

Фуговальный станок предназначен для создания идеально ровной базовой поверхности на заготовке из древесины. Его основная функция – выравнивание плоскостей и кромок досок, брусков и щитов перед последующей обработкой. Это критически важно для точного склеивания элементов, строгания по толщине и сборки изделий без перекосов.
Рабочий механизм станка состоит из двух столов – подающего и принимающего – между которыми расположен фрезерный вал с ножами. Заготовка подается вдоль направляющей, и снимаемый слой древесины срезается с высокой точностью. Регулировка глубины строгания позволяет снимать от 0,5 до 5 мм за один проход, в зависимости от твёрдости материала и состояния инструмента.
Фуговальный станок незаменим при подготовке досок с криволинейными или непараллельными поверхностями, когда требуется задать точную геометрию. Он также используется для устранения винтообразных деформаций, возникающих при сушке пиломатериалов. Без этой стадии невозможно добиться качественного сопряжения деталей и стабильных размеров в мебельном производстве, столярных мастерских и при изготовлении клеёных изделий.
Для повышения точности и безопасности обработки важно использовать параллельный упор, устанавливать ножи вровень со столом, а также применять толкатели при работе с короткими или узкими заготовками. Ключевым фактором эффективности является своевременная заточка ножей и настройка станка, включая устранение биений вала и перекосов столов.
Выравнивание криволинейной кромки доски перед распилом
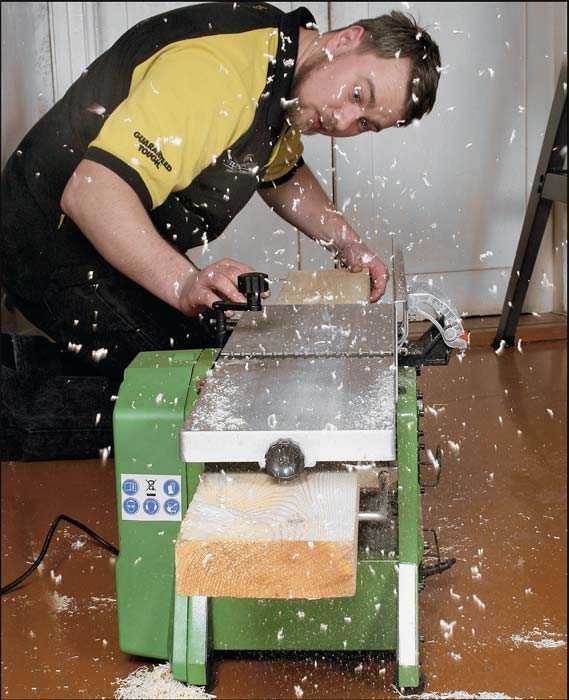
Криволинейная кромка доски препятствует точному распилу и вызывает отклонения при дальнейшей обработке. Для устранения этой проблемы используется фуговальный станок, обеспечивающий прямолинейность одной из кромок, необходимую для последующего точного распила на циркулярной пиле.
Перед фугованием доску укладывают кромкой на подающую часть стола. Начальное положение режущего ножа должно обеспечивать равномерное снятие материала по всей длине искривлённой линии. Принудительно прижимать доску к упору по всей кривизне не следует – это искажает результат. Достаточно опоры в начале и конце заготовки для сохранения общей плоскости.
Оптимальная глубина съёма при выравнивании – 1,5–2 мм за один проход. Этого достаточно для удаления неровностей без чрезмерного уменьшения ширины. Контроль прямолинейности выполняется по упору станка и при помощи металлической линейки или шаблона. После получения ровной базовой кромки доска направляется на распил с опорой на обработанную сторону, что обеспечивает точность геометрии.
Подготовка одной базовой плоскости заготовки для строгания

Устанавливая заготовку на станок, опорной следует сделать ту сторону, которая имеет наименьшую кривизну. Это важно для достижения стабильного контакта с направляющей линейкой. Если базовая поверхность будет выбрана неправильно, строгание приведёт к искажению формы всей детали.
Во время подачи заготовки необходимо прижимать её к столу и параллельному упору. Сначала усилие прижимают ближе к входной части, а после прохождения ножевого вала – переносят на выходной стол. Это обеспечивает ровную базовую плоскость без волн и уступов.
Рекомендуемая глубина съёма за один проход – 1–2 мм, в зависимости от твердости породы и степени деформации заготовки. При необходимости удаления больших неровностей выполняется несколько проходов с постепенным уменьшением глубины.
Фуговка заканчивается, когда плоскость полностью прилегает к столу без зазоров и качания. Полученная поверхность будет служить опорной для последующего строгания, фрезерования и форматной распиловки, определяя точность всей дальнейшей обработки.
Снятие деформаций с досок после сушки

После камерной или естественной сушки древесина часто приобретает дефекты геометрии: изгиб, винтовое скручивание, коробление. Для устранения этих деформаций применяется фуговальный станок, обеспечивающий выравнивание базовой плоскости доски с точностью до 0,1 мм.
Перед началом работы необходимо выбрать рабочую сторону доски, которая будет обработана первой. Обычно это наиболее ровная поверхность без трещин и сучков. Укладка доски на фуговальный стол осуществляется так, чтобы изгиб «смотрел» вверх – это минимизирует прогиб при снятии первого слоя.
Подача осуществляется равномерно, с контролем прижатия к направляющей и столу. При сильных искривлениях допускается съём до 3 мм за один проход, но чаще выбирают 1–2 мм для сохранения объёма древесины. При значительной винтовой деформации обработка выполняется ступенчато, с постепенным переходом к ровной поверхности.
После формирования базовой плоскости доска переворачивается и подаётся на рейсмусование, где устраняется остаточная неровность противоположной стороны. Только после этой операции доску можно считать геометрически стабильной и пригодной для точной подгонки в изделии.
Создание прямого угла между плоскостью и кромкой заготовки

Для получения точного прямого угла между плоскостью и кромкой заготовки фуговальный станок должен быть точно отрегулирован. Непараллельность ножевого вала и направляющей приводит к отклонению от 90°. Ключевое условие – строго вертикальное положение подвижной направляющей относительно фуговального стола.
Перед началом работы проверяют прямоугольность с помощью поверочного угольника. Его прикладывают к фуганку в зоне ножей, фиксируя совпадение угла направляющей с плоскостью стола. При наличии отклонения корректируют направляющую с помощью регулировочных винтов до достижения идеального прямого угла.
Заготовку при фуговании прижимают к направляющей с умеренным усилием, исключая её смещение. Равномерная подача вдоль ножей исключает локальные перекосы. Давление на заготовку распределяют: передний конец – вниз и к упору, задний – только вниз, после прохождения ножевого вала.
Рекомендуемая высота направляющей – не менее 100 мм для удобного упора, особенно при обработке заготовок с большой толщиной. При фуговании узких деталей шириной до 40 мм необходимо использовать прижимной башмак и толкатель для обеспечения безопасности и устойчивости заготовки.
Финальный контроль прямого угла выполняется после фугования. При отклонении более 0,1 мм на 100 мм кромки следует повторить операцию с подстройкой угла направляющей и проверкой равномерности подачи. Чистота и острота ножей также напрямую влияют на точность угла – притуплённый инструмент создаёт микросмещения волокон и искажает геометрию кромки.
Работа с заготовками нестандартной толщины и ширины

При обработке заготовок, отличающихся от стандартных параметров, необходимо точно настраивать глубину съема и положение направляющих. Заготовки шириной менее 40 мм требуют использования прижимных приспособлений или толкателей, исключающих риск вырыва и отката. Обработка очень широких деталей (более 300 мм) возможна только при условии полной устойчивости заготовки на подающем столе и наличии мощного двигателя, способного выдерживать увеличенную нагрузку.
Для нестандартной толщины – например, менее 10 мм – необходимо устанавливать ограничители по высоте и применять контршаблоны, предотвращающие деформацию детали при проходе через ножевой вал. При толщине свыше 60 мм увеличивается сопротивление резанию, поэтому требуется снижение скорости подачи и заточка ножей с меньшим углом атаки.
Рекомендуется: перед фугованием визуально проверить геометрию нестандартной заготовки, исключить наличие сучков и внутренних напряжений, способных вызвать раскол. При серийной обработке – использовать калибровочные образцы для настройки и исключения погрешностей.
Ключевое правило – надежная фиксация и стабильное перемещение заготовки по столу без люфта и вибраций.
Использование фуговального станка в комплексе с рейсмусом
Фуговальный станок выполняет первичное выравнивание и строгание плоскостей древесины, обеспечивая ровность и параллельность одной из сторон заготовки. Это критически важно для дальнейшей обработки на рейсмусе.
Рейсмус используется для обработки противоположной стороны доски, добиваясь точной толщины и параллельности поверхностей. Последовательное применение двух станков позволяет добиться стабильных размеров и высокой точности изделия.
- Перед подачей на рейсмус рекомендуется обеспечить ровную и гладкую опорную поверхность с помощью фуговального станка, минимизируя риск заедания и погрешностей при строгании толщины.
- Оптимальная толщина заготовки для рейсмуса достигается за счет удаления минимального слоя древесины на фуговальном станке, что снижает нагрузку на рейсмус и повышает ресурс его ножей.
- Фуговка обеспечивает прямолинейность ребер и углов, что важно для правильной подачи и равномерного прижима на рейсмусе.
- Совмещая функции станков, достигается стабильность геометрии: сначала устраняется деформация на фуговальном, затем контролируется толщина на рейсмусе.
Рекомендации по работе в комплексе:
- Обработать одну плоскость и одно ребро фуговальным станком.
- Установить заготовку на рейсмус с опорой на обработанную плоскость.
- Настроить рейсмус на нужную толщину с учетом снятого слоя на фуговке.
- Произвести обработку противоположной стороны до равномерной толщины по всей длине.
Такой порядок позволяет сократить количество проходов, повысить качество поверхности и минимизировать риск брака. Использование фуговального станка и рейсмуса в тандеме – залог точности и эффективности в обработке древесины.
Вопрос-ответ:
Для чего нужен фуговальный станок по дереву?
Фуговальный станок применяется для обработки деревянных заготовок с целью получения ровных и гладких поверхностей. С его помощью устраняют неровности и шероховатости, подготавливая древесину к дальнейшей работе, например, к шлифовке или сборке.
Какие задачи решает фуговальный станок в столярном производстве?
Этот станок позволяет выравнивать края и плоскости досок, обеспечивая точную геометрию деталей. Благодаря ему улучшается качество стыков и повышается прочность готовых изделий, поскольку соединения становятся более плотными и аккуратными.
Каковы особенности конструкции фуговального станка, которые влияют на качество обработки?
Фуговальный станок оснащён режущим валом с ножами и плоской подачей заготовок. Важную роль играет стабильность стола и точность регулировок высоты подачи. Это обеспечивает равномерное снятие материала и минимизирует риск появления дефектов на поверхности.
Можно ли использовать фуговальный станок для обработки других материалов, кроме древесины?
В основном фуговальные станки предназначены для работы с древесиной. Иногда их применяют для обработки композитных материалов на основе дерева, но обработка металлов или твёрдых пластиков не предусмотрена и может привести к поломке оборудования или плохому качеству обработки.
Какие преимущества даёт применение фуговального станка по сравнению с ручной обработкой дерева?
Использование фуговального станка значительно сокращает время подготовки заготовок и повышает точность обработки. Ручная работа требует больше усилий и навыков, а результат может быть менее ровным. Машина обеспечивает стабильный и качественный результат, что особенно важно при изготовлении сложных или массовых изделий.





