

Врезка в газовую трубу без использования сварки требует точного соблюдения технических норм и применения специализированного оборудования. Такой способ актуален при модернизации систем газоснабжения, когда необходима минимизация рисков, связанных с открытым пламенем. Основным инструментом служит муфта с резьбовым соединением или компрессионный фитинг, обеспечивающий герметичность без нагрева.
Перед началом работы важно отключить подачу газа и проверить давление в системе с помощью манометра. Врезка выполняется на предварительно подготовленном участке трубы, где отсутствуют повреждения и коррозия. Для создания отверстия используется специализированный пробойник или сверло с защитным механизмом, предотвращающим попадание стружки внутрь трубы.
Ключевой аспект – выбор муфты с материалом и размером, соответствующими диаметру и толщине газовой трубы. Установка должна гарантировать устойчивость к вибрациям и перепадам давления, что достигается точной затяжкой соединений согласно рекомендациям производителя. После завершения монтажа проводится проверка герметичности с применением мыльного раствора или электронных датчиков.
Выбор подходящего типа фитинга для врезки в газовую трубу

Для надежной и безопасной врезки в газовую трубу без сварки оптимальны компрессионные и резьбовые фитинги, а также муфты с прокладками. Компрессионные фитинги обеспечивают герметичное соединение за счет затяжки гайки, при этом подходят для стальных и полиэтиленовых труб с диаметром от 15 до 50 мм.
Резьбовые фитинги используются преимущественно для металлических труб, где важна высокая прочность соединения. При выборе резьбового фитинга необходимо учитывать тип резьбы – метрическую или дюймовую – в соответствии с трубой. Для герметичности применяется ФУМ-лента или специальная паста.
Муфты с уплотнительными кольцами (O-ring) подходят для быстрого монтажа и демонтажа, часто применяются в системах с полиэтиленовыми трубами. Важно, чтобы уплотнительные кольца были изготовлены из материалов, устойчивых к воздействию газа, например, из этилен-пропилен-диена (EPDM).
При выборе фитинга следует строго соблюдать требования нормативов – например, ГОСТ Р 55407-2013 для полиэтиленовых труб и СП 62.13330.2011 для стальных систем. Недопустимо использование фитингов с дефектами, царапинами или следами коррозии, так как это снижает надежность соединения.
Диаметр фитинга должен совпадать с наружным диаметром газовой трубы с точностью не менее ±0,5 мм, чтобы избежать утечек. При врезке в трубы с защитным покрытием выбирают фитинги с подходящей конструкцией седла, чтобы сохранить целостность покрытия и обеспечить плотное прилегание.
Подготовка инструментов и материалов для установки без сварки
Для выполнения врезки в газовую трубу без сварки необходимо заранее подготовить специализированные инструменты и материалы, обеспечивающие надежность и герметичность соединения.
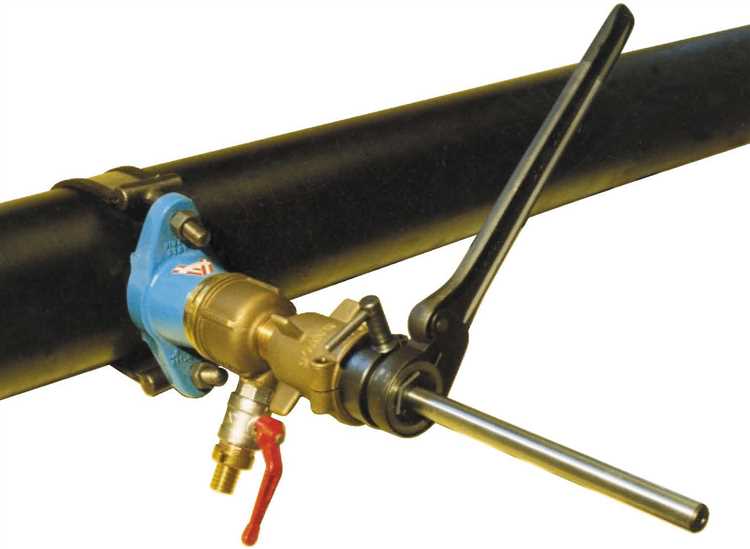
- Врезной фитинг (хомут): выбирается в соответствии с диаметром газовой трубы. Материал – обычно нержавеющая сталь или латунь, устойчивые к коррозии и высоким давлениям.
- Резьбовой кран: должен иметь герметичное соединение с фитингом, часто используется с уплотнительными кольцами из фторопласта (ПТФЭ).
- Уплотнительные материалы:
- Фум-лента или лента ПТФЭ для герметизации резьбовых соединений.
- Прокладки из резины или специального газостойкого материала для уплотнения места врезки.
- Инструменты для подготовки трубы:
- Труборез или ножовка по металлу с чистым резом, без заусенцев.
- Щетка металлическая или абразивная шкурка для очистки поверхности вокруг места врезки от грязи и коррозии.
- Ключи гаечные регулируемые или накидные для затяжки фитинга и крана.
- Специальный инструмент для пробивки отверстия: перфоратор или ручной сверлильный инструмент с коронкой по металлу, диаметр которой соответствует размеру врезного фитинга.
- Средства индивидуальной защиты: перчатки из плотного материала, защитные очки и маска для защиты от металлической стружки и пыли.
Перед началом работы все материалы и инструменты проверяются на отсутствие повреждений и соответствие техническим требованиям. Все элементы системы должны иметь сертификаты, подтверждающие пригодность для газового оборудования.
Техника безопасного отключения подачи газа перед врезкой

Перед началом работ необходимо локализовать главный запорный кран газопровода. Его следует повернуть до полного закрытия, что гарантирует прекращение подачи газа в участок трубы для врезки.
После закрытия крана нужно проверить отсутствие давления в трубе с помощью манометра или газоанализатора. Давление должно быть снижено до нуля, чтобы исключить возможность утечки.
Обеспечьте надёжную вентиляцию помещения или рабочего пространства для быстрого рассеивания остатков газа. В закрытых помещениях обязательно открывайте окна и двери.
Используйте газоанализаторы с чувствительностью не ниже 10 ppm для контроля воздуха перед началом и во время работ. При обнаружении концентрации газа свыше 20% нижнего предела взрываемости (НПВ) работы запрещены.
Запрещается использовать открытый огонь, искрообразующие инструменты и электрооборудование, не сертифицированное для работы в газовой среде, пока подача газа не отключена и подтверждена безопасная среда.
В случае отсутствия манометра или газоанализатора обязательно дождитесь, пока газ полностью выветрится, а труба остынет после закрытия крана – не менее 15 минут при нормальных условиях.
По окончании отключения и перед началом врезки повторно проверьте герметичность запорного устройства и убедитесь, что кран не открывается самопроизвольно под воздействием давления.
Правила разметки и сверления отверстия в газовой трубе

Для точной разметки выбирайте участок трубы с ровной поверхностью и отсутствием коррозии. Используйте металлическую линейку и керн, чтобы отметить центр будущего отверстия с точностью до миллиметра. Отступайте минимум 5 см от сварных швов и соединений, чтобы избежать ослабления конструкции.
Перед сверлением закрепите трубу жёсткими зажимами, исключающими смещение и вибрации. Применяйте сверла по металлу с твердосплавным наконечником диаметром, соответствующим размеру врезного фитинга, обычно от 12 до 25 мм.
Начинайте сверление на низких оборотах дрели, чтобы избежать перегрева металла и деформации. Используйте постоянное охлаждение – смазывайте сверло машинным маслом или водой. Не допускайте соскакивания сверла с разметки, для этого можно сначала просверлить направляющее отверстие диаметром 3–4 мм.
После сверления удалите все металлические заусенцы и стружку из отверстия с помощью надфиля или мелкой наждачной бумаги, чтобы обеспечить плотное прилегание врезного элемента и избежать микропроходов газа.
Монтаж компрессионного или обжимного фитинга на трубу
Перед началом монтажа убедитесь, что труба чистая, ровная и без дефектов на участке соединения. Отрежьте трубу строго под прямым углом, используя труборез или пилу с мелкими зубьями. Обязательно удалите заусенцы и зашлифуйте кромку наждачной бумагой.
Для компрессионного фитинга наденьте на трубу сначала накидную гайку, затем компрессионную втулку (кольцо). Вставьте трубу до упора в корпус фитинга. При затягивании гайки втулка прижимается к трубе, обеспечивая герметичность. Крутите гайку вручную, затем используйте разводной ключ, затягивая до усилия 15-20 Н·м, избегая чрезмерного давления, чтобы не повредить фитинг.
Обжимной фитинг требует специального инструмента – обжимного пресса с соответствующими насадками. Наденьте фитинг на трубу, разместите инструмент так, чтобы обжим приходился на металлическое кольцо фитинга. Произведите равномерный обжим, контролируя, чтобы не появилось трещин или деформаций. Проверяйте качество соединения визуально и при помощи давления газа после монтажа.
Для обеих систем важно, чтобы труба была полностью введена в фитинг. Недостаточная глубина посадки приведет к протечкам. После монтажа обязательно проведите проверку герметичности с помощью мыльного раствора или специализированных средств. Если выявлены подтёки, ослабьте соединение, очистите поверхности и повторите монтаж.
Не используйте фитинги, повреждённые или изготовленные из материалов, несовместимых с газовыми системами. Соблюдайте требования ГОСТ и инструкции производителя для обеспечения безопасности и долговечности соединения.
Проверка герметичности соединения после установки врезки

После монтажа врезки в газовую трубу важно провести проверку герметичности, чтобы исключить утечки и обеспечить безопасность. Для этого применяют методы с использованием мыльного раствора и манометра.
Мыльный раствор готовят из воды и небольшого количества жидкого мыла или моющего средства. Наносят его кистью или распылителем на место соединения, включая уплотнительные элементы и стыки. При наличии пузырьков воздуха на поверхности раствора фиксируют место утечки.
Манометрическая проверка проводится после герметизации соединения. К врезке подключают манометр и создают избыточное давление, обычно на 10-15% выше рабочего. Давление выдерживают в течение 10-15 минут. Если показания манометра остаются стабильными, герметичность подтверждена. Падение давления свидетельствует о неплотности.
Для усиления контроля используют газоанализаторы или специальные детекторы утечек, особенно при работе с природным газом. Они выявляют даже минимальные просачивания газа, недоступные визуальному осмотру.
В случае обнаружения негерметичности соединение разбирают, уплотнители заменяют или корректируют затяжку крепежа, после чего процедуру проверки повторяют.
Методы устранения возможных протечек в месте врезки

После выполнения врезки в газовую трубу без сварки важно немедленно проверить герметичность соединения. Основные утечки происходят в зоне фитинга или при недостаточном уплотнении. Ниже приведены эффективные методы устранения протечек:
- Контроль затяжки резьбовых соединений: Убедитесь, что все резьбовые элементы плотно затянуты. Используйте динамометрический ключ для достижения рекомендованного усилия, если указано производителем фитинга.
- Замена уплотнительного материала: Если использовалась ФУМ-лента, и выявлена утечка, необходимо полностью разобрать соединение, удалить остатки старой ленты и намотать новую – строго по часовой стрелке, в 5–6 слоев, без перекосов.
- Применение анаэробного герметика: Для резьб с мелким шагом эффективны анаэробные составы средней фиксации. Наносите тонким слоем на внутреннюю и внешнюю резьбу, обеспечьте выдержку не менее 15 минут до подачи газа.
- Использование обжимных муфт с резиновыми уплотнителями: В случае протечки на фитингах компрессионного типа проверьте целостность резинового кольца. При необходимости замените его на аналогичный из EPDM или NBR.
- Дополнительная герметизация внешней части соединения: Нанесите газостойкий силикон на стык фитинга и трубы. Это временная мера, допускается только при слабой просачиваемости и при условии последующего обслуживания.
После устранения предполагаемой причины утечки проведите контроль с мыльным раствором: при появлении пузырей повторите герметизацию. Подключение к системе разрешается только после полной уверенности в герметичности.
Правила эксплуатации и технического обслуживания врезанного участка

После выполнения врезки в газовую трубу без сварки необходимо обеспечить регулярный контроль соединения на герметичность. Проверку проводят не реже одного раза в месяц с использованием мыльного раствора. Появление пузырей свидетельствует о наличии утечки и требует немедленного устранения.
Обязателен визуальный осмотр арматуры и фитингов каждые 3 месяца. Особое внимание уделяют состоянию уплотнительных элементов: прокладок, резьбовых соединений, латунных и полимерных вставок. При признаках старения (трещины, деформация, потемнение) элементы заменяют.
Температурный режим эксплуатации должен находиться в пределах от -20 °C до +50 °C. При более низких температурах возрастает риск деформации пластиковых компонентов, при превышении – утраты эластичности уплотнителей.
Запрещено окрашивание или покрытие соединения герметиком, не предназначенным для газовых труб. Это затрудняет диагностику и может скрыть микротрещины. Использовать только сертифицированные составы, имеющие допуск для газоснабжения.
При ежегодном техническом обслуживании всей газовой системы проверяют усилие затяжки резьбовых соединений. Недопустим самостоятельный демонтаж – работы выполняет лицензированный специалист с соответствующим допуском.
Не реже одного раза в 5 лет рекомендуется полная замена врезного соединения, особенно при использовании компрессионных фитингов. Это снижает риск износа при многократных перепадах давления.





