

Лазерные технологии занимают значимое место в промышленности, медицине и научных исследованиях. В металлургии лазеры обеспечивают точную резку и сварку с минимальным термическим воздействием, что снижает деформацию изделий и повышает качество обработки. Мощность лазерных установок варьируется от нескольких ватт для микрообработки до сотен киловатт в тяжелом машиностроении.
В медицине лазеры применяются для фотокоагуляции, удаления опухолей и коррекции зрения. Например, эксимерные лазеры с длиной волны около 193 нм обеспечивают высокую точность абляции роговицы при лазерной коррекции зрения, минимизируя повреждения соседних тканей. В дерматологии активно используют лазеры на основе неодима (Nd:YAG) для удаления пигментных пятен и сосудистых образований.
Лазеры также востребованы в телекоммуникациях, где они служат источниками света в оптоволоконных системах передачи данных. Высокая стабильность длины волны и способность работать на различных частотах позволяют повысить скорость и качество передачи информации. В научных экспериментах лазеры применяют для спектроскопии, квантовой оптики и синхротронных исследований.
Для успешного внедрения лазерных технологий необходимо учитывать параметры излучения – длину волны, мощность, режим работы и качество пучка. Их выбор зависит от конкретной задачи и особенностей обрабатываемого материала. Практические рекомендации по подбору оборудования включают анализ типа лазера (газовый, твердотельный, волоконный), системы охлаждения и интеграцию с автоматизированными системами управления.
Лазерная резка металлов: выбор параметров и материалов
Для резки стали толщиной до 10 мм обычно используют волоконные лазеры с мощностью 1–3 кВт и длиной волны около 1,06 мкм. При увеличении толщины металла до 20 мм требуется мощность 4–6 кВт и высокоточный фокусировочный объектив с малым диаметром пятна для снижения теплового воздействия.
Выбор режима резки зависит от типа металла: для нержавеющей стали и алюминия применяют резку с подачей азота или аргона, чтобы избежать окисления кромок и улучшить качество среза. Для углеродистой стали чаще используют резку с кислородом, что ускоряет процесс за счет экзотермической реакции, но увеличивает зону термического влияния.
Скорость резки варьируется от 1 до 15 м/мин в зависимости от мощности лазера, толщины и типа металла. При работе с тонколистовым металлом (до 3 мм) оптимальны скорости ближе к верхнему диапазону, для толстолистового – снижают скорость для предотвращения дефектов.
Фокусное расстояние объектива выбирается с учётом толщины материала: короткое расстояние обеспечивает малый диаметр пятна и высокую плотность энергии, что необходимо для тонких металлов, а длинное – для резки толстых листов с меньшим риском прогорания.
Оптимальная ширина реза при использовании волоконного лазера составляет 0,1–0,3 мм. При увеличении мощности и толщины материала ширина может увеличиваться до 0,5 мм, что учитывается при подготовке чертежей и допусках изделий.
Параметры подачи газа необходимо адаптировать под конкретную задачу: избыточное давление может вызвать дефекты, а недостаток – снижение скорости и качества резки. Обычно давление кислорода составляет 0,4–0,6 МПа, азота – 0,6–0,8 МПа, что обеспечивает стабильное удаление расплавленного металла.
Использование лазеров в медицине для точечного лечения и диагностики

Лазеры применяются для удаления новообразований, сосудистых патологий и точечной коагуляции тканей с минимальным повреждением окружающих зон. В офтальмологии лазерная коагуляция сетчатки позволяет лечить ретинальные разрывы и диабетическую ретинопатию, снижая риск потери зрения. Для стоматологии характерна лазерная терапия кариеса и мягких тканей с уменьшением боли и сокращением периода восстановления.
В дерматологии используются эрбиевые и неодимовые лазеры для удаления пигментных пятен, сосудистых звездочек и рубцов. Лазерная эпиляция эффективно воздействует на волосяные фолликулы, снижая их рост. В онкологии применяют фотодинамическую терапию с лазерами, активирующими фотосенсибилизаторы, что приводит к избирательному разрушению опухолевых клеток.
Диагностические лазерные методики включают спектроскопию и флуоресцентное исследование тканей, позволяющие выявлять патологические изменения на ранних стадиях. В хирургии лазеры обеспечивают высокую точность разрезов и уменьшают кровопотерю, что особенно важно при операциях на головном мозге и позвоночнике.
Рекомендуется выбирать длину волны лазера в зависимости от типа ткани и цели воздействия: инфракрасные лазеры эффективны для глубокой коагуляции, а видимые и ультрафиолетовые – для поверхностных процедур. Контроль мощности и времени экспозиции снижает риск ожогов и осложнений. Для повышения точности используют системы навигации и визуализации в реальном времени.
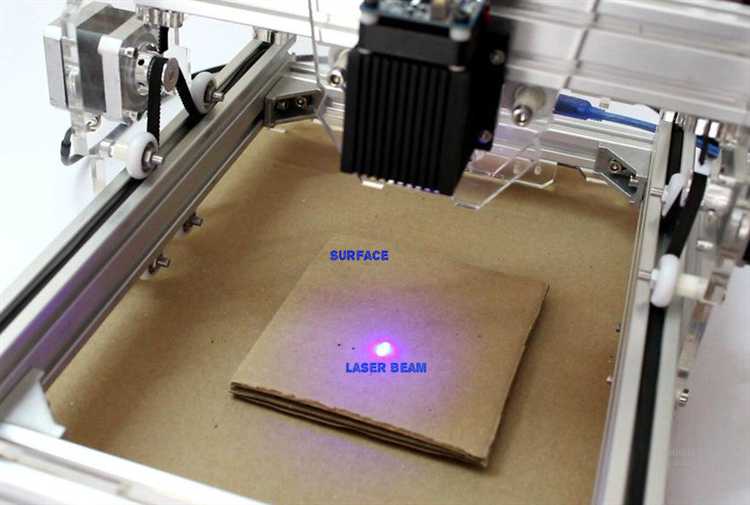
Лазерная гравировка на различных поверхностях: особенности технологии
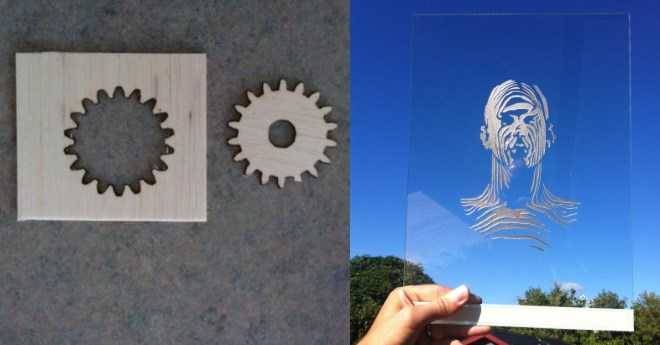
Лазерная гравировка выполняется с применением различных типов лазеров: CO₂, волоконных и твердофазных. Каждый тип оптимален для конкретных материалов. CO₂-лазеры подходят для неметаллов – дерева, пластика, стекла, кожи. Волоконные лазеры эффективны для обработки металлов, включая сталь, алюминий, медь и титан.
Для деревянных поверхностей важна влажность и плотность материала. Высокая плотность требует увеличения мощности лазера для глубокой гравировки, при этом слишком высокая интенсивность вызывает обугливание и деформацию. Оптимальный режим – мощность 10–20 Вт с частотой импульсов 20–50 кГц для тонких работ.
Пластиковые изделия требуют точного подбора параметров, поскольку некоторые типы пластика выделяют токсичные газы при нагреве. Рекомендуется использовать лазер с длиной волны 10,6 мкм (CO₂) для акрила и полиамида, с мощностью до 30 Вт. Для предотвращения деформаций и плавления скорость перемещения луча не должна опускаться ниже 300 мм/сек.
Металлы гравируются волоконными лазерами с длиной волны 1,06 мкм. Скорость и мощность регулируются в зависимости от толщины и типа металла: для стали мощность обычно варьируется от 20 до 50 Вт при скорости 200–500 мм/сек. Поверхностная обработка с нанесением маркировки требует меньшей мощности и высокой частоты импульсов.
Стекло и керамика гравируются преимущественно CO₂-лазером. Для создания контрастного изображения используется метод локального разрушения поверхности без проникновения внутрь. Важна точная фокусировка и минимальная мощность, чтобы избежать растрескивания – обычно 5–15 Вт при высокой скорости движения луча.
Для оптимизации качества гравировки важно учитывать тип и структуру покрытия материала. Лакированные и полированные поверхности требуют снижения мощности и увеличения скорости, чтобы избежать ожогов и потери четкости изображения. В ряде случаев рекомендуется предварительное тестирование параметров на небольшом участке.
Технология лазерной гравировки позволяет автоматизировать процесс с помощью программного обеспечения, которое задаёт путь движения лазера, контролирует мощность и скорость. Это снижает количество брака и увеличивает производительность, особенно при серийном производстве.
Роль лазеров в оптической связи и передаче данных

Лазеры обеспечивают высококачественное формирование светового сигнала с узкой спектральной полосой и высокой когерентностью, что критично для оптических линий связи. Их точная направленность и стабильная интенсивность позволяют минимизировать затухание и искажения при передаче данных на большие расстояния.
Основные преимущества лазеров в оптической связи:
- Высокая скорость передачи информации – лазерные источники способны генерировать импульсы с частотой в десятки гигагерц.
- Малые потери сигнала – узконаправленный луч снижает рассеивание и интерференцию.
- Поддержка мультиплексирования – лазеры с разной длиной волны позволяют одновременно передавать несколько каналов данных по одному волокну (WDM-технология).
- Стабильность и долговечность – современные полупроводниковые лазеры выдерживают высокие нагрузки и длительные циклы работы.
Типы лазеров, используемых в коммуникациях:
- Полупроводниковые лазеры (VCSEL, DFB): компактны, экономичны, применяются в локальных и корпоративных сетях.
- Иттербиевые и эрбиевые волоконные лазеры: применяются в магистральных линиях связи для усиления сигнала на больших дистанциях.
- Полупроводниковые лазеры с распределённой обратной связью (DFB): обеспечивают узкую спектральную линию, необходимую для высокоскоростных сетей передачи данных.
Для повышения качества передачи рекомендуется:
- Использовать лазеры с низким уровнем шума и высокой стабильностью длины волны.
- Регулярно контролировать параметры излучения для предотвращения деградации сигнала.
- Интегрировать лазерные источники с современными системами усиления и коррекции ошибок.
Таким образом, лазеры остаются ключевыми компонентами в инфраструктуре оптических сетей, обеспечивая рост пропускной способности и улучшая надежность передачи данных.
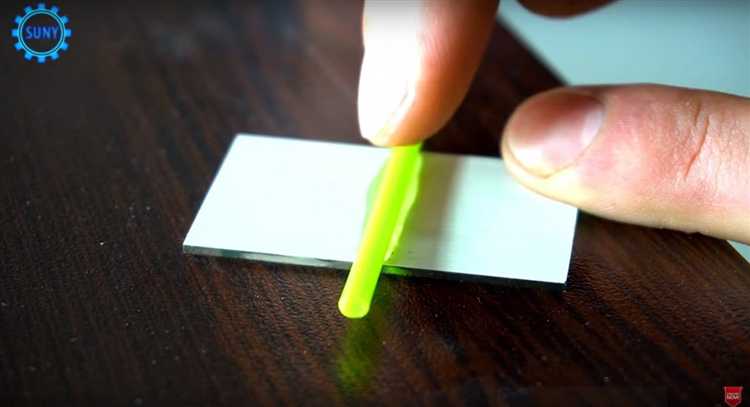
Лазерная сварка пластмасс: технологии и области применения
Лазерная сварка пластмасс основывается на локальном нагреве стыкуемых материалов с помощью лазерного излучения. Чаще применяются диодные и волоконные лазеры с длиной волны в диапазоне 800–1100 нм, которые обеспечивают высокую точность и скорость обработки. Важный параметр – мощность лазера, обычно варьируется от 10 до 500 Вт в зависимости от толщины и типа пластика.
Существует два основных способа: прямое и оптическое поглощение лазерного излучения. В первом случае сварка происходит при использовании пластика с добавками, поглощающими лазер (черный, пигментированный материал). Во втором – применяют прозрачные материалы, между которыми размещают поглощающий слой или используют спектрально подобранные лазеры.
Основные контролируемые параметры: скорость перемещения лазера, мощность, давление прижимного устройства и время воздействия. Оптимизация этих факторов минимизирует деформации и улучшает качество шва.
Области применения охватывают автопромышленность (сборка приборных панелей, воздуховодов), электронику (корпуса и соединения элементов), медицину (изготовление герметичных контейнеров, компонентов медицинских приборов), а также производство бытовой техники и упаковочных материалов.
Лазерная сварка обеспечивает прочность соединения, близкую к прочности самого материала, что важно для ответственных конструкций. Технология также позволяет сократить время производственного цикла и снизить количество дефектов по сравнению с механическими или термическими методами.
Для повышения качества рекомендуется использовать системы контроля температуры и автоматическую настройку параметров лазера с учетом конкретных свойств пластика и толщины соединяемых деталей.
Применение лазеров в спектроскопии для анализа химического состава
Лазеры позволяют получать узкополосное монохроматическое излучение с высокой интенсивностью, что обеспечивает точное возбуждение молекул и атомов исследуемого образца. В спектроскопии лазер используется для резонансного возбуждения, что повышает чувствительность метода и снижает уровень фона.
Одним из ключевых методов является лазерная флуоресцентная спектроскопия (LIF). При облучении лазером определённых длин волн молекулы переходят в возбужденное состояние, после чего регистрируется характерное излучение. Это позволяет идентифицировать отдельные компоненты с концентрацией до долей частей на миллиард.
Рамановская спектроскопия с лазерным возбуждением используется для определения структуры и состава твердых, жидких и газообразных веществ. Лазер с длиной волны в видимой или ближней инфракрасной области минимизирует фоновое свечение, что повышает точность анализа.
Для количественного анализа используется комбинация лазерного возбуждения с методами дифференциальной и импульсной спектроскопии. В частности, импульсные лазеры с короткой длительностью импульса позволяют фиксировать быстро протекающие процессы и минимизировать тепловое воздействие на образец.
Важное значение имеет подбор длины волны лазера, соответствующей спектральным особенностям исследуемых веществ, что оптимизирует возбуждение и повышает избирательность анализа. При работе с комплексными смесями используется спектроскопия с многоволновым лазерным источником, обеспечивающим одновременное изучение нескольких компонент.
Современные лазерные спектроскопические установки интегрируют спектрометры с высокой разрешающей способностью и цифровую обработку сигналов, что ускоряет получение результатов и повышает их точность. В промышленности такие системы применяют для контроля состава материалов и мониторинга технологических процессов в реальном времени.
Лазеры в системах измерения расстояния и навигации
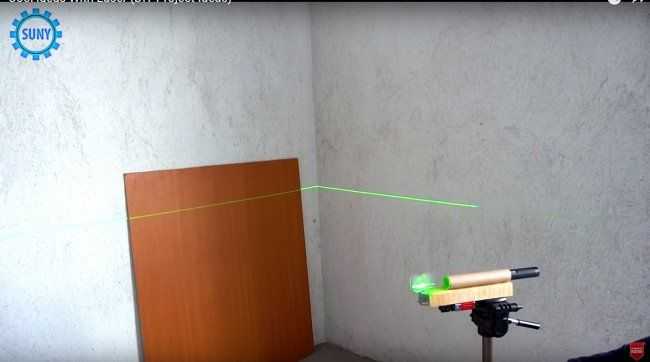
Лазерные технологии применяются для высокоточного определения дистанций в таких системах, как дальномеры, лидары и инерциальные навигационные комплексы. Основной принцип измерения – замер времени прохождения импульса лазера до объекта и обратно, что обеспечивает точность до миллиметров на расстояниях до нескольких километров.
Лидары используют лазерные импульсы для создания трёхмерных моделей местности и объектов. В автомобильной промышленности лидары помогают реализовывать системы автономного вождения, обеспечивая сканирование пространства с частотой до сотен тысяч точек в секунду. Для авиации и геодезии лазеры позволяют получать детализированные цифровые карты и определять положение с точностью до сантиметра.
В системах лазерного дальномера применяются длины волн в диапазоне 905-1550 нм, что оптимизирует проникновение через атмосферные помехи и повышает безопасность для глаз. Рекомендовано использовать импульсные лазеры с высокой частотой повторения и низкой энергетикой для увеличения скорости обновления данных и снижения энергопотребления.
Для навигации в замкнутых пространствах и под водой интегрируют лазерные датчики с инерциальными платформами, повышая устойчивость к помехам и обеспечивая стабильное определение координат. Применение фазового метода измерения расстояния позволяет расширить диапазон до нескольких километров с точностью до миллиметра.
Важным параметром является калибровка лазерных систем с учётом температурных изменений и влияния влажности воздуха, что снижает погрешности измерений. Для промышленных применений рекомендуется регулярная проверка оптических компонентов и использование фильтров для уменьшения рассеяния света при работе в запылённых и дымных условиях.
Использование лазерных технологий в промышленной автоматизации
Лазерные технологии применяются для повышения точности и скорости обработки материалов в автоматизированных производственных линиях. Они обеспечивают высокую повторяемость операций и минимизируют механический износ оборудования.
Основные области применения лазеров в промышленной автоматизации:
- Резка и сварка металлов и сплавов с точностью до долей миллиметра;
- Гравировка и маркировка изделий с возможностью создания сложных рисунков и штрих-кодов;
- Контроль качества через лазерное сканирование и измерение геометрии деталей;
- Обработка керамики, полимеров и композитных материалов;
- Лазерное сверление отверстий малого диаметра с высокой скоростью.
Внедрение лазеров позволяет сократить время на переналадку оборудования и уменьшить объем отходов, что снижает производственные затраты. Для оптимальной интеграции рекомендуется:
- Выбирать лазерные системы с параметрами, соответствующими типу обрабатываемого материала;
- Использовать автоматические системы позиционирования для повышения точности;
- Обеспечить регулярное техническое обслуживание и калибровку лазеров;
- Интегрировать датчики и камеры для контроля процесса в реальном времени;
- Обучать операторов работе с лазерным оборудованием и технике безопасности.
Лазерные технологии активно применяются в автомобилестроении, электронике, авиастроении и производстве медицинских устройств, где необходима высокая точность и скорость обработки.
Вопрос-ответ:
Какие основные области применения лазеров в промышленности?
Лазеры широко используются в промышленности для резки, сварки и маркировки материалов. Их применяют для обработки металлов, пластика и керамики, поскольку лазерное воздействие позволяет получать точные и аккуратные результаты с минимальными деформациями. Благодаря высокой концентрации энергии лазер способен работать с разными типами поверхностей и выполнять сложные операции, которые трудно реализовать традиционными методами.
Как лазеры применяются в медицине и какие преимущества они дают?
В медицине лазеры используются для хирургии, терапии и диагностики. Они помогают проводить операции с меньшим повреждением тканей и снижают риск инфицирования благодаря бесконтактному способу воздействия. Кроме того, лазеры применяются для удаления новообразований, лечения глазных заболеваний и косметических процедур. Применение лазеров уменьшает время восстановления пациентов и повышает точность вмешательств.
В каких сферах лазеры применяются для измерений и контроля качества?
Лазеры используются в системах контроля качества для измерения размеров, толщины и дефектов материалов. С помощью лазерных датчиков проводят точный анализ поверхности, выявляют микротрещины и другие отклонения. Также лазерные технологии применяются в геодезии и строительстве для создания точных моделей и карт, что улучшает качество и надежность объектов.
Можно ли использовать лазеры в сфере коммуникаций и как это происходит?
Да, лазеры применяются в оптоволоконной связи, где служат источником света для передачи информации на большие расстояния с высокой скоростью и минимальными потерями. Лазерный сигнал модулируется для передачи данных, что обеспечивает большую пропускную способность по сравнению с традиционными методами. Такая технология лежит в основе современных интернет-сетей и телекоммуникаций.
Какие перспективы развития лазерных технологий существуют в ближайшие годы?
Ожидается расширение применения лазеров в различных областях, включая производство микроэлектроники, медицины и энергетики. Разрабатываются более компактные и мощные лазерные системы с улучшенными характеристиками, которые позволят выполнять задачи с большей точностью и скоростью. Также продолжается работа над снижением стоимости оборудования и увеличением его доступности для широкого круга пользователей.
Какие области промышленности используют лазерные технологии и для чего именно?
Лазеры применяются в таких сферах, как машиностроение, электроника, медицина, автомобилестроение и строительство. В машиностроении лазеры используются для точной резки металлов и сварки деталей, что позволяет получить аккуратные и прочные соединения. В электронике лазерные системы помогают в микрообработке компонентов и нанесении микросхем. В медицине лазеры применяются для хирургических операций и лечения заболеваний кожи благодаря высокой точности и минимальному повреждению тканей. В автомобилестроении лазерные технологии используются для сварки кузовных элементов и гравировки деталей. В строительстве лазеры применяют для выравнивания поверхностей и измерений, что значительно ускоряет и упрощает процесс возведения объектов.





