации. Влажность древесины должна находиться в пределах 8–12% для стабильной обработки и предотвращения деформаций.
Для рейсмуса заготовка должна быть тщательно выровнена фуганком по одной стороне, чтобы обеспечить параллельность противоположных поверхностей. Рекомендуется подавать доску толщиной не менее 10 мм и шириной не менее 50 мм. Максимальная толщина подаваемой заготовки ограничена настройками рейсмуса и обычно не превышает 120 мм.
Поверхность, подающаяся в рейсмус, должна быть очищена от грязи, металлических включений и других посторонних предметов, которые могут повредить режущий механизм. Для предотвращения заклинивания и неровной подачи важно, чтобы заготовка не имела значительных изгибов и скручиваний.
Рекомендуется предварительно измерить и отметить толщину заготовки, чтобы избежать излишнего съема материала, что снижает качество и срок службы инструмента. При работе с влажной или свежесрезанной древесиной следует увеличить интервал между проходами и уменьшить глубину снятия стружки.
Что выбрать для мастерской: фуганок, рейсмус или комбинированный станок

Фуганок предназначен для выравнивания и получения идеально ровной плоскости на одной стороне заготовки. Его главная задача – подготовка исходного материала перед дальнейшей обработкой. Если мастерская ориентирована на работу с неотделанными досками и важна точность одного из этапов, фуганок будет незаменим.
Рейсмус используется для строгания заготовки до нужной толщины и получения параллельной поверхности противоположной стороне, обработанной на фуганке. Он позволяет быстро и с высокой точностью задавать толщину, что важно при изготовлении деталей с требованиями к размеру.
Комбинированный станок объединяет функции фуганка и рейсмуса, что экономит пространство и средства. Такой агрегат выгоден в условиях ограниченной площади мастерской или при невысокой интенсивности производства. Однако в сравнении с раздельными станками его производительность и точность могут быть ниже, особенно при интенсивной работе с большими объемами.
Выбор зависит от объема и специфики задач: для мелкосерийного производства и домашних мастерских комбинированный станок – оптимальное решение. Если требуется максимальная точность и высокая производительность, лучше использовать раздельный фуганок и рейсмус. Важно учитывать и особенности древесины – при работе с деформированными заготовками фуганок нужен обязательно, без него рейсмус может только усугубить дефекты.
Резюмируя, фуганок выбирают для подготовки и выравнивания, рейсмус – для установки точной толщины, комбинированный станок – для экономии пространства и бюджета при умеренных объемах обработки.
Вопрос-ответ:
В чем ключевое различие между рейсмусом и фуганком по принципу обработки древесины?
Фуганок используется для выравнивания одной плоской поверхности и создания прямого угла к смежной стороне заготовки. Он помогает устранить кривизну и неровности, подготавливая древесину для дальнейшей обработки. Рейсмус же служит для точного уменьшения толщины доски и выравнивания противоположной поверхности параллельно уже обработанной. Таким образом, фуганок обеспечивает геометрическую основу, а рейсмус — окончательную толщину и гладкость.
Можно ли использовать рейсмус вместо фуганка для первичной обработки досок?
Нет, рейсмус не подходит для первичной обработки. Он не способен устранить искривления и скосы, так как обрабатывает только параллельную плоскость и требует уже ровной поверхности для правильной работы. Без предварительной обработки фуганком рейсмус будет просто копировать изъяны, закрепляя дефекты. Поэтому сначала нужно применить фуганок для подготовки заготовки, а потом рейсмус для точной калибровки толщины.
Какие особенности заготовки необходимо учитывать перед подачей в рейсмус и фуганок?
Для фуганка важна длина и прямолинейность кромки, поскольку он служит для выравнивания плоскости и формирования ровного ребра. Заготовка должна быть достаточно длинной, чтобы ее можно было надежно зажать и направить ровно. Для рейсмуса главная задача — обработать заготовку с уже одной ровной плоскостью, поэтому перед подачей она должна иметь плоскую сторону и минимальные искривления, иначе станок не сможет обеспечить точность толщины и параллельность.
Какие типы поверхностей можно получить на фуганке и рейсмусе и чем они отличаются?
Фуганок создает идеально ровную и гладкую поверхность с прямыми углами, благодаря чему заготовка приобретает четкую геометрию. При этом поверхность получается плоской, но с шероховатостью, которая устраняется последующей шлифовкой. Рейсмус обеспечивает равномерную толщину по всей длине доски, поверхность становится гладкой и параллельной первой обработанной стороне, с высокой точностью. Таким образом, фуганок отвечает за форму, рейсмус — за толщину и однородность.
Что выбрать для мастерской: отдельный фуганок и рейсмус или комбинированный станок?
Отдельные станки обеспечивают более высокое качество и удобство настройки, поскольку каждый предназначен для своей задачи — фуганок для выравнивания, рейсмус для толщинометрии. Комбинированный станок занимает меньше места и дешевле в покупке, но может уступать в точности и скорости настройки. Если объем работ большой и важна точность, лучше иметь раздельные машины. Для домашней мастерской с ограниченным пространством и небольшим объемом комбинированный вариант может стать практичным решением.





