Вязкость автомобильной краски – ключевой параметр, определяющий равномерность нанесения и адгезию покрытия. Стандарт DIN регламентирует методику измерения вязкости с помощью вискозиметра типа DIN, обеспечивая точность и воспроизводимость результатов в диапазоне от 10 до 100 секунд по Канифольной вязкости (DIN-cup). Значения вязкости напрямую влияют на время высыхания и толщину слоя краски.
Для лакокрасочных материалов, используемых в автомобилестроении, рекомендуемая вязкость по DIN колеблется в пределах 20–40 с. Оптимальная вязкость позволяет избежать подтеков и образования пузырей, обеспечивая однородное покрытие при стандартных условиях нанесения – температура 20–25 °C и относительная влажность 40–60%. Отклонение от этого диапазона требует корректировки разбавителя или температуры нанесения.
Контроль вязкости должен проводиться регулярно в процессе производства и перед нанесением. Использование вискозиметра DIN с калибровкой не реже одного раза в месяц гарантирует соответствие краски нормативным требованиям и стабильность технологического процесса. При вязкости ниже 15 секунд по DIN возможна чрезмерная растекаемость, при превышении 50 секунд – ухудшается распыление и увеличивается расход материала.
Методы измерения вязкости по стандарту DIN
Типовой прибор – вискозиметр DIN 4, с диаметром отверстия 4 мм. Время истечения краски фиксируется в секундах, что позволяет определить вязкость с точностью до 1 секунды. Для красок, требующих большей точности, используют вискозиметры с меньшим диаметром сопла – DIN 2 или DIN 3.
Капиллярный метод основан на измерении времени прохождения краски через узкую трубку под постоянным давлением. Он обеспечивает более точные значения динамической вязкости в миллипаскалях-секундах (мПа·с), что важно при лабораторных испытаниях и разработке новых составов. Температурный режим строго контролируется, так как вязкость краски существенно зависит от температуры, обычно измерения проводят при 23 ± 0,5 °C.
Для достоверности результатов стандарт рекомендует проводить не менее трех повторных измерений и использовать среднее значение. Перед измерением краску тщательно перемешивают, избегая образования пузырьков воздуха, влияющих на показания.
Результаты измерений по DIN обеспечивают сопоставимость данных разных производителей и лабораторий, что критично для контроля качества и технологического процесса нанесения краски.
Требования к вязкости для различных типов автомобильных красок
По стандарту DIN вязкость автомобильных красок определяется в пределах, обеспечивающих оптимальное нанесение и адгезию. Лакокрасочные материалы подразделяются на несколько категорий: акриловые, полиуретановые, алкидные и водно-дисперсионные составы.
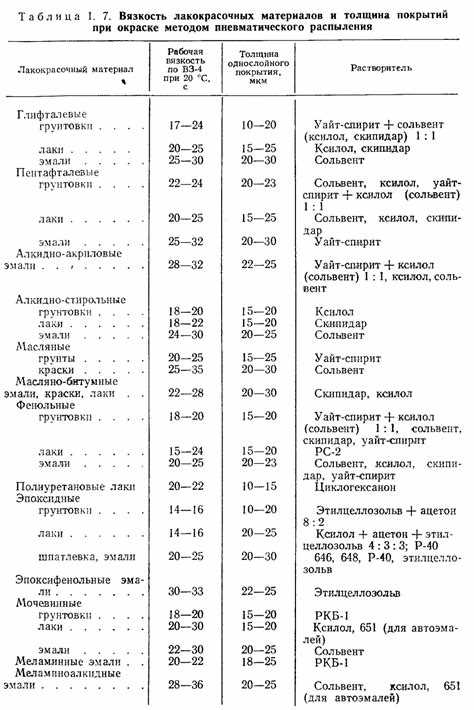
Акриловые краски требуют вязкости в диапазоне 15–20 секунд по вискозиметру DIN 4 при температуре 20°C. Это обеспечивает равномерное растекание и минимальное образование потеков при нанесении распылением.
Полиуретановые лаки оптимальны при вязкости 18–22 секунды по DIN 4, что гарантирует прочное покрытие с высокой устойчивостью к механическим воздействиям и химии. Более высокая вязкость способствует сохранению толщины слоя без провисаний.
Алкидные эмали применяются с вязкостью 22–28 секунд по DIN 4, что связано с их более высокой плотностью и необходимостью глубокого проникновения в подготовленную поверхность для улучшения сцепления.
Водно-дисперсионные краски, по стандарту DIN, требуют строго контролируемой вязкости 16–19 секунд по DIN 4. Этот параметр критичен для равномерного высыхания и предотвращения образования пленок с трещинами.
Вязкость корректируется растворителями или разбавителями, при этом рекомендуется не выходить за пределы указанных интервалов, чтобы избежать ухудшения адгезии и дефектов покрытия. Контроль вязкости производится регулярно в процессе работы для стабильного качества.
Влияние температуры на показания вязкости по DIN
Вязкость автомобильной краски, измеряемая по стандарту DIN, напрямую зависит от температуры пробы. При повышении температуры вязкость снижается, что приводит к более быстрому стеканию и изменению рабочих характеристик покрытия.
Стандарт DIN 53211 регламентирует измерение вязкости при температуре 23 ± 1 °C. Отклонение от этого диапазона на 1 °C может изменить показания вязкости примерно на 2–3%. Например, при температуре 30 °C вязкость может снизиться до 85–90% от нормы, что влияет на толщину слоя и время высыхания.
Для точных измерений требуется термостатирование пробы и оборудования. Отсутствие контроля температуры приводит к несоответствию результатов, усложняя подбор компонентов и корректировку рецептуры.
Рекомендуется проводить замеры вязкости в условиях стабильной температуры, используя водяные или электрические термостаты с точностью не менее ±0,5 °C. При анализе отклонений следует применять поправочные коэффициенты, основанные на эмпирических данных конкретной краски.
Игнорирование температурного влияния ведет к некорректной оценке рабочих свойств, снижению качества покрытия и увеличению дефектов при нанесении. Контроль температуры при измерении вязкости по DIN обеспечивает воспроизводимость результатов и стабильность технологического процесса.
Калибровка приборов для измерения вязкости по стандарту DIN
Для точного измерения вязкости автомобильной краски по стандарту DIN необходимо регулярно калибровать используемые приборы. Калибровка гарантирует соответствие результатов нормативным требованиям и минимизирует погрешности измерений.
Основные этапы калибровки:
- Подготовка эталонных жидкостей с известной вязкостью, сертифицированных согласно стандартам ISO или DIN.
- Температурный контроль: измерения должны проводиться при стабильной температуре, строго в диапазоне, указанном в стандарте (обычно 23 ± 0,5 °C), так как вязкость чувствительна к температурным колебаниям.
- Проверка повторяемости: серия из не менее 3 измерений для оценки стабильности показаний прибора.
- Настройка прибора с использованием эталонной жидкости. Погрешность допускается не более ±2% от номинального значения вязкости эталонного образца.
- Документирование результатов калибровки с указанием даты, условий измерения, использованных эталонов и отклонений.
Рекомендуется выполнять калибровку:
- Перед началом каждой серии измерений при контроле партий краски.
- После технического обслуживания или ремонта прибора.
- Минимум раз в месяц при регулярной эксплуатации.
Для устройств с автоматической температурной компенсацией важно проверять точность датчиков температуры отдельно, используя высокоточные эталонные термометры.
Использование неподходящих эталонов или нарушение температурного режима приводит к систематической ошибке, искажая данные о вязкости краски, что негативно сказывается на контроле качества и технологическом процессе покраски.
Особенности подготовки образцов краски для тестирования вязкости

Подготовка образцов автомобильной краски для измерения вязкости по стандарту DIN требует точного соблюдения методики, так как отклонения влияют на результаты.
- Выбор объёма образца. Для большинства методов рекомендуется брать не менее 100 мл краски, чтобы обеспечить однородность и исключить влияние испарения растворителей.
- Гомогенизация краски. Перед отбором образца краску необходимо тщательно перемешать при скорости не менее 300 об/мин в течение 5 минут, чтобы равномерно распределить пигменты и наполнители.
- Удаление пузырьков воздуха. После перемешивания выдержать образец в спокойном состоянии минимум 10 минут для выхода воздуха, иначе пузырьки исказят результаты измерений.
- Температурный режим. Образец должен иметь температуру 23 ± 0,5 °C. Температура существенно влияет на вязкость, поэтому её контролируют с помощью калиброванного термометра.
- Отбор пробы. Для измерения вязкости по DIN используют специальные чашки (например, DIN Cup 4, DIN Cup 6). При отборе образца необходимо заполнить чашку до контрольной отметки без образования пены.
- Обеспечение однородности. При длительном хранении краски перед тестированием рекомендуется повторное перемешивание, так как оседание компонентов меняет вязкость.
Соблюдение этих правил гарантирует получение воспроизводимых и точных значений вязкости, необходимых для оценки технологичности и качества краски.
Интерпретация результатов измерений вязкости согласно DIN
Вязкость автомобильной краски по стандарту DIN определяется с помощью вискозиметров, например, DIN 53211 (кроншнеп- или коп-тип). Результат измерения представлен в секундах, показывающих время истечения краски через калиброванное отверстие.
Оптимальный диапазон вязкости для большинства лакокрасочных материалов находится в пределах 20–60 секунд по DIN 4. Значение ниже 20 с указывает на слишком жидкую смесь, что ведёт к недостаточному покрытию и подтёкам. При значении выше 60 с краска становится слишком густой, ухудшается распыление, увеличивается риск появления дефектов – неровностей и «апельсиновой корки».
Результаты необходимо интерпретировать с учётом температуры испытания – стандарт требует 20 ± 0,5 °C. Отклонение температуры более чем на 2 °C значительно влияет на время истечения и требует коррекции по специальным коэффициентам.
При производственном контроле вязкость следует измерять регулярно, минимум каждые 2 часа нанесения, чтобы своевременно корректировать состав краски разбавителями или добавками. Рекомендуется использовать эталонные жидкости с известной вязкостью для калибровки прибора перед началом работы.
Отдельное внимание уделяется стабильности показателей в процессе эксплуатации. Изменение вязкости более чем на 10% от исходного значения сигнализирует о необходимости анализа состава и условий хранения краски.
Результаты измерений по DIN не только оценивают текущее состояние краски, но и служат базой для подбора оборудования нанесения и параметров сушки. Для каждого типа покрытия существуют технические регламенты с рекомендуемыми значениями вязкости, соблюдение которых критично для качества конечного покрытия.
Практические рекомендации по контролю вязкости в производстве автомобильных красок
Для точного контроля вязкости автомобильных красок по стандарту DIN рекомендуется использовать вискозиметры с калибровкой, соответствующей применяемому типу краски. Вязкость следует измерять при стабильной температуре 23 ± 1 °C, так как даже отклонение в 1 градус может изменить значение на 5–7%. Перед замером образец краски необходимо тщательно перемешать для равномерного распределения компонентов.
Оптимальное время измерения – 30 секунд после начала замера, что позволяет получить воспроизводимые результаты без влияния оседания пигментов. Контроль вязкости необходимо проводить не реже одного раза в смену, особенно при использовании красок на основе растворителей, подверженных испарению. В процессе производства допустимое отклонение от эталонного значения вязкости по DIN составляет ±3%, превышение этого лимита требует корректировки состава.
Хранение краски до измерения должно обеспечивать защиту от воздействия пыли и прямого солнечного света, что предотвращает химические изменения и конденсацию влаги. В производственных условиях целесообразно вести журнал контроля вязкости с фиксированием даты, времени, параметров измерения и ответственного лица для обеспечения прослеживаемости и анализа технологических сбоев.
Использование автоматизированных систем контроля вязкости с интеграцией в производственную линию позволяет минимизировать человеческий фактор и своевременно корректировать параметры смеси, обеспечивая стабильное качество автомобильной краски в соответствии с требованиями стандарта DIN.
Вопрос-ответ:
Что означает вязкость автомобильной краски по стандарту DIN и зачем её контролируют?
Вязкость по стандарту DIN — это показатель текучести краски, измеряемый с помощью специального вискозиметра. Контроль вязкости необходим для правильного нанесения покрытия, чтобы обеспечить равномерный слой и хорошее сцепление с поверхностью. Если вязкость слишком высокая, краска будет густой и плохо растекаться, что приведёт к неровностям и потёкам. Если слишком низкая — может стекать, образуя тонкий и непрочный слой.
Какие методы используют для измерения вязкости краски по DIN и чем они отличаются?
Основным методом является измерение в специальной конической ёмкости — вискозиметре DIN. Краска заполняется в сосуд, из которого по определённому отверстию измеряется время вытекания. Этот способ простой и даёт быстрый результат. Существуют и другие методы, например, вискозиметры по Форду, которые применяют другой принцип, но для стандарта DIN важно именно время вытекания через стандартный калибр.
Как изменение температуры влияет на вязкость автомобильной краски по DIN?
Температура оказывает заметное влияние на вязкость: с повышением температуры краска становится более жидкой, вязкость уменьшается, а при охлаждении — густеет. Поэтому измерения вязкости обычно проводят при стандартизированной температуре (около 20 °C), чтобы результаты были сопоставимы. На практике при нанесении краску иногда подогревают или охлаждают, чтобы добиться нужной консистенции и оптимального распыления.
Какие последствия могут возникнуть, если вязкость краски не соответствует нормам DIN?
Если вязкость выходит за пределы допустимых значений, возникают различные проблемы при окрашивании. При слишком высокой вязкости краска будет плохо растекаться и наноситься толстыми слоями, что увеличивает риск образования потёков и неровностей. При слишком низкой — покрытие получается тонким, с плохой укрывистостью и устойчивостью к внешним воздействиям. В результате качество лакокрасочного слоя снижается, уменьшается срок службы и ухудшается внешний вид.
Как правильно подготовить автомобильную краску к измерению вязкости по стандарту DIN?
Перед измерением краску следует тщательно перемешать для равномерного распределения компонентов. Затем её нужно при необходимости разбавить растворителем, соблюдая рекомендации производителя, чтобы вязкость была в допустимых пределах. Важно проводить измерение при стабильной температуре, обычно около 20 °C. Посуда и приборы должны быть чистыми, чтобы не повлиять на результат. При соблюдении всех этих условий полученные данные будут точными и позволят корректно настроить процесс окрашивания.
Что именно измеряет вязкость автомобильной краски по стандарту DIN и почему это важно?
Вязкость по стандарту DIN отражает способность краски течь и растекаться при нанесении. Этот показатель критичен для правильного распыления и равномерного покрытия поверхности. Если вязкость слишком высокая, краска будет густой, что затруднит работу с распылителем и может привести к неровному слою. Если слишком низкая — краска будет слишком жидкой, что увеличит вероятность потеков и недостаточного слоя. Стандарт DIN помогает установить оптимальные параметры вязкости для получения качественного покрытия и удобства в работе.
Какие методы используются для измерения вязкости краски по стандарту DIN и чем они отличаются?
Для определения вязкости автомобильной краски по DIN применяются вискозиметры, в частности вискозиметр DIN. Он представляет собой устройство с коническим отверстием, через которое краска свободно стекает за фиксированное время. Измеряется время стока краски, которое затем переводится в показатели вязкости. Такой способ отличается простотой и точностью. Кроме того, существует ряд других методов, например вискозиметр капельного типа или вращающийся вискозиметр, но именно DIN-метод признан промышленным стандартом для контроля качества автомобильных ЛКМ.