

Сварка медных проводов требует точности и знания особенностей материала. Медные жилы отличаются высокой теплопроводностью, что влияет на скорость нагрева и охлаждения при соединении. Для надежного контакта важно использовать сварочный аппарат с настройками, подходящими для меди, обычно это низкий ток – в диапазоне 50–70 ампер для проводов сечением до 2,5 мм².
Подготовка проводов начинается с тщательной очистки поверхности от оксидной пленки и загрязнений. Для этого используется мелкая наждачная бумага или металлическая щетка, после чего место соединения обезжиривается спиртом. Важно обеспечить плотный контакт между жилами – их скрутка или совмещение без зазоров значительно повышает качество сварки и снижает сопротивление соединения.
Выбор метода сварки зависит от доступного оборудования. Для бытовых условий чаще всего применяют точечную сварку или сварку встык с использованием специального припоя и флюса, который предотвращает окисление. Недопустимо перегревать провода – температура выше 1083 °C приведет к деформации меди и ухудшению проводимости. Рекомендовано проводить сварку в хорошо проветриваемом помещении с использованием защитных средств для рук и глаз.
Выбор подходящего типа сварки для медных проводов
Для сварки медных проводов дома оптимально подходят два метода: пайка и точечная сварка. Пайка с использованием припоев на основе олова и меди обеспечивает прочное и проводящее соединение при температуре около 250–350 °C. Рекомендуется применять флюсы, содержащие канифоль или активаторы для меди, чтобы удалить оксиды и улучшить смачивание металла.
Точечная сварка применяется реже в бытовых условиях, так как требует специализированного оборудования. Она обеспечивает надежный контакт без применения дополнительных материалов, используя электрический ток и давление. Этот метод эффективен при соединении тонких проводов сечением до 2,5 мм².
Аргонно-дуговая сварка для меди в домашних условиях нецелесообразна из-за сложности настройки и высокой температуры, что повышает риск повреждения изоляции и перегрева провода.
При выборе способа сварки учитывайте толщину провода: для жил до 1,5 мм² пайка будет оптимальной, для проводов более 2,5 мм² предпочтительнее механические соединения или профессиональная сварка. Важна тщательная очистка поверхности перед соединением, так как окислы существенно снижают качество контакта.
Подготовка медных проводов перед сваркой

Для обеспечения качественного соединения необходимо тщательно очистить концы проводов. Удалите изоляцию на длину не менее 3 см с помощью специализированного стриппера, избегая повреждений жилы. Оголённые жилы очистите механическим способом: используйте мелкозернистую шлифовальную губку или наждачную бумагу с зерном 320–400 для удаления окисной плёнки и загрязнений. После очистки протрите поверхность спиртом или ацетоном, чтобы удалить остатки жира и пыли.
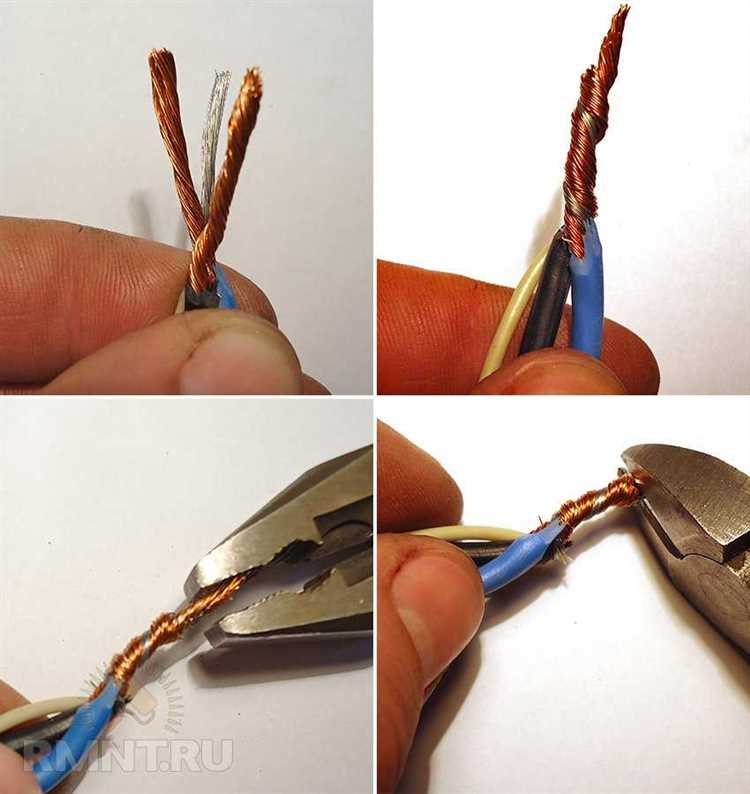
Для обеспечения хорошего контакта жилы должны быть ровными и без деформаций. При необходимости аккуратно выпрямите провода плоскогубцами или вручную, избегая переломов жилы. Соединяемые концы рекомендуется слегка скрутить, чтобы исключить рассыпание жил и обеспечить плотный контакт при сварке.
Перед сваркой провода должны быть сухими и не иметь следов коррозии. При необходимости обработайте их химическим средством на основе кислот, например флюсом, чтобы предотвратить образование оксидов во время нагрева и улучшить проводимость сварного шва.
Инструменты и материалы для домашней сварки меди

Для качественного соединения медных проводов потребуется специализированное оборудование и материалы, обеспечивающие надежность контакта и устойчивость к коррозии.
- Паяльник мощностью 40-60 Вт с регулируемой температурой. Оптимальная температура для пайки меди – около 350–400 °C. Лучше выбирать модели с керамическим нагревателем для стабильности температуры.
- Припой с флюсом на основе канифоли (например, марки ПОС-61). Для меди важен припой с содержанием олова и свинца, обеспечивающий хорошую смачиваемость и прочность шва.
- Флюс активный – дополнительно наносится на поверхность меди для удаления окислов и улучшения смачиваемости припоя. Рекомендуется использовать спиртовой флюс или специализированные пасты для меди.
- Механический очиститель – мелкозернистая наждачная бумага (320–400 grit) или стальная щетка для удаления окислов и загрязнений с поверхности проводов перед пайкой.
- Клещи или мини-газовый резак – для при необходимости удаления изоляции с проводов без повреждения медной жилы.
- Термостойкая подставка для паяльника – обеспечивает безопасность и удобство при работе.
- Защитные перчатки и очки – предотвращают ожоги и защитят глаза от искр и капель расплавленного припоя.
Дополнительные рекомендации:
- Перед пайкой очистить провода до блеска, удалить всю изоляцию и окислы.
- Использовать минимальное количество флюса – избыток ухудшает качество шва и приводит к коррозии.
- Обеспечить стабильное соединение проводов, предварительно скрутив их для плотного контакта.
Техника безопасности при работе с медными проводами и сварочным аппаратом

Перед началом сварки убедитесь в исправности изоляции проводов и отсутствии механических повреждений. Рабочее место должно быть сухим, хорошо проветриваемым и свободным от горючих материалов. Медные провода проводят электрический ток очень эффективно, поэтому важно использовать сварочный аппарат с исправной заземляющей системой.
Обязательно надевайте защитные средства: сварочную маску с фильтром не ниже DIN 10 для защиты глаз от ультрафиолета и инфракрасного излучения, огнеупорные перчатки, а также одежду из плотного негорючего материала. Во время сварки избегайте контакта голой кожи с проводами и сварочными электродами, чтобы не получить ожог или электротравму.
Используйте кабели с сечением, соответствующим мощности сварочного аппарата, чтобы избежать перегрева и возможного короткого замыкания. Перед началом работ отключите питание на электросети, если это возможно, и всегда следите за тем, чтобы провода не касались друг друга до сварки.
После завершения сварочного процесса дайте соединению остыть не менее 5 минут, прежде чем подвергать его механическим нагрузкам. Не прикасайтесь к зоне сварки без защитных перчаток до полного остывания – температура может превышать 500°C. Для проверки качества соединения используйте мультиметр, убедитесь в отсутствии коротких замыканий и прочности контакта.
Не допускайте работы в замкнутых, плохо проветриваемых помещениях без принудительной вентиляции, так как выделяющиеся при сварке пары могут быть токсичны. При работе на улице следите за сухостью поверхности и избегайте сварки во время дождя или высокой влажности.
В случае возникновения искрения, запаха горелой изоляции или других признаков перегрева немедленно прекратите работу и проверьте исправность оборудования и состояние проводов. Соблюдение этих правил минимизирует риск травм и повреждений оборудования.
Пошаговая инструкция сварки медных проводов вручную
1. Подготовка инструментов и материалов. Необходимы паяльник мощностью от 60 Вт с керамическим нагревателем, припой с содержанием серебра (не менее 2%), флюс на основе канифоли, наждачная бумага или шкурка с зернистостью 120-150, бокорезы и кусачки для зачистки.
2. Зачистка проводов. Срежьте изоляцию на длину 2-3 см. Удалите окислы и загрязнения с оголённой части наждачной бумагой до металлического блеска. Провода должны быть полностью чистыми для качественного контакта.
3. Скручивание концов. Совместите оголённые участки и плотно скрутите между собой ровным и плотным витком. Скрутка обеспечивает механическую фиксацию и улучшает теплопередачу.
4. Нанесение флюса. С помощью кисточки или зубочистки нанесите слой флюса по всей поверхности скрутки. Флюс предотвращает образование окислов и улучшает растекание припоя.
5. Прогрев и пайка. Разогрейте паяльник до 350-400 °C. Прикасайтесь жалом к скрутке и одновременно подавайте припой так, чтобы он равномерно растекался, полностью покрывая контакт. Излишек припоя удалите, чтобы не было комков.
6. Охлаждение и проверка соединения. Дайте соединению остыть без движений. Проверьте прочность и целостность пайки, потянув провода в разные стороны – соединение должно оставаться жёстким и целым.
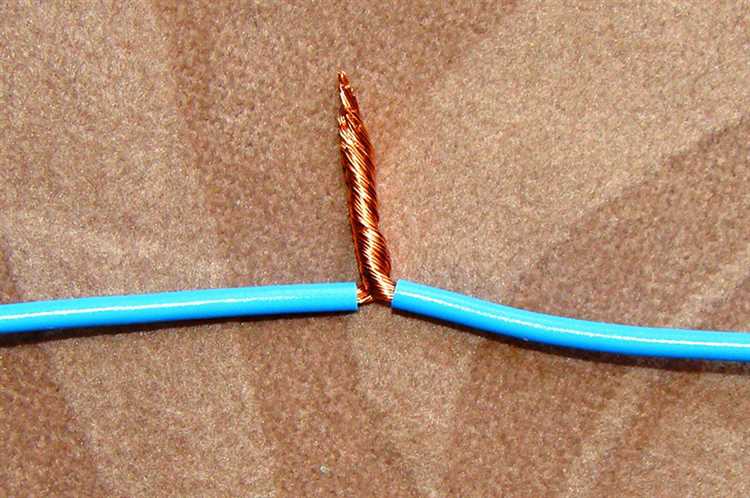
7. Изоляция. После охлаждения обмотайте место пайки термоусадочной трубкой или изолентой, чтобы исключить короткое замыкание и повысить долговечность соединения.
Проверка качества и надежности сварного соединения
После сварки медных проводов необходимо провести контроль на механическую прочность и электрическую проводимость. Для механической проверки аккуратно потяните провода в разных направлениях, чтобы убедиться, что соединение не рассыпается и не ослабевает. Сварное место должно сохранять жесткость, без признаков расслоения или трещин.
Электрическую проводимость проверяют с помощью мультиметра в режиме измерения сопротивления. Допустимый уровень сопротивления сварного соединения не должен превышать 0,001 Ом для проводов сечением до 2,5 мм². Если сопротивление выше, это указывает на плохой контакт, требующий повторной сварки.
Визуально сварное соединение должно иметь однородную структуру без явных прожогов или непроплавленных участков. Цвет зоны сварки – ярко-медный, без потемнений или окислов, что свидетельствует о правильной температуре и чистоте поверхности перед сваркой.
Для дополнительной проверки надежности рекомендуется провести термоциклический тест: несколько раз нагрейте соединение до температуры около 100°C с последующим охлаждением. Отсутствие трещин и изменений в электропроводности подтверждает долговечность сварки.
Устранение распространённых проблем и дефектов сварки меди
Основная причина неплотных соединений – недостаточный нагрев металла. Для меди оптимальная температура сварки достигается при прогреве проводов до 400–450 °C. Если температура ниже, припой плохо растекается, образуются поры и трещины. Решение – увеличить мощность паяльника или держать соединение на огне дольше, избегая перегрева.
Появление окислов на поверхности меди препятствует адгезии припоя. Перед сваркой следует тщательно очистить провода металлической щёткой или мелкозернистой шлифовальной бумагой, а затем обезжирить спиртом. Использование флюса на основе канифоли предотвращает образование окислов во время нагрева и улучшает смачивание.
Если сварка получается хрупкой и быстро разрушается при механическом воздействии, вероятно, выбран неподходящий припой. Для меди подходят припои с содержанием серебра или медно-цинковые сплавы, обеспечивающие прочность и электропроводность. Избегайте чисто свинцовых или низкосеребряных припоев.
Появление трещин внутри соединения чаще связано с резким охлаждением. Для уменьшения внутреннего напряжения после сварки рекомендуется дать соединению остывать естественным образом при комнатной температуре, не погружая его в воду или холодные растворы.
Если сварка имеет вид «холодного» шва – тусклый и рыхлый, – это признак недостаточного контакта и низкой температуры. Повторная зачистка контактов и добавление небольшого количества припоя улучшит качество. Также следует обеспечить плотное прижатие проводов друг к другу во время пайки.
Вопрос-ответ:
Какие инструменты нужны для сварки медных проводов в домашних условиях?
Для работы потребуется паяльник мощностью от 40 до 60 Вт, припой с флюсом или без, спиртовая салфетка для очистки проводов, а также держатель или третий лишний инструмент для фиксации проводов. Иногда используют канифоль или специальные пасты для улучшения качества соединения.
Как подготовить медные провода перед началом сварки?
Перед сваркой необходимо очистить концы проводов от изоляции и загрязнений. Для этого оголённые участки следует аккуратно очистить наждачной бумагой или мелкой металлической щёткой до блестящего состояния. Если остаётся окисленная плёнка, её можно удалить при помощи спирта или ацетона, чтобы обеспечить лучший контакт и надёжность соединения.
Как избежать перегрева проводов во время пайки?
Перегрев происходит, если слишком долго держать паяльник на проводе или использовать слишком мощный инструмент. Чтобы этого не допустить, паяльник должен быть хорошо прогрет, а процесс пайки — быстрым: достаточно всего нескольких секунд для расплавления припоя. Также важно не держать паяльник под углом, из-за чего тепло распределяется неравномерно и можно повредить изоляцию рядом с местом соединения.
Какой припой лучше выбрать для соединения медных проводов?
Для медных проводов чаще всего используют припой на основе олова с добавлением свинца (например, ПОС-61), так как он хорошо течёт и обеспечивает прочное соединение. В последнее время популярны бессвинцовые припои, они экологичнее, но требуют немного более высокой температуры пайки. При выборе также стоит учитывать наличие флюса: некоторые припои идут с ним внутри, что упрощает работу.
Можно ли сварить медные провода без специального оборудования, например, с помощью обычной зажигалки?
Пайка медных проводов с помощью зажигалки или другого огня малопригодна и небезопасна. Пламя не обеспечивает равномерный нагрев, что может привести к плохому соединению и повреждению изоляции. Кроме того, в домашних условиях лучше использовать паяльник — он даёт точный и контролируемый нагрев, что важно для качественного результата.





