

При работе со стеклянными поверхностями правильный подбор абразивного материала определяет результат всей полировки. Зернистость шкурки напрямую влияет на скорость съема материала, глубину царапин и итоговую прозрачность стекла. Использование неподходящей зернистости может привести к необратимым повреждениям поверхности.
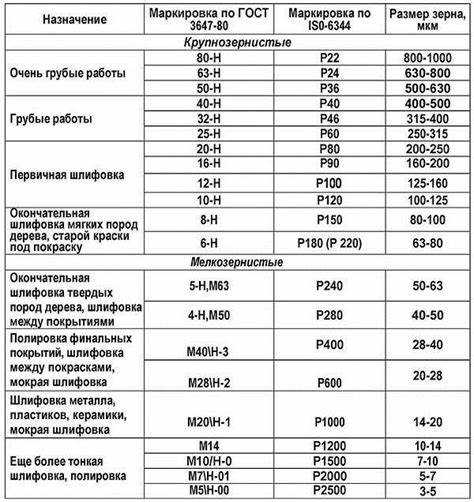
Для начального этапа удаления грубых дефектов и сколов применяются абразивы с зернистостью P80–P180, однако такие значения используются редко из-за высокого риска царапин. При ручной или машинной шлифовке стекла чаще выбирают зернистость P400–P600 для предварительного матирования и удаления мелких дефектов. Переход на P800–P1000 обеспечивает сглаживание рисок, оставшихся от предыдущих этапов, и подготовку к полировке.
Для финишной обработки и доведения стекла до прозрачного состояния применяются шкурки с маркировкой P1500–P2500, а иногда и P3000 в сочетании с полировальными пастами на оксиде церия. Чем выше зернистость, тем менее выражены риски и выше уровень прозрачности поверхности.
Последовательность перехода от грубой к тонкой зернистости должна быть строго поэтапной – пропуск одного шага увеличивает трудоемкость полировки и снижает качество результата. Оптимальный выбор зависит от исходного состояния стекла, наличия царапин и цели обработки – декоративной или технической.
Когда использовать грубую зернистость для первичной обработки стекла
Шкурка с грубой зернистостью (от P60 до P120) применяется исключительно на этапе первичной обработки стеклянной поверхности, когда требуется снять значительные дефекты: сколы, глубокие царапины, остатки старых покрытий или следы механической обработки.
Зернистость P60–P80 целесообразно использовать при устранении глубоких повреждений кромок, когда стекло подвергалось резке или ударному воздействию. Такая абразивность позволяет быстро удалить неровности, но оставляет следы, требующие последующего шлифования более мелкой шкуркой.
P100–P120 подходят для выравнивания поверхности после агрессивной обработки или при подготовке стекла к декоративной полировке. Эти номера применяются при удалении остатков силиконов, клеевых соединений или кислотной коррозии с витрин и оконных стекол.
Использовать грубую зернистость следует только на закалённом или техническом стекле, устойчивом к точечным нагрузкам. Для тонких декоративных или зеркальных стекол грубая шкурка может привести к растрескиванию или порче структуры поверхности.
Перед началом работы рекомендуется протестировать абразив на малозаметной области, чтобы оценить допустимость воздействия выбранной зернистости на конкретный тип стекла.
Подходящие диапазоны зернистости для удаления царапин разной глубины
Для устранения глубоких царапин на стекле применяют наждачную бумагу с зернистостью P80–P120. Этот диапазон позволяет быстро удалить повреждённый слой, но требует аккуратности, чтобы не создать новых дефектов. Работа на этом этапе должна быть направлена исключительно на выравнивание поверхности без давления на края повреждения.
Средние по глубине царапины устраняются с использованием абразива P180–P320. Этот диапазон эффективно сглаживает неровности, оставшиеся после грубой шлифовки, и подготавливает стекло к более тонкой обработке. Необходимо контролировать равномерность обработки по всей площади, чтобы избежать локальных впадин.
Мелкие царапины и следы от предыдущих шлифовок обрабатываются шкуркой P400–P800. Эти зернистости подходят для финальной шлифовки перед полировкой. На данном этапе важно использовать минимальное давление и производить круговые движения, чтобы избежать линейных следов.
Для устранения микротрещин и подготовки поверхности к полировке применяется абразив P1000–P1500. Эти значения зернистости позволяют добиться матовой однородной поверхности без видимых следов обработки. Шлифовка в этом диапазоне требует частого контроля состояния поверхности и чистоты инструмента.
Как подобрать зерно шкурки для матирования стеклянной поверхности
Для получения равномерного матового эффекта на стекле необходимо использовать шкурку с подходящей зернистостью, обеспечивающей стабильное рассеивание света без глубоких рисок. Выбор зерна зависит от желаемой степени матирования и типа обработки: ручной или механизированной.
Оптимальные диапазоны зернистости для матирования стеклянной поверхности:
- P180–P240 – подходят для грубого матирования, создают выраженную матовую структуру, заметную на просвет. Используются для декоративных целей или подготовки под травление.
- P320–P400 – обеспечивают умеренное матирование с более однородной поверхностью. Этот диапазон применяется при необходимости создания мягкого рассеивания света, например, для защитных или декоративных экранов.
- P600–P800 – дают легкое матирование, близкое к сатиновому эффекту. Подходят для обработки стекла, которое должно сохранять частичную прозрачность с мягким рассеиванием.
Для ручной шлифовки предпочтительно использовать абразивные листы на эластичной основе, чтобы избежать локального перегрева и неровностей. При машинной обработке рекомендуется использование абразивных кругов с постоянным контролем давления, чтобы не создавать избыточных борозд.
Независимо от метода, важно соблюдать постоянство зерна на всей площади обработки и избегать переходов между различной зернистостью без промежуточных шагов. Нарушение последовательности приводит к пятнистости и неоднородности матового слоя.
Зернистость для финишной полировки и достижения прозрачности

Финишная полировка стекла требует использования исключительно мелкозернистых абразивов, начиная от P1000 и заканчивая P3000 и выше. Эти значения обеспечивают минимальное повреждение поверхности и позволяют добиться оптической прозрачности без помутнений и микротрещин.
Зерно P1000 применяется для устранения следов после предварительной шлифовки, но не является окончательным этапом. После него необходимо переходить к P1500 и P2000, чтобы удалить риски и минимизировать диффузное рассеяние света. На этом этапе поверхность становится гладкой, но ещё сохраняется легкая матовость.
Для получения полностью прозрачной поверхности используются абразивы P2500 и P3000. Зерно P2500 эффективно устраняет мельчайшие остаточные дефекты после P2000. Завершающий этап с использованием P3000 обеспечивает оптическую чистоту и зеркальное отражение. Работать с этим зерном необходимо с использованием воды или специализированной абразивной пасты, чтобы исключить перегрев и появление микросколов.
Дополнительно для повышения прозрачности и устранения остаточного замутнения после P3000 применяется полировочная паста на основе оксида церия. Она не заменяет шкурку, но используется после механической обработки для окончательного доведения поверхности до безупречного состояния.
Каждый переход на более мелкое зерно должен производиться только после полного удаления следов от предыдущего этапа. Контроль осуществляется визуально и при помощи направленного света под острым углом. Несоблюдение этого принципа снижает качество финишной полировки и приводит к появлению разводов при эксплуатации стекла.
Особенности использования водостойкой шкурки при шлифовке стекла

Водостойкая шкурка оптимальна для шлифовки стекла при использовании в мокром режиме, поскольку вода эффективно отводит тепло и удаляет частицы стеклянной пыли. Это снижает риск перегрева поверхности и образования микротрещин.
Для промежуточной и финишной обработки рекомендуется использовать водостойкую наждачную бумагу с зернистостью от P600 до P3000. При этом мокрая шлифовка позволяет получить более равномерную матовую или полупрозрачную поверхность, без глубокой риски и разводов.
Перед началом работы шкурку следует тщательно смочить в чистой воде на 5–10 минут, чтобы предотвратить её забивание. В процессе шлифовки важно регулярно промывать как поверхность стекла, так и сам абразив, особенно при работе с мелкозернистыми листами (P2000 и выше).
Использование воды позволяет существенно продлить срок службы шкурки. Без постоянного смачивания зерна быстро забиваются стеклянной пылью, что приводит к снижению эффективности шлифования и появлению неравномерностей на стекле.
В случае удаления мелких царапин или подготовки поверхности к полировке, водостойкая шкурка должна применяться с минимальным нажимом и по возможности – с использованием резиновой или пробковой подложки, которая равномерно распределяет давление и снижает вероятность появления волн на стекле.
Шлифовка стекла водостойкой шкуркой требует соблюдения направления обработки: переход от более грубого зерна к более тонкому должен происходить строго поэтапно. Пропуск хотя бы одного промежуточного номера может привести к неустранимым следам от более грубого абразива.
Чем отличается работа с круглыми абразивами от листовой шкурки
Круглые абразивы, например, шлифовальные круги или диски, применяются преимущественно на электроинструментах и обеспечивают равномерное давление и высокую скорость съёма материала. Их зернистость обычно варьируется от 40 до 400, что позволяет выполнять как грубую шлифовку, так и финишную полировку стекла.
Работа с круглыми абразивами требует контролируемой силы прижимания и стабильной скорости вращения, иначе на стекле могут появиться глубокие царапины или перегрев, приводящий к микротрещинам. Из-за вращательного движения шлифовальная поверхность равномерно обрабатывается, что сокращает время обработки при сохранении качества.
Листовая шкурка применяется преимущественно для ручной работы и мелких корректировок. Зернистость листов обычно начинается с 600 и выше, что подходит для деликатного снятия микроскопических дефектов и подготовки поверхности к окончательной полировке.
При использовании листовой шкурки важно поддерживать равномерное давление по всей поверхности и использовать водостойкие варианты для снижения перегрева и минимизации появления новых царапин. Ручная шлифовка более трудоёмка, но даёт точный контроль над обработкой, особенно на мелких или сложных участках стекла.
Основное отличие заключается в скорости и типе съёма материала: круглый абразив эффективен для быстрого удаления больших дефектов и первичной обработки, листовая шкурка – для финишного выравнивания и устранения мелких следов после работы круглыми инструментами.
При комбинировании этих методов рекомендуется начинать с круга с зернистостью 80–120, затем переходить к листовой шкурке от 600 до 1500 для достижения прозрачной и ровной поверхности без остаточных дефектов.
Какая маркировка зернистости подходит для ручной и машинной полировки

Для ручной полировки стекла обычно применяются абразивы с маркировкой зернистости от P400 до P1200. Зерно P400 эффективно удаляет глубокие царапины и дефекты, но требует аккуратного контроля давления, чтобы не повредить поверхность. Для финишной обработки вручную оптимальны зерна P800–P1200, которые обеспечивают ровное матирование и подготовку к полировке без образования новых царапин.
Машинная полировка стекла требует использования более мелкозернистых и однородных абразивов для равномерного результата и уменьшения нагрузки на инструмент. Зернистость от P600 до P1500 подходит для первичной обработки с машинной установкой. Для заключительных этапов используют абразивы с маркировкой P1500–P2000, которые позволяют получить гладкую поверхность перед полировкой пастами.
Рекомендация: при выборе шкурки для машинной полировки обращайте внимание на стабильность зерна и однородность покрытия – это снижает риск образования полос и пятен на стекле. Для ручной работы важна гибкость материала и удобство удержания шкурки, что особенно актуально при зернистости выше P1000.
Крупное зерно (P400–P600) подходит для грубой обработки и устранения серьезных дефектов вручную и на машинах с высокой мощностью. Среднее зерно (P800–P1200) используется для универсальной шлифовки и подготовки под финишную полировку. Мелкое зерно (P1500–P2000) рекомендуется для завершения обработки и обеспечения максимально ровной основы под полировочные пасты.
Вопрос-ответ:
Какая зернистость шкурки подходит для удаления глубоких царапин на стекле?
Для удаления глубоких царапин используют шкурку с крупной зернистостью, обычно в диапазоне от P80 до P120. Такой абразив быстро устраняет видимые повреждения, но оставляет шероховатую поверхность, которую затем необходимо доводить более мелкой шкуркой для гладкости.
Почему важно переходить от более грубой зернистости к более мелкой при полировке стекла?
Переход на более мелкую зернистость позволяет постепенно сгладить следы от предыдущего этапа шлифовки. Если сразу использовать мелкую шкурку, глубокие дефекты не будут удалены, а если не переходить к более мелкой, поверхность останется матовой и с видимыми царапинами. Пошаговое уменьшение зерна обеспечивает чистую и прозрачную поверхность.
Можно ли использовать одну и ту же зернистость для ручной и машинной полировки стекла?
Нет, для ручной полировки обычно выбирают более мелкую зернистость (от P400 и выше), чтобы избежать чрезмерного повреждения поверхности и лучше контролировать процесс. Машинная полировка допускает использование более грубой шкурки (от P240 и выше), так как оборудование обеспечивает равномерное давление и скорость, позволяя быстрее обрабатывать материал.
Как определить, что выбранная зернистость подходит для финишной полировки стекла?
Финишная полировка требует очень мелкого абразива, обычно с зерном P1000 и выше. Признаком правильного выбора станет появление однородного, гладкого и прозрачного слоя без видимых царапин и мутности. Если поверхность остаётся матовой или с мелкими повреждениями, значит, стоит использовать шкурку с более мелким зерном или дополнительно повторить этап полировки.





