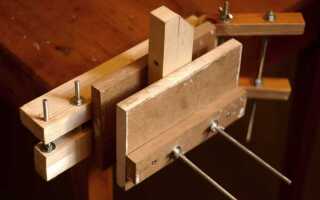
Эффективные тиски – ключевой элемент каждого столярного верстака. Готовые решения зачастую не подходят по размеру, силе зажима или способу крепления. Именно поэтому всё больше мастеров предпочитают изготавливать тиски своими руками, адаптируя конструкцию под конкретные задачи и размеры верстака.
Для основы самодельных тисков лучше использовать стальной винт с трапецеидальной резьбой диаметром 20–24 мм – он обеспечивает надёжный зажим без деформации детали. В качестве направляющих подойдут две гладкие шлифованные стальные штанги диаметром 16–20 мм. Они минимизируют люфт подвижной губки и гарантируют её стабильное перемещение.
Статичная и подвижная губки изготавливаются из сухой твёрдой древесины – бука, клёна или дуба толщиной не менее 40 мм. Поверхности губок рекомендуется обклеить кожей или резиной, чтобы не повредить обрабатываемую деталь. Оптимальная ширина губок – 250–300 мм, глубина зажима – не менее 70 мм.
Фиксация всей конструкции на верстаке производится либо с помощью сквозного крепления болтами М10–М12, либо через мощную шпильку с контргайками. Удобно предусмотреть возможность съёмной установки – с помощью закладных втулок или Т-образных гаек, вмонтированных в столешницу.
Важно: избегайте использования мягких пород дерева, дешёвых мебельных винтов и пластиковых втулок – они резко снижают надёжность всей конструкции. Только качественные материалы и точная подгонка обеспечат долговечность и комфорт в работе.
Выбор типа тисков в зависимости от задач мастерской
Для прецизионной столярной работы оптимальны передние тиски с винтовым механизмом и направляющими штангами. Они обеспечивают жёсткую фиксацию заготовки и позволяют точно обрабатывать торцы. Идеальна ширина губок – от 180 до 250 мм, с ходом винта не менее 200 мм.
При необходимости частой смены заготовок эффективнее использовать быстрозажимные тиски с эксцентриковым зажимом. Они позволяют зафиксировать деталь одним движением без прокручивания винта. Для небольших мастерских подойдут модели с шириной губок до 150 мм.
Если основная работа связана с обработкой длинных деталей, важно наличие задних тисков в комбинации с собачками на поверхности верстака. Это позволяет надёжно закрепить широкие панели или доски при строгании. Глубина захвата – не менее 80 мм, для стабильной фиксации на больших участках.
Для универсальности рекомендуется установка комбинированных тисков, где одна из губок крепится к боковой части верстака. Такой вариант даёт доступ с разных сторон и упрощает обработку деталей сложной формы. Подходящий размер – 200–230 мм по ширине, с возможностью смены накладок.
При изготовлении тисков своими руками учитывай тип работ, которые будешь выполнять чаще всего. Конструкция должна соответствовать усилиям, прикладываемым при пилении, строгании или сверлении. Для тяжёлых операций лучше использовать металлические винты диаметром не менее 20 мм и массивные деревянные губки толщиной от 40 мм.
Материалы и инструменты, необходимые для сборки
Для изготовления надежных столярных тисков потребуется фанера березовая толщиной не менее 18 мм – она обладает достаточной жесткостью и стабильностью. Для подвижной губки подойдёт твердая древесина (бук, ясень, дуб) длиной 400–500 мм, шириной 100–120 мм. Статичную часть тисков рекомендуется выполнять из того же материала для равномерного распределения нагрузки.
Необходим резьбовой шпиль диаметром 20 мм с шагом резьбы 2–2.5 мм и длиной около 400 мм. В качестве направляющих подойдут две гладкие штанги из стали длиной 350–400 мм и диаметром 16–20 мм. Для фиксации деталей потребуются гайки, шайбы и стопорные кольца соответствующих диаметров. Для обеспечения плавного хода подвижной части желательно установить втулки из бронзы или фторопласта.
Из инструмента потребуется дрель с набором сверл, желательно с кольцевыми коронками по дереву и металлу, струбцины для временной фиксации элементов, угольник для точной разметки, стамеска, ручная пила или лобзик. Обязательно наличие напильников и шлифовальной бумаги зернистостью от 80 до 240 для обработки кромок и посадочных мест.
Для сборки используется столярный клей на полиуретановой основе, обеспечивающий прочное сцепление даже при точечных нагрузках. Все резьбовые соединения фиксируются анаэробным герметиком средней фиксации для предотвращения самооткручивания.
Проектирование тисков: размеры, зазоры и крепления

Оптимальная длина подвижной губки – 250–300 мм. Этого достаточно для удержания большинства заготовок, включая доски шириной до 200 мм. Ширина губок – от 50 до 70 мм, толщина – не менее 30 мм для исключения прогиба под нагрузкой.
Рекомендуемый ход подвижной губки – 180–220 мм. Это позволяет зажимать как тонкие, так и крупногабаритные детали без использования проставок. Между губками в закрытом состоянии необходимо предусмотреть зазор 1–2 мм для исключения заклинивания при термическом расширении древесины или изменении влажности.
Резьбовая пара – винт диаметром от 20 мм с шагом резьбы 3–4 мм. Меньшее значение увеличит усилие, но снизит скорость зажима. Желательно использовать трапецеидальную резьбу, обеспечивающую надежное сцепление и долговечность.
Ось направляющих штанг – не менее 12 мм. Расстояние между штангами – 100–150 мм, размещать их следует симметрично относительно центра винта. В направляющих отверстиях необходимо обеспечить зазор 0,5–0,8 мм – это предотвратит заклинивание при перекосах.
Крепление к верстаку осуществляется через заднюю губку. Минимальная глубина врезки – 25 мм, крепёж – болты М8 или саморезы 6 мм, с шагом не более 80 мм по периметру. Для повышения жёсткости рекомендуется установка металлической усиливающей пластины между тисками и верстаком.
Если используется поворотный механизм, его диаметр должен быть не менее 150 мм с фиксирующими штифтами диаметром 10 мм, размещёнными не менее чем в трёх точках. Это обеспечит устойчивость конструкции при повороте и фиксации под углом.
Изготовление подвижной и неподвижной губок

Для неподвижной губки используется брус твёрдой древесины (дуб, ясень) сечением 50×100 мм и длиной 300 мм. Торцы тщательно выравниваются, плоскости шлифуются. В центре сверлится отверстие под направляющий винт диаметром 20 мм. Расположение отверстия – строго по оси бруса, на расстоянии 25 мм от нижнего края. Для дополнительной жёсткости по бокам высверливаются два отверстия под крепёжные шпильки М10 с шагом 200 мм между ними.
Подвижная губка изготавливается из идентичного по размеру бруса. В ней сверлится центральное сквозное отверстие под винт с возможностью свободного хода. С тыльной стороны вырезается квадратная посадочная ниша глубиной 10 мм и стороной 30 мм под гайку М20, которая фиксируется эпоксидным клеем и шурупами. Передняя часть подвижной губки шлифуется под углом 2° для плотного прилегания к заготовке при сжатии.
В обе губки врезаются вставки из фанеры толщиной 6 мм с наклеенной наждачной бумагой зернистостью P60 – для улучшенного сцепления с деталями. Вставки фиксируются на клею и мебельных шурупах длиной 25 мм.
Соединение губок с винтом осуществляется через гайку-трапецию, установленную в подвижной губке. Резьбовая часть винта проходит сквозь отверстие в неподвижной губке, обеспечивая осевое перемещение при вращении ручки. Края отверстий в обеих губках фаскуются под углом 45° для снижения трения и износа дерева.
Монтаж резьбового механизма и выбор винта
Идеально использовать стальной винт с закалённой поверхностью. Он выдерживает высокое усилие при затяжке и служит дольше, чем винты из мягких металлов. При покупке убедитесь, что резьба не имеет заусенцев и следов коррозии – любые дефекты усложнят работу и приведут к быстрому износу гайки.
Гайка должна быть из бронзы или стали. Пластиковые и латунные варианты быстро изнашиваются. Для крепления гайки к корпусу тисков используйте винты М6–М8 и металлическую подложку для равномерного распределения нагрузки. Перед установкой нанесите на резьбу литиевую или графитовую смазку – это уменьшит трение и снизит риск заеданий.
Установка винта начинается с точной разметки оси, перпендикулярной губкам тисков. Отклонение даже на 1–2° приводит к перекосу при зажиме. После фиксации гайки винт вкручивается вручную, проверяется на плавность хода, затем крепится подвижная губка. Для надёжной фиксации используйте сухари или стопорные кольца, предотвращающие осевой люфт.
Если винт будет использоваться с маховиком, предпочтительно установить двухрядный подшипник между винтом и лицевой частью верстака. Это устранит осевое биение и улучшит контроль при вращении. Подшипник фиксируется в гнезде, обработанном по диаметру корпуса, с зазором не более 0.2 мм.
Установка направляющих и предотвращение перекосов
Правильная установка направляющих – ключ к точной работе столярных тисков и долговечности конструкции. Для самодельных тисков обычно применяют стальные уголки или профилированные полосы, обеспечивающие жёсткость и плавность хода.
- Перед монтажом направляющих необходимо проверить ровность верстака с помощью уровня, компенсируя неровности монтажной подкладкой или регулировочными шайбами.
- Наружные поверхности направляющих должны быть тщательно обработаны: снята окалина, заусенцы, выполнено точное шлифование для минимизации трения и предотвращения заклинивания.
- Направляющие крепят параллельно друг другу с допуском не более 0,1 мм на длину 300 мм, используя сверлильный шаблон и индикатор часового типа для контроля параллельности.
- Для исключения перекоса при движении губок применяют двустороннее крепление – с обеих сторон направляющей – с помощью резьбовых шпилек и контргайок, что исключает люфт и смещение.
- Особое внимание уделяется установке подшипников или втулок в местах трения, предпочтительно бронзовых или пластиковых с низким коэффициентом трения.
После первичной сборки проводят пробный ход губок под нагрузкой. При обнаружении перекоса или заклинивания необходимо:
- Отрегулировать крепление направляющих, ослабив и перетянув крепёж с контролем параллельности.
- Подложить тонкие прокладки (0,1–0,3 мм) под направляющие для выравнивания плоскостей.
- Проверить и при необходимости заменить изношенные или деформированные элементы.
Регулярное смазывание направляющих консистентной смазкой снижает износ и сохраняет точность движения губок, что предотвращает перекосы при эксплуатации тисков.
Крепление тисков к верстаку: варианты и нюансы
Для надежного закрепления самодельных столярных тисков на верстаке применяют три основных метода: болтовое крепление, клиновое зажимание и монтаж на уголок. Болтовое крепление – самый распространённый способ, при котором тиски фиксируются через монтажные отверстия на рабочей поверхности. Оптимально использовать болты М8 или М10 с шайбами и гайками, чтобы обеспечить жесткую фиксацию и избежать люфта при работе.
При выборе места крепления важно учитывать толщину столешницы: она должна быть не менее 40 мм для выдерживания нагрузки. Если толщина меньше, рекомендуется установить дополнительную усилительную накладку из фанеры или металла под тиски.
Клиновое зажимание применяют в случаях временной фиксации или при необходимости часто снимать тиски. Для этого нижняя часть тисков снабжается широкими прижимными лапами, которые при затягивании создают усилие на столешницу без просверливания отверстий.
Монтаж на металлический уголок позволяет быстро устанавливать и снимать тиски, а также дополнительно усиливает крепление. Уголок крепится к верстаку саморезами или болтами, а тиски фиксируются к нему с помощью винтов с внутренним шестигранником.
Важно предусмотреть достаточное пространство вокруг тисков, чтобы не мешать работе с крупными заготовками. Рекомендуемый отступ от края столешницы – не менее 50 мм. Для повышения долговечности крепежа используйте антикоррозийные болты и периодически проверяйте затяжку элементов.
Обслуживание и регулировка самодельных тисков

Для стабильной работы и долгого срока службы самодельных столярных тисков необходима регулярная проверка и точная настройка ключевых элементов конструкции.
- Смазка винта и ходовых частей. Используйте литиевую или графитовую смазку. Наносите средство не реже одного раза в месяц или после интенсивной эксплуатации, чтобы избежать заеданий и коррозии.
- Проверка и подтяжка крепежа. Контролируйте натяжение болтов и гаек, соединяющих основание, губки и корпус. Ослабленные крепления приводят к люфтам и снижению жёсткости тисков.
- Осмотр губок. Убедитесь в отсутствии трещин и износа рабочих поверхностей. При необходимости заменяйте деревянные или металлические накладки, чтобы сохранить надёжное сцепление с заготовкой.
- Регулировка параллельности губок. Проверьте зазор между губками с помощью линейки или щупов. При выявлении перекоса регулируйте положение фиксирующих элементов или подкладок для равномерного прижатия.
- Очистка резьбовой части винта. Удаляйте накопившуюся пыль и опилки, которые препятствуют свободному вращению. Применяйте мягкие щётки и сжатый воздух.
- Проверка ходовой гайки. При появлении люфта или заедания замените или отрегулируйте гайку. Используйте детали из прочных материалов, чтобы минимизировать износ.
Выполнение этих процедур обеспечит точное зажимание, снизит износ деталей и повысит безопасность работы с самодельными тисками.
Вопрос-ответ:
Какие материалы лучше использовать для изготовления самодельных столярных тисков?
Для изготовления столярных тисков обычно применяют прочные древесные породы, например, бук, дуб или ясень, поскольку они обладают высокой плотностью и износостойкостью. Металлические детали лучше выполнять из стали, особенно подвижные элементы, чтобы обеспечить долговечность и надежность конструкции. Также стоит обратить внимание на качество крепежа и использовать надежные винты и гайки.
Как правильно закрепить самодельные тиски на верстаке, чтобы обеспечить устойчивость при работе?
Крепление тисков к верстаку должно быть максимально прочным, чтобы они не смещались под нагрузкой. Обычно используют болты с гайками, проходящие через столешницу верстака. Чтобы избежать повреждения поверхности, под гайки и болты можно подложить металлические шайбы. Для большей надежности место крепления рекомендуется дополнительно усилить с нижней стороны столешницы брусками или металлическими пластинами.
Какие размеры самодельных тисков считаются оптимальными для домашней мастерской?
Оптимальный размер тисков зависит от того, какие детали вы планируете фиксировать. Для универсального использования обычно делают губки шириной около 15–20 см и глубиной зажима до 10–15 см. Такая конструкция подойдет для большинства столярных работ в домашних условиях. Если же предстоит работать с большими заготовками, лучше увеличить размеры губок и глубину зажима, учитывая при этом устойчивость и прочность всей конструкции.
Можно ли использовать простые металлические трубы и резьбовые шпильки при изготовлении тисков своими руками?
Да, такие материалы часто применяют при самодельном изготовлении тисков. Металлические трубы хорошо подходят для направляющих, а резьбовые шпильки служат ходовыми винтами, обеспечивая плавное и надежное сжатие губок. Главное — правильно подобрать диаметр трубы и резьбы, чтобы детали не заедали и выдерживали нагрузку. Для повышения срока службы рекомендуется смазывать резьбовые части и проверять крепеж на износ.
Какой принцип работы у самодельных столярных тисков и как обеспечить равномерный зажим заготовки?
Основной принцип работы тисков — сжатие двух губок с помощью винтового механизма. Чтобы обеспечить равномерный зажим, важно, чтобы обе губки были параллельны и не перекосились при работе. Для этого следует тщательно подгонять направляющие и винтовой механизм, а также следить за правильной регулировкой при затягивании. Если зажим идет неровно, можно добавить дополнительные направляющие или подкладки для выравнивания давления.
Какие материалы лучше использовать для изготовления самодельных столярных тисков и почему?
Для изготовления столярных тисков обычно выбирают прочную древесину твердых пород, например, бук или дуб. Такая древесина обеспечивает надежность конструкции и сопротивление деформации при сжатии. Металлические детали, если они предусмотрены, лучше изготавливать из стали, так как она выдерживает большие нагрузки и обеспечивает долговечность работы тисков. Использование подходящих материалов гарантирует, что тиски прослужат долго и будут надежно фиксировать заготовки.