Правильный угол заточки сверла напрямую влияет на качество и скорость сверления металла, а также на срок службы инструмента. Для сверл по металлу оптимальным считается угол заточки в диапазоне 118°–130°, в зависимости от твердости обрабатываемого материала. При слишком остром угле сверло быстро изнашивается, при слишком тупом – ухудшается эффективность резания и возрастает нагрузка на дрель.
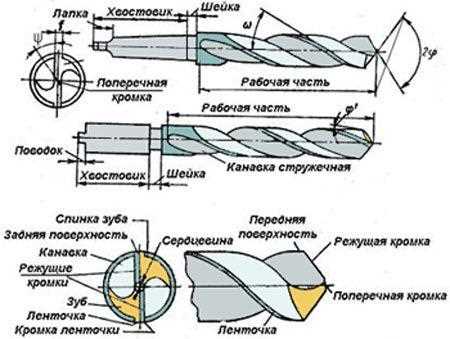
Для самостоятельного определения угла заточки достаточно базового инструмента: угольника с точной шкалой, линейки и, при возможности, увеличительного стекла. Ключевой этап – визуальный контроль режущей кромки и измерение угла между фасками сверла. При этом необходимо учитывать, что угол заточки образуется двумя плоскостями – передней и задней фасками сверла, и именно их пересечение формирует режущую кромку.
В домашних условиях рекомендуется проверять угол заточки на светлом фоне с хорошим освещением и фиксировать показания с погрешностью не более 1°. При необходимости углы корректируются вручную на точильном станке или шлифовальной бумаге с мелким зерном. Контроль правильности заточки снижает риск перегрева металла и обеспечивает равномерное удаление стружки в процессе сверления.
Как выбрать инструмент для измерения угла заточки сверла
Для точного определения угла заточки сверла необходим инструмент с минимальной погрешностью, позволяющий быстро и надежно фиксировать результаты. Оптимальный выбор – угломер с нониусом или цифровой угломер с точностью не менее 0,1°. Они обеспечивают высокую детализацию измерений, необходимую для контроля угла от 90° до 140°, характерного для сверл по металлу.
Простой транспортир подойдет только для грубой оценки, он не позволяет получить точные данные из-за ограниченного масштаба и человеческого фактора. Линейка с угловыми насечками и шаблоны для сверл могут использоваться как вспомогательные средства, но без точного визуального выравнивания измерения будут неточными.
Цифровые угломеры имеют преимущества в удобстве и скорости, особенно при регулярных измерениях. При выборе стоит обратить внимание на габариты измерительной головки: она должна легко помещаться на режущей кромке сверла, не вызывая смещения инструмента во время считывания показаний.
Для самостоятельной работы также полезны специальные приспособления – универсальные измерители угла заточки с регулируемыми направляющими, позволяющие надежно зафиксировать сверло под нужным углом. Они снижают влияние ошибок установки и позволяют повторять измерения с высокой точностью.
Важный критерий – простота калибровки инструмента. Цифровые модели часто имеют функцию автоматического нуля, что исключает систематическую ошибку. При выборе проверяйте наличие заводской поверки или возможность поверки в условиях мастерской.
Способы визуального контроля угла заточки сверла без приборов
Точный угол заточки сверла влияет на качество и скорость сверления. Без специальных измерительных приборов можно использовать несколько проверенных методов визуальной оценки.
- Осмотр симметричности режущих кромок. Поверните сверло так, чтобы режущие кромки были хорошо видны. Их длина и форма должны быть одинаковыми. Если одна сторона короче или имеет иной наклон, угол заточки нарушен.
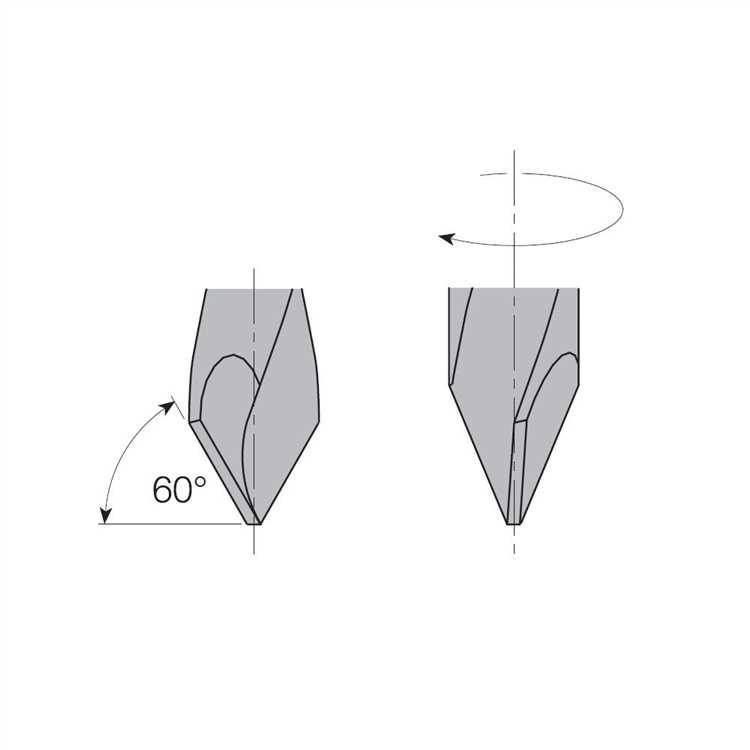
- Определение угла по форме лезвия. При хорошем угле заточки режущая кромка напоминает равнобедренный треугольник. Если вершина слишком острая – угол меньше нормы (обычно 118°–135° для металла), если тупая – угол больше.
- Проверка плоскости заточки. Заточка должна быть ровной, без волн и ступенек. Для этого посветите на лезвие под разными углами – равномерное отражение света укажет на правильную поверхность.
- Сравнение с эталонным сверлом. Если есть сверло с известным правильным углом, приложите их бок о бок и визуально оцените совпадение наклона режущих кромок и формы вершины.
- Использование светотени. Поверните сверло так, чтобы свет падал под острым углом. При правильной заточке тень режущей кромки будет симметрична и неразрывна, при неправильной – появляется асимметрия или смещение тени.
Регулярная практика и сравнение с образцами повышают точность визуального контроля. Такой метод подходит для быстрого предварительного анализа без инструментов и помогает избежать грубых ошибок при заточке сверл.
Измерение угла заточки с помощью транспортирa и линейки
Для точного определения угла заточки сверла потребуется транспортир с делениями не менее 1°. Линейка должна иметь четкие миллиметровые отметки.
1. Установите сверло горизонтально на ровную поверхность, закрепите для исключения смещения.
2. Линейкой измерьте длину режущей кромки от острия до основания заточки. Эта величина нужна для визуального контроля симметрии заточки.
3. Поместите транспортир так, чтобы его основание совпадало с плоскостью, проходящей через ось сверла. Острие сверла должно быть ориентировано к центру транспортира.
4. Визуально определите направление фаски режущей кромки. Осторожно совмещайте одну сторону транспортира с режущей кромкой.
Важный момент: угол, измеряемый с помощью транспортира, – это половина полного угла заточки сверла. Чтобы получить итоговый угол, умножьте измеренное значение на 2.
5. Для повышения точности измерения используйте увеличительное стекло или лупу, чтобы точно зафиксировать линию режущей кромки относительно делений транспортира.
6. Повторите измерение с другой стороны сверла. Отклонение между значениями не должно превышать 2°. Если расхождение больше, потребуется корректировка заточки.
Этот способ подходит для сверл диаметром от 3 мм до 12 мм. Для меньших диаметров рекомендуют специализированные инструменты.
Определение угла заточки с помощью угломера или шаблона
Для точного определения угла заточки сверла используют механический угломер или готовый шаблон с нужными углами. Это позволяет избежать ошибок, возникающих при визуальной оценке.
- Установите сверло горизонтально на ровную поверхность или в держатель.
- Приложите угломер к режущей кромке так, чтобы одна линия угломера совпадала с плоскостью фаски.
- Считайте угол на шкале угломера. Для сверл по металлу оптимальный угол обычно 118° или 130°, в зависимости от типа обработки.
- Если используется шаблон, приложите его к режущей кромке сверла и убедитесь, что фаска совпадает с прорезью шаблона без зазоров.
Для повышения точности измерения рекомендуется:
- Проверять угол в нескольких точках режущей кромки.
- Использовать угломеры с делениями не менее 1°.
- Контролировать чистоту и отсутствие повреждений на фасках перед измерением.
При несоответствии угла рекомендуемому значению проводится дополнительная заточка с корректировкой фаски до требуемого угла.
Как правильно подготовить сверло к замеру угла заточки
Перед измерением угла заточки сверло необходимо тщательно очистить от стружки и масляных загрязнений. Для этого примените щетку с металлической щетиной или ветошь, смоченную в растворителе, чтобы убрать остатки материала и обеспечить четкий обзор режущей кромки.
Убедитесь, что сверло не деформировано и не имеет сколов на режущей части. Любые механические повреждения исказят результаты замера и затруднят точное определение угла.
Разместите сверло на ровной поверхности или в специальном держателе, обеспечивающем устойчивое положение. Центрируйте сверло так, чтобы ось проходила строго горизонтально, что позволит избежать ошибок при визуальном осмотре и измерениях.
Используйте увеличительные приборы (лупу или микроскоп с увеличением от 10x) для точного определения контура режущей кромки. Это обеспечит точность замера и выявит малейшие отклонения.
Перед началом измерения отметьте на сверле опорные точки – вершину и границы заточки, чтобы при повторных замерах ориентироваться на одни и те же участки. Это повысит повторяемость результатов.
Особенности измерения угла заточки для разных диаметров сверл
Угол заточки сверла играет ключевую роль в его работе. Для обеспечения оптимальной производительности и долговечности важно правильно измерить и установить угол заточки в зависимости от диаметра сверла. Для сверл с маленьким диаметром и больших существует несколько различий в подходах, которые нужно учитывать при заточке.
Для сверл диаметром до 5 мм угол заточки должен быть 118°. Этот угол обеспечивает хорошее сочетание остроты и прочности. Важно, чтобы форма заточки оставалась симметричной, так как даже незначительное отклонение может привести к ухудшению точности сверления и перегреву инструмента.
Для сверл диаметром от 5 до 10 мм угол заточки можно немного уменьшить до 90°-110°. Это необходимо для предотвращения чрезмерной нагрузки на сверло, поскольку увеличенный угол может вызвать повышенное трение, что приведет к преждевременному износу. Для таких диаметров рекомендуется также учитывать материал, с которым будет работать сверло, так как жесткие материалы требуют более острого угла.
Для сверл диаметром более 10 мм угол заточки чаще всего составляет 135°. Такой угол способствует лучшему удалению стружки и снижает вероятность перегрева при сверлении твердых материалов. Важно, чтобы угол на рабочей кромке был равномерным, поскольку любые отклонения могут вызвать неравномерное распределение нагрузки и нестабильную работу сверла.
Измерение угла заточки производится с помощью специальных угломеров или штангенциркулей с метками для углов. Также полезно использовать вращающийся станок для заточки, что позволяет более точно выдерживать угол при заточке сверла. Для сверл с очень маленьким диаметром можно использовать микрометр для более точных измерений угла.
Особое внимание стоит уделить углу задней поверхности сверла, так как его форма влияет на эффективность сверления и износ инструмента. Для сверл с диаметром до 5 мм угол задней поверхности должен быть около 12-15°, для более крупных сверл – до 20°. Чрезмерный угол задней поверхности может ослабить конструкцию сверла, особенно для больших диаметров, что приведет к быстрому износу.
Типичные ошибки при определении угла заточки и как их избежать

Ошибка 1: Игнорирование материала сверла
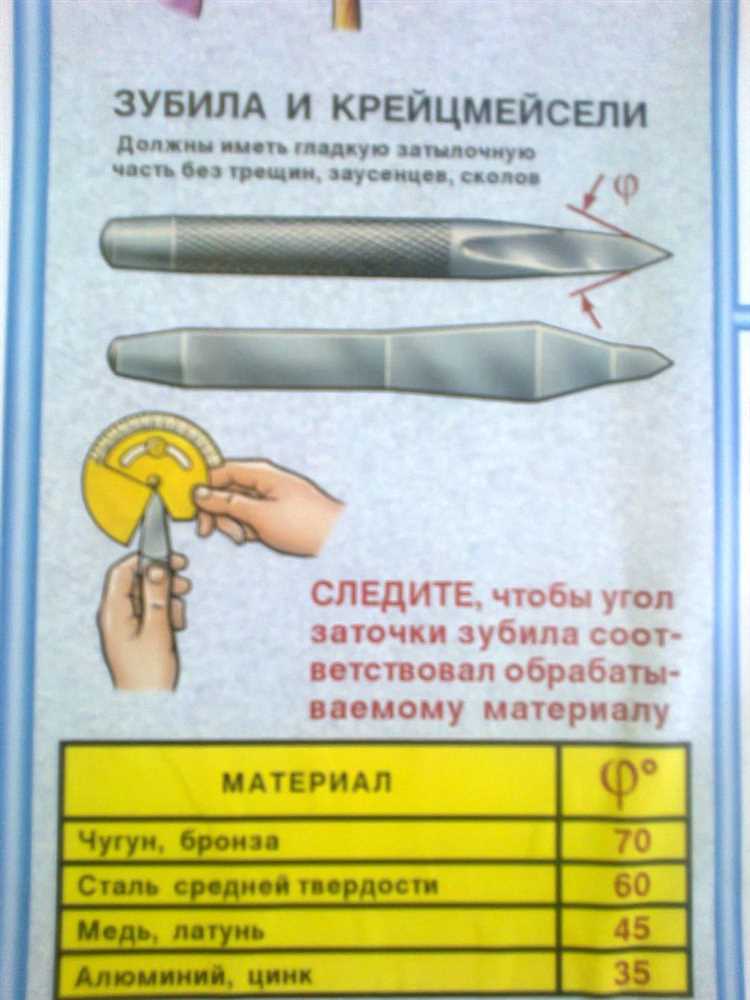
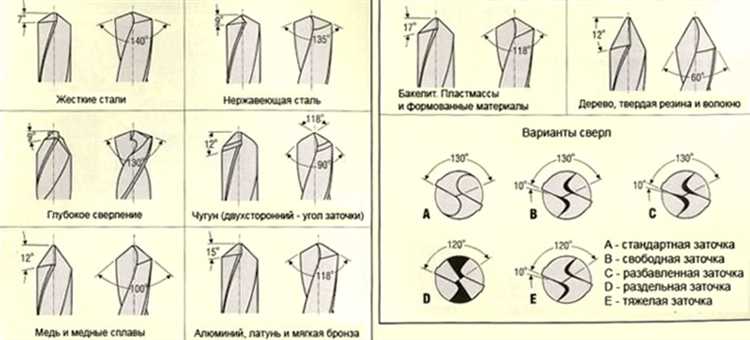
Каждый металл имеет свои требования к углу заточки. Для сверл по стали угол заточки обычно составляет 118°, а для сверл по более мягким материалам, например, алюминию – 135°. Одна из частых ошибок – использование универсального угла для всех материалов. Это приводит к быстрому износу сверла и снижению качества работы. Рекомендация: всегда учитывайте материал, для которого предназначено сверло, и подбирайте угол заточки, соответствующий его характеристикам.
Ошибка 2: Несоответствие угла режущих кромок
Если при заточке углы режущих кромок сверла на разных частях не совпадают, это приведет к неравномерному износу и снижению точности сверления. Ошибка возникает, когда угол заточки на одной стороне сверла отличается от угла на другой. Рекомендация: при заточке регулярно проверяйте симметричность углов с помощью угломера или визуально, чтобы убедиться в их одинаковости.
Ошибка 3: Чрезмерное затачивание
Излишняя заточка сверла, при которой снимается больше металла, чем необходимо, ослабляет его конструкцию и увеличивает вероятность поломки. Многие стараются сделать сверло как можно острее, забывая, что чрезмерное уменьшение толщины кромок может повлиять на прочность инструмента. Рекомендация: заточка должна быть умеренной, с акцентом на поддержание прочности и долговечности сверла, а не на максимальную остроту.
Ошибка 4: Недооценка угла задней поверхности
Ошибка 5: Неоправданное использование одного угла для всех типов сверл
Разные типы сверл (спиральные, прямые, центровочные) требуют различных углов заточки. Универсальный угол может не подойти для всех типов сверл, что приведет к их недостаточной производительности. Рекомендация: подбирайте угол заточки в зависимости от типа сверла и его предназначения. Например, для спиральных сверл угол заточки будет одним, а для центровочных – другим.
Ошибка 6: Игнорирование состояния инструмента
Если сверло уже имеет значительные повреждения (трещины, сколы), попытки исправить его углом заточки не принесут желаемого результата. Нередко пользователи забывают о необходимости проверки состояния инструмента перед началом заточки. Рекомендация: всегда проверяйте сверло на наличие повреждений и не пытайтесь улучшить сильно изношенные или поврежденные инструменты с помощью заточки.
Как корректировать угол заточки в зависимости от материала металла
Правильная настройка угла заточки сверла значительно улучшает эффективность сверления и долговечность инструмента. Каждый металл требует индивидуального подхода к углу заточки, что позволяет предотвратить перегрев, ускоряет процесс и улучшает качество обработки.
Для мягких металлов, таких как алюминий и медь, угол заточки должен быть меньшим, около 118-120°. Это позволяет сверлу легче проникать в материал, предотвращая излишнее сцепление и забивание стружкой. Меньший угол способствует получению более гладкого отверстия и снижению трения.
Для стали и чугунных сплавов угол заточки должен быть около 130-135°. Такой угол помогает сверлу проникать в более твердые материалы, снижая риск перегрева. Больший угол способствует лучшему удержанию формы сверла при работе с более жесткими металлами.
При сверлении нержавеющих сталей угол заточки должен быть в пределах 140°, что снижает нагрев сверла и повышает его устойчивость к коррозии. Также такой угол позволяет сохранить остроту рабочей кромки, что важно для точности обработки.
Для специальных сплавов, таких как титановая или жаропрочная сталь, рекомендуется угол 150° или больше. Эти металлы обладают высокой термической стойкостью и требуют большей прочности у рабочего инструмента, что делает угол заточки более острым и устойчивым к высоким нагрузкам.
Корректируя угол заточки в зависимости от типа материала, можно продлить срок службы сверла, снизить температуру работы и улучшить качество обрабатываемой поверхности.
Вопрос-ответ:
Как определить угол заточки сверла по металлу самостоятельно?
Чтобы определить угол заточки сверла по металлу, необходимо знать несколько параметров. Во-первых, стандартный угол заточки для сверл по металлу обычно составляет от 118 до 135 градусов. Чтобы измерить угол, можно использовать угломер или шаблон для сверл. Если у вас нет таких инструментов, можно использовать обычную угловую линейку и сравнивать угол заточки с известными углами. Это поможет вам понять, соответствует ли угол рекомендуемым стандартам для работы с металлом.
Как выбрать правильный угол заточки для сверла, если у меня нет шаблона для измерения?
Если у вас нет специального шаблона для измерения угла, вы можете сделать это с помощью простых измерений. Например, возьмите обычную угловую линейку и приложите её к торцу сверла. Затем, с помощью угломера или простого расчета, определите угол между режущими кромками. Для сверл по металлу угол заточки обычно должен быть около 118 градусов для универсального использования или 135 градусов для более жестких материалов. Однако, важно помнить, что угол заточки может варьироваться в зависимости от типа обрабатываемого металла.
Можно ли заточить сверло по металлу вручную, и какие инструменты для этого нужны?
Да, сверло по металлу можно заточить вручную. Для этого потребуется шлифовальный камень или точильный станок, а также угломер для точной регулировки угла. Процесс заключается в том, чтобы аккуратно шлифовать каждую режущую кромку сверла, соблюдая правильный угол. Обычно для сверл по металлу используется угол заточки около 118 градусов. Важно равномерно затачивать обе кромки сверла, чтобы обеспечить его эффективную работу.
Как часто нужно менять угол заточки на сверле, если оно начинает плохо работать?
Если сверло начало плохо работать, это может быть связано с износом его режущей кромки. Обычно угол заточки нужно подкорректировать, когда сверло теряет свою остроту и начинает скользить по металлу. Если на сверле появились микротрещины или оно стало плохо входить в материал, это может означать, что угол заточки слишком острый или тупой. В таких случаях нужно немного изменить угол заточки, сделав его менее агрессивным или, наоборот, увеличив угол для лучшей проходимости.
Какие ошибки чаще всего делают при самостоятельной заточке сверла?
При самостоятельной заточке сверла можно допустить несколько распространенных ошибок. Во-первых, это неправильный угол заточки, что может привести к тому, что сверло не будет эффективно работать с металлом или быстро износится. Во-вторых, если не соблюдать симметричность заточки, одна кромка может оказывать большее сопротивление, что приведет к искривлению сверла или его быстрому повреждению. Еще одной ошибкой является перегрев сверла при заточке, что может ослабить его металл и ухудшить его рабочие характеристики. Важно контролировать температуру и время работы, чтобы избежать этих проблем.
Как правильно рассчитать угол заточки сверла по металлу самостоятельно?
Для правильной заточки сверла по металлу необходимо учитывать несколько факторов. В первую очередь, угол заточки зависит от типа обрабатываемого материала. Например, для мягких металлов угол должен быть меньше, а для твердых — выше. Обычно угол заточки составляет от 90° до 130°. Чтобы рассчитать угол, можно использовать угломер или специальные шаблоны. Важно не только правильно выбрать угол, но и следить за симметричностью заточки для достижения хорошего результата при сверлении.
Можно ли заточить сверло для металла дома без специального оборудования?
Да, заточить сверло для металла можно в домашних условиях, если у вас есть базовые инструменты. Для этого понадобятся напильник, шлифовальный камень или даже дрель с абразивным кругом. Важно соблюдать правильный угол заточки и не перегревать металл, чтобы не потерять его твёрдость. Некоторые мастера используют специальные приспособления для заточки, которые помогают точнее контролировать угол. В любом случае, процедура требует терпения и внимания, особенно если сверло заточено несколько раз.