Для эффективной сварки инвертором ключевым фактором является правильный выбор электродов. Новичкам важно ориентироваться на тип покрытия, диаметр и марку электродов, поскольку от этих параметров зависит качество шва и стабильность дуги.
Диаметр электродов выбирается в зависимости от толщины свариваемого металла и мощности сварочного аппарата. Для тонких листов до 3 мм подойдут электроды диаметром 2-2,5 мм, тогда как для металла от 4 мм оптимальны 3-4 мм. Электроды меньшего диаметра требуют меньшего тока и проще контролируются новичками.
Марка электродов должна соответствовать типу стали. Для углеродистой стали рекомендуется использовать электроды с покрытием типа Е42 или Е46, которые обеспечивают стабильную дугу и минимальное разбрызгивание. Алюминиевые и нержавеющие сплавы требуют специальных электродов с соответствующими характеристиками.
Кроме того, новичкам стоит выбирать электроды с рутиловым покрытием, так как они обеспечивают плавное зажигание дуги и хороший внешний вид сварного шва без дополнительной обработки. Такие электроды снижают вероятность дефектов и упрощают процесс обучения.
Как определить нужный диаметр электрода для инверторной сварки
Выбор диаметра электрода напрямую зависит от толщины свариваемого материала и типа соединения. Для листов до 2 мм оптимален электрод диаметром 2,0 мм, он обеспечивает стабильное горение дуги и минимальное прожигание. Для толщин от 2 до 5 мм подходит диаметр 2,5 мм, он обеспечивает достаточную глубину проплавления при средней силе тока 80-110 А.
Если материал толще 5 мм, рекомендуется использовать электроды 3,0 мм с силой тока в диапазоне 100-140 А. При работе с деталями свыше 8 мм выбирают диаметр 4,0 мм, позволяющий выдерживать ток до 160 А и обеспечивать глубокое проплавление без прерываний дуги.
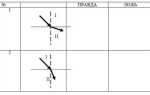
Следует учитывать, что для сварки вертикальных и потолочных швов предпочтительнее брать электроды меньшего диаметра, чтобы избежать стекания расплавленного металла. В инверторных аппаратах, благодаря стабильной дуге, допустимо использование электродов на 0,5 мм тоньше, чем при традиционной сварке, что улучшает качество и облегчает управление процессом.
Низкий ток при большом диаметре вызывает нестабильность дуги и образование шлаковых включений, высокий ток при малом диаметре – прожигание и усиленное разбрызгивание. Оптимальная пара диаметр-сила тока обеспечивает равномерный провар и минимальный расход электродов.
Какие марки электродов подходят для работы с низкоуглеродистой сталью

Для сварки низкоуглеродистой стали оптимальны электроды марки Э42 и Э46. Они обеспечивают прочный шов с минимальным риском образования трещин и пористости. Электроды Э42 подходят для деталей толщиной от 2 до 10 мм и характеризуются стабильным горением дуги при сварке переменным и постоянным током.
Электроды Э46 применяются при более ответственных конструкциях с повышенными требованиями к прочности шва, их используют для толщин свыше 6 мм. Эти электроды выдерживают напряжения до 460 МПа и хорошо проявляют себя при работе с инверторными сварочными аппаратами благодаря улучшенной устойчивости дуги.
Также часто используются электроды АНО-21 – универсальный вариант с основным покрытием, который обеспечивает низкое содержание водорода в шве и уменьшает вероятность образования горячих трещин. Они подходят для большинства марок низкоуглеродистой стали и рекомендуются новичкам за простоту в применении.
Важно выбирать электроды с диаметром, соответствующим толщине металла и параметрам инвертора. Для тонких листов от 1,5 до 3 мм лучше брать диаметр 2-3 мм, для более толстых – 3-4 мм. Диаметр влияет на стабильность дуги и качество провара.
Влияние типа покрытия электрода на качество сварочного шва

Тип покрытия электрода напрямую определяет стабильность горения дуги, защиту расплава и структуру шва. Рутиловое покрытие обеспечивает легкое возбуждение дуги и минимальное разбрызгивание, что идеально для новичков, работающих с тонким металлом. Однако швы с рутиловыми электродами могут иметь пониженную механическую прочность и склонность к пористости при высокой влажности.
Основное преимущество кислого покрытия – высокое качество металла шва с хорошей плотностью и минимальными дефектами. Оно требует большей квалификации сварщика из-за сложностей в возбуждении дуги и повышенного разбрызгивания. Рекомендуется для ответственных конструкций и толстого металла.
Основное покрытие обеспечивает глубокое проплавление и минимальное количество шлака, что улучшает механические характеристики соединения. При этом дуга может быть менее стабильной, что усложняет работу новичку. Такой тип покрытия лучше использовать после приобретения опыта.
Целлюлозное покрытие образует активный защитный газ и сильный шлак, что позволяет хорошо сваривать в вертикальном и потолочном положении. Швы обладают хорошей прочностью и низкой пористостью, но дуга часто нестабильна и требует корректной техники.
Для новичков оптимален выбор электродов с рутиловым покрытием из-за стабильной дуги и простоты использования, несмотря на уступки по прочности. При необходимости сварки толстого металла с повышенными требованиями лучше перейти к кислым или основным покрытиям, учитывая, что качество шва при этом зависит от техники сварки.
Как выбрать электроды для сварки в разных положениях (горизонтально, вертикально, потолок)
При сварке в различных пространственных положениях важно учитывать тип покрытия и диаметр электрода, чтобы обеспечить устойчивость дуги и минимизировать подтекания шва.
- Горизонтальное положение:
- Подходит большинство универсальных электродов с рутиловым или основным покрытием.
- Рекомендуется диаметр 2.5–3.2 мм для стабильного провара и контроля шва.
- Основные электроды (например, Э42А, Э46) дают прочный шов с минимальным разбрызгиванием.
- Вертикальная сварка (сверху вниз и снизу вверх):
- Используйте электроды с низким содержанием шлака и высоким сцеплением, например, с основным покрытием (Э42А, Э50А).
- Диаметр лучше выбирать 2.0–2.5 мм для контроля плавления и предотвращения подтеканий.
- Рутиловые электроды менее подходят, так как шлак быстрее стекает, что затрудняет работу в вертикали.
- Сварка потолка (над головой):
- Оптимальны электроды с основным покрытием или с модифицированным рутилом, обеспечивающие плотный шлак и устойчивую дугу.
- Диаметр не более 3.0 мм для легкости управления и снижения капельности металла.
- Важно выбирать электроды с высокой вязкостью шлака для предотвращения его падения.
При любом положении стоит учитывать рекомендации производителя электрода и параметры инвертора, а также пробные сварки для подбора оптимальных режимов.
Почему важна влажность и условия хранения электродов для новичка

Влажность существенно влияет на качество сварки, особенно для начинающих. Электроды с повышенным уровнем влаги вызывают образование пор, шлаковых включений и нестабильную дугу. Это приводит к ухудшению прочности шва и необходимости переделок, что усложняет обучение и повышает затраты.
Содержание влаги в покрытии электродов должно быть минимальным – не более 0,2%. При влажности выше этого показателя возможны частые проблемы с поджигом дуги и образование трещин в сварном шве. Новичкам важно контролировать условия хранения, чтобы избежать этих ошибок.
Рекомендуется хранить электроды в сухом помещении с температурой от +15° до +25°С и влажностью воздуха не выше 60%. Идеально использовать герметичные контейнеры или специальные электродные шкафы с подогревом. После открытия заводской упаковки электроды нельзя оставлять на открытом воздухе более 2–3 часов.
При обнаружении увлажнения электроды необходимо просушить в электросушилке при температуре 100–150°С в течение 1–2 часов. Это восстановит их свойства и обеспечит стабильность сварочного процесса. Для новичков соблюдение этих простых правил значительно снижает риск дефектов и ускоряет освоение техники.
Выбор электродов для сварки нержавейки и легированных сталей инвертором
Для сварки нержавеющей и легированной стали инвертором применяются специальные электроды с покрытием, соответствующим марке металла. Наиболее востребованы электроды типа 308L для аустенитной нержавейки марки 304 и 316, а также 309L для сварки переходных швов между углеродистой и нержавеющей сталью. Эти марки обеспечивают стабильную дугу, низкое разбрызгивание и хорошую коррозионную стойкость шва.
При выборе обращайте внимание на диаметр электрода – для тонколистовой стали подходят диаметры 1,6–2,0 мм, а для толстостенных конструкций лучше использовать 3,0 мм. Толщина металла и положение сварки влияют на необходимый диаметр и силу тока инвертора.
Для легированных сталей с содержанием хрома и никеля до 8–12% подходят электроды с низким содержанием углерода (L в маркировке), что предотвращает образование карбидов и появление межкристаллитной коррозии. Электроды с рутиловым или смешанным покрытием обеспечивают легкое возбуждение дуги и меньшее количество брызг, что важно для новичков.
Температура предварительного подогрева для нержавейки обычно не требуется, но при сварке толстых деталей из легированных сталей с высоким содержанием углерода стоит применять подогрев в пределах 100–200 °C для снижения риска образования трещин. Используйте инвертор с возможностью точной настройки тока и контроля сварочной дуги для достижения оптимального качества шва.
Покупайте электроды известных производителей с сертификатами соответствия, так как некачественные расходники ухудшают провар и снижают стойкость соединения. Храните электроды в сухом помещении, чтобы избежать впитывания влаги и появления пористости шва.
Как избежать проблем с прилипанием электрода при первом опыте сварки
При сварке инвертором прилипание электрода часто происходит из-за неправильного выбора силы тока, угла наклона или скорости движения. Чтобы избежать этой проблемы, важно учитывать несколько конкретных моментов.
- Настройка силы тока. Для электродов диаметром 2.5 мм оптимальный ток – 70–90 А, для 3.25 мм – 90–120 А. Если ток слишком мал, дуга гаснет, электрод прилипает. Если слишком высок – происходит разбрызгивание и ухудшается качество шва.
- Правильный угол наклона электрода. Для новичков рекомендуется держать электрод под углом 70–80° к поверхности металла. Сильный наклон приводит к неустойчивой дуге и прилипанию.
- Скорость движения электрода. Слишком медленное движение увеличивает риск прилипания из-за избыточного нагрева. Двигайтесь равномерно, чтобы поддерживать постоянную дугу.
- Использование свежих электродов. Влажные или повреждённые электроды вызывают нестабильность дуги и прилипание. Храните электроды в сухом месте, желательно в термосушилке.
- Зачистка металла перед сваркой. Удалите ржавчину, краску и грязь. Чистая поверхность обеспечивает стабильное горение дуги и уменьшает вероятность прилипания.
- Плавный старт дуги. При поднесении электрода к детали, не допускайте прямого касания поверхности. Поднесите электрод на 2–3 мм и начните движение плавно, не задерживаясь на месте.
- Практика контроля дуги. Следите за звуком и искрами. Писк и равномерное искрение свидетельствуют о правильной работе, громкий треск или глухой звук – сигнал для корректировки тока или угла.
Рекомендации по безопасности при работе с разными типами электродов
Для рутиловых электродов важно обеспечить эффективную вентиляцию, поскольку при сварке выделяются летучие соединения титана и диоксида кремния. Используйте защитные респираторы с фильтрами класса P2 или выше.
Щелочные электроды требуют повышенного внимания к защите глаз: при сварке возникает интенсивное ультрафиолетовое излучение, способное вызвать ожоги сетчатки. Рекомендуется использовать маски с затемнением не ниже DIN 11.
Основные электроды при нагреве выделяют оксиды марганца и железа, раздражающие дыхательные пути. Работайте только в хорошо проветриваемом помещении, предпочтительно с вытяжной вентиляцией.
Целлюлозные электроды имеют повышенную склонность к разбрызгиванию расплава, что повышает риск ожогов. Используйте плотные защитные перчатки и кожаную одежду с длинными рукавами.
Общее правило: никогда не касайтесь металлических частей сварочного аппарата влажными руками, чтобы избежать поражения током. Перед началом работы проверяйте целостность изоляции кабелей и исправность заземления.
При смене типа электродов корректируйте настройки сварочного аппарата согласно рекомендациям производителя – неправильный режим повышает риск перегрева и коротких замыканий.
Вопрос-ответ:
Какие электроды подходят для сварки инвертором новичку при работе с чёрным металлом?
Для начинающего сварщика, использующего инвертор, оптимальны электроды марки Э42 или Э46. Они универсальны и подходят для сварки углеродистой стали, обеспечивая хорошее качество шва и стабильную дугу. Такие электроды легко зажигаются, что облегчает работу новичку и позволяет получать прочные соединения без особых сложностей.
Как влияет диаметр электрода на процесс сварки инвертором для начинающего?
Диаметр электрода играет важную роль. Для новичка рекомендуется использовать электроды диаметром 2,5-3,25 мм, так как они обеспечивают стабильное горение дуги и удобны в управлении. Мелкие электроды сложнее удерживать и поддерживать дугу, а крупные требуют большей силы тока и могут создавать больше разбрызгивания. Правильно подобранный диаметр помогает избежать дефектов и упрощает процесс сварки.
Можно ли использовать электроды с основным покрытием для новичка при сварке инвертором?
Электроды с основным покрытием обычно предназначены для опытных сварщиков, поскольку требуют строго соблюдения параметров сварки и правильной подготовки. Для новичков лучше подойдут рутиловые электроды — они более прощают ошибки, дают более ровный шов и легко зажигаются. Использование основных электродов без необходимого опыта может привести к трещинам и другим дефектам в шве.
Какие ошибки часто допускают новички при выборе электродов для инвертора?
Одной из распространённых ошибок является выбор слишком толстых или тонких электродов без учёта толщины свариваемого металла и возможностей инвертора. Также бывает, что новичок берёт электроды с покрытием, требующим специальных навыков, либо не обращает внимания на срок хранения электродов — влажные или просроченные электроды ухудшают качество сварки. Неправильный выбор приводит к проблемам с зажиганием дуги, плохому провару и появлению шлаковых включений.
Как правильно хранить электроды, чтобы они долго оставались пригодными для сварки инвертором?
Электроды необходимо хранить в сухом помещении при комнатной температуре, желательно в герметичной упаковке или контейнере. Влажность снижает их качество и приводит к появлению пористости и трещин в сварном шве. Если электроды всё же отсырели, можно попробовать просушить их в духовке при температуре около 100–120 °C в течение часа, но лучше избегать повторного смачивания. Правильное хранение сохраняет стабильность дуги и улучшает результат сварки.
Какие электроды лучше всего подходят для новичка при сварке инвертором и почему?
Для начинающих сварщиков обычно рекомендуют электроды с рутиловым покрытием, например, марки Э42 или Э46. Они обеспечивают стабильную дугу и менее чувствительны к технике сварки, что облегчает процесс обучения. Такие электроды дают хороший шов с минимальным количеством брызг, а также легко зажигаются и не требуют высокой квалификации. Это позволяет новичкам быстрее освоить навыки и получить качественный результат без лишних сложностей.
Можно ли использовать универсальные электроды для всех типов сварочных работ инвертором, или лучше выбирать под конкретные задачи?
Хотя на рынке есть универсальные электроды, которые подходят для разных видов работ, в большинстве случаев лучше подбирать электроды, исходя из конкретной задачи и типа металла. Например, для сварки тонкого металла подходят более тонкие электроды с рутиловым покрытием, а для толстых деталей или ответственных конструкций лучше использовать электроды с основным покрытием, которые обеспечивают более прочный шов. Использование правильного типа электродов помогает достичь надежного соединения и уменьшить риск дефектов в сварном шве.