Сборка литиевых аккумуляторов требует точечной сварки для надёжного соединения контактных пластин с элементами. Ручная пайка может привести к перегреву, разрушению электролита и снижению ёмкости. Сварочный аппарат, адаптированный под низковольтную сварку с высокой силой тока, решает эту задачу безопасно и эффективно.
Основу самодельного сварочного устройства составляет трансформатор с мощностью не менее 500 Вт, переделанный для работы на пониженном напряжении (обычно 2–5 В) при токах до 800–1200 А. Для первичной обмотки используют стандартную обмотку трансформатора, вторичную перематывают толстыми медными шинами или кабелем сечением от 50 мм². Это обеспечивает минимальные потери и достаточную силу тока для качественной сварки никелевых лент толщиной 0,1–0,2 мм.
В качестве управляющего элемента целесообразно применять тиристорный или MOSFET-контроллер с точной настройкой времени импульса (от 5 до 50 мс). Это позволяет избежать прожога элементов и гарантирует стабильное качество соединения. Управление может быть реализовано через микроконтроллер, например, Arduino, с кнопкой активации и цифровым дисплеем для контроля параметров.
Для электродов используют медные стержни диаметром 6–8 мм, заострённые на концах. Их крепят в корпусе из диэлектрического материала, обеспечивая надёжную фиксацию и стабильное давление на сварочную точку. Эффективность аппарата напрямую зависит от сопротивления контактов – его следует минимизировать за счёт качественной сборки и пайки всех соединений.
Выбор типа сварки: трансформаторная или импульсная для домашних условий
При сборке точечной сварки для литиевых аккумуляторов в домашних условиях основной выбор – между трансформаторной и импульсной схемой. Оба варианта имеют чёткие технические отличия, определяющие их применимость и эффективность.
Трансформаторная сварка основана на снижении сетевого напряжения до 1–2 В с увеличением тока до 800–1500 А. Обычно используется трансформатор от микроволновой печи (МOT) с перемотанной вторичной обмоткой. Такой аппарат способен пробивать 0,15–0,2 мм никелевую ленту, но требует термостойких кабелей большого сечения, хорошего охлаждения и защиты от перегрева. Вес конструкции может превышать 10 кг, потребляемая мощность – до 1,5 кВт. Без качественного реле времени возникают проблемы с повторяемостью точек сварки.
Импульсная сварка использует накопление энергии в конденсаторах или аккумуляторах с последующим её кратковременным разрядом через сварочные электроды. Рабочее напряжение – 8–12 В, сила тока – до 1000 А, длительность импульса – от 1 до 20 мс. Преимущество – высокая точность: можно регулировать не только ток, но и длительность импульса. Такое устройство легче, компактнее (до 2 кг) и не требует мощной электросети. Недостаток – сложность сборки: нужна плата управления, MOSFET-транзисторы, точный таймер, термодатчики. Однако сварка получается аккуратной, минимизируется перегрев элементов.
Для дома предпочтительнее импульсный аппарат – он компактнее, безопаснее, требует меньше затрат на кабели и охлаждение. Трансформаторный подходит при наличии запасных деталей, навыков работы с силовой электроникой и потребности в сварке толстых лент или многократном цикле работы без пауз.
Подбор элементов питания: аккумуляторы, конденсаторы, блоки питания

Аккумуляторы используются как источник энергии в портативных сварочных аппаратах для литиевых ячеек. Оптимальный выбор – литий-полимерные или литий-ионные батареи 3S–4S (11.1–14.8 В) с токовой отдачей не ниже 30C. Например, аккумулятор 3S 2200 мА·ч с током разряда 66 А способен обеспечить кратковременную импульсную сварку толщиной до 0.2 мм. Ниже 20C использовать нецелесообразно – напряжение резко проседает при нагрузке, сварка нестабильна.
Конденсаторы важны для компенсации просадок напряжения и формирования резкого импульса. Электролитические конденсаторы ёмкостью от 4700 до 10000 мкФ на напряжение выше рабочего (минимум 25 В для 4S) включаются параллельно выходу. Чем ниже внутреннее сопротивление (ESR), тем лучше – предпочтительнее низкоимпедансные серии. Установка нескольких параллельно снижает суммарный ESR, улучшая форму импульса.
Блоки питания применяются в стационарных вариантах. Подходят импульсные модели с напряжением 12–16 В и током от 30 А. При выборе критичен запас по току – не менее 150% от расчетного. Например, для сварки током 100 А блок питания должен кратковременно выдерживать пиковую нагрузку. Хорошо подходят серверные БП от HP или Dell, способные отдавать до 60 А при 12 В. Обязателен шунтирующий конденсатор на выходе и стабилизация напряжения.
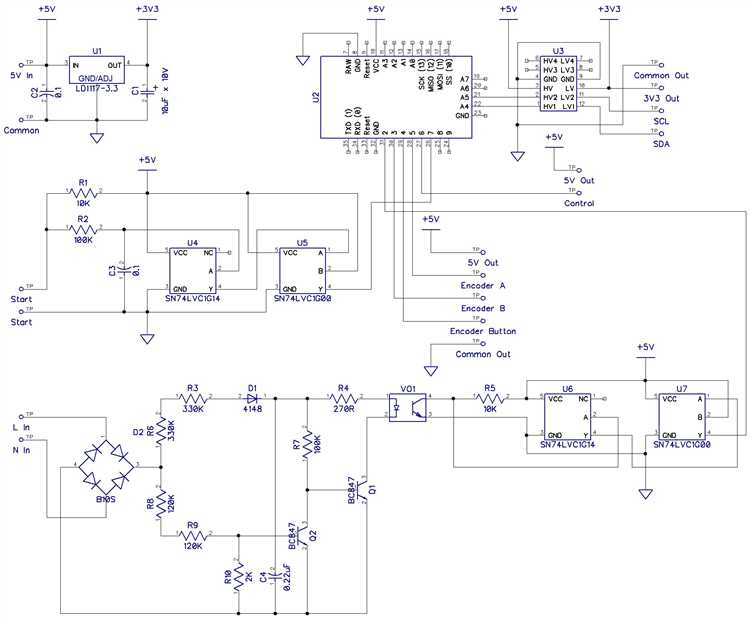
Схема подключения и компоненты: что понадобится для сборки
Основой самодельного сварочного аппарата для литиевых аккумуляторов служит импульсный источник тока, обеспечивающий короткий, но мощный разряд. Для этого используется мощный конденсаторный блок или аккумулятор с высоким током отдачи, например, Li-Po 3S на 11.1 В с током разряда от 30C.
Необходим триггер управления – кнопка или педаль, замыкающая цепь через силовое реле или MOSFET. Рекомендуемые транзисторы: IRF1405, IRF3205 или аналоги с током выше 100 А и низким сопротивлением канала. Для безопасного управления используется затворная защита с резистором 10–100 Ом и подтяжкой к массе.
Контактные электроды из медных стержней или графитовых наконечников подключаются к силовой части через провода сечением не менее 16 мм². Длина проводов минимальна, чтобы снизить сопротивление.
Пусковая схема собирается на базе NE555 или Arduino. NE555 настраивается в режиме моновибратора с временным интервалом 10–50 мс, регулируемым переменным резистором. При использовании Arduino реализуется точная подача импульса по нажатию кнопки с возможностью программной настройки длительности и задержки.
Для питания управляющей схемы требуется отдельный источник на 5 В или 12 В, в зависимости от логики. MOSFET подключается по схеме с открытым стоком, источник тока коммутируется между аккумулятором и электродами.
Дополнительно устанавливается шунт для контроля тока и индикатор готовности на светодиодах. Корпус из диэлектрического материала обеспечивает защиту и вентиляцию.
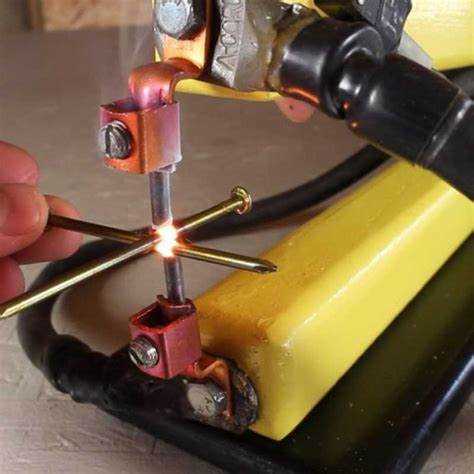
Изготовление электродов и держателя: материалы и способы крепления

Держатель электродов изготавливается из текстолита, плотного ПВХ или оргстекла толщиной от 5 мм. Материал не должен проводить ток и выдерживать нагрев до 100–120 °C. В держателе просверливаются отверстия под проводники, после чего медные отрезки вставляются и фиксируются термоклеем или эпоксидной смолой. Концы электродов должны выступать на 5–7 мм и располагаться параллельно с шагом 2–3 мм – это оптимальное расстояние для точечной сварки никелевых лент.
Крепление проводов к выходам сварочного импульсного модуля осуществляется пайкой с применением канифоли или флюса для меди. Для улучшения токоотдачи рекомендуется припаивать провода с минимальной длиной – не более 15 см. При необходимости применяются винтовые клеммы, но только с обеспечением плотного контакта, так как потеря даже 0,1 В критична для стабильной сварки.
Настройка тока и времени импульса для точечной сварки никелевых лент
- Для лент толщиной 0,1 мм устанавливайте сварочный ток в пределах 100–200 А. Импульс – 8–15 мс.
- Для лент 0,15 мм – ток 200–350 А. Импульс – 12–20 мс.
- Для 0,2 мм – ток от 350 А и выше. Импульс – 18–25 мс.
При использовании самодельного сварочника на базе трансформатора от микроволновки напряжение на выходе обычно 1,5–2 В. Для получения требуемого тока число витков во вторичной обмотке подбирается экспериментально – чаще всего достаточно 1–3 витков медного провода сечением 25–35 мм².
Для настройки времени используйте таймер на основе NE555, ардуино или специализированного контроллера. Порог срабатывания подбирается в реальных условиях с конкретным типом ленты. Начинайте с минимального времени и увеличивайте до появления надёжной сварочной точки без прожогов.
- Сначала проверьте сварку на пробной батарее. Тяните ленту плоскогубцами – контакт должен держаться, но отрываться без повреждения банки.
- Проверьте прогрев корпуса – он не должен быть ощутимым пальцами. Сильный нагрев – признак избыточного импульса.
- Осматривайте точку: она должна быть ровной, с чётким пятном, без деформации металла вокруг.
Избегайте многоимпульсного режима без необходимости – он увеличивает риск перегрева аккумулятора. Оптимальная настройка – один короткий, но мощный импульс с точным контролем тока и времени.
Проверка работоспособности на тестовых соединениях
Для оценки функциональности сварочного аппарата сначала выполните тестовую сварку на алюминиевой или никелевой полоске толщиной 0,15–0,2 мм. Подготовьте два отрезка длиной 5–7 см, очистите поверхность шлифовальной бумагой до матового состояния без загрязнений.
Настройте аппарат на ток 3–5 А и время импульса 8–12 мс. При первом запуске сварочного цикла убедитесь, что контактные электроды прижимаются равномерно и без излишнего давления, чтобы избежать деформации полосок.
Проверьте качество сварки визуально: соединение должно быть ровным, без прожогов и вздутий. Сварной шов при легком сгибе не должен трескаться или расслаиваться.
Измерьте сопротивление соединения мультиметром в режиме омметра – значение не должно превышать 0,01 Ом для никелевых полосок толщиной 0,15 мм. При значениях выше 0,02 Ом требуется повторная настройка параметров тока или времени.
Для оценки прочности механического контакта выполните аккуратное усилие на разрыв сварного шва: при правильной настройке полоски не должны отделяться при нагрузке около 1–2 кг.
Рекомендуется провести не менее 5 тестовых сварок подряд, чтобы проверить стабильность работы аппарата и отсутствие перегрева электродов. При выявлении ухудшения качества следует очистить и, при необходимости, заменить контакты.
Меры безопасности при сборке и использовании самодельного аппарата

Перед началом работы убедитесь в исправности всех электрических компонентов и отсутствии повреждений изоляции проводов. Используйте инструменты с изолированными ручками и держите руки сухими. Подключение должно выполняться через автомат защиты с номиналом, соответствующим силе тока аппарата.
Рабочее место оборудуйте неметаллической подставкой для аккумуляторов и сварочных электродов, избегая контакта с токопроводящими поверхностями. Обязательно применяйте защитные очки с фильтром не ниже DIN 5 для предотвращения повреждения глаз от искр и ультрафиолетового излучения.
При работе с литиевыми аккумуляторами контролируйте температуру – не допускайте превышения 60 °C, чтобы исключить риск теплового разгона. Следите за вентиляцией помещения, избегая скопления горючих паров и газов.
Используйте токовые клещи или мультиметр с соответствующим диапазоном для контроля величины сварочного тока, не допуская перегрузки цепи. После завершения работы отсоединяйте питание аппарата от сети и аккумуляторов для исключения случайных замыканий.
При сборке строго соблюдайте полярность соединений и избегайте коротких замыканий, проверяя каждое соединение тестером. Храните сварочный аппарат и литиевые элементы в отдельных, хорошо проветриваемых помещениях с уровнем влажности не выше 50%.
Вопрос-ответ:
Какой принцип работы сварочного аппарата для литиевых аккумуляторов своими руками?
Такой аппарат создаёт короткие, но мощные электрические импульсы, которые позволяют быстро и надёжно спаять тонкие металлические контакты аккумулятора. Основная задача – обеспечить минимальное термическое воздействие на аккумулятор, чтобы избежать его повреждения. Часто для этого используют трансформатор и систему управления временем подачи тока.
Какие материалы нужны для сборки самодельного сварочного аппарата для литиевых аккумуляторов?
В первую очередь необходим трансформатор с подходящими параметрами, высококачественные контакты для зажима аккумулятора, реле или тиристоры для управления током, а также элементы схемы управления, например, таймер. Для корпуса пригодятся изоляционные материалы, чтобы обеспечить безопасность при работе с аппаратом.
Как избежать перегрева аккумулятора при пайке контактных площадок?
Важно использовать короткие импульсы с контролируемой длительностью, чтобы тепло не успевало проникнуть глубоко внутрь батареи. Также помогает хорошее крепление деталей, чтобы минимизировать сопротивление на контактах и снизить излишний нагрев. Нельзя допускать многократное повторение сварки в одном и том же месте без перерыва.
Какие ошибки чаще всего встречаются при сборке такого аппарата своими руками?
Часто наблюдается неправильный выбор трансформатора или отсутствие нормальной регулировки времени подачи тока, из-за чего сварка получается либо слишком слабой, либо сжигает аккумулятор. Также иногда пренебрегают изоляцией, что приводит к короткому замыканию. Ошибкой бывает и использование неподходящих материалов для контактов, которые плохо проводят ток.
Можно ли использовать обычный сварочный аппарат для работы с литиевыми аккумуляторами?
Обычный сварочный аппарат создаёт слишком большой и продолжительный ток, что приводит к перегреву и порче аккумуляторов. Для работы с литиевыми батареями нужен аппарат с точным контролем импульса и минимальным временем подачи тока, чтобы избежать повреждений. Поэтому лучше применять специализированные устройства или собирать самодельный аппарат с учетом особенностей батарей.