При сварке полуавтоматом с использованием защитного газа важно точно понимать, на сколько хватит баллона объемом 10 литров. Это напрямую зависит от давления, установленного на редукторе, интенсивности сварочных работ и состояния оборудования. Например, при рабочем давлении 5 атмосфер и расходе 10 литров в минуту баллона хватит примерно на 50 минут непрерывной работы.
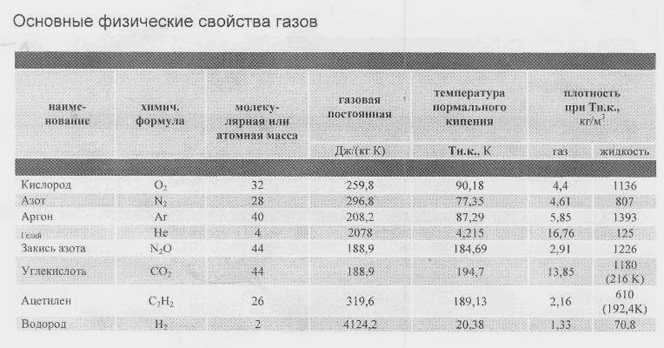
Углекислота подается в сжатом состоянии, обычно под давлением 50–60 атмосфер. В стандартном 10-литровом баллоне содержится около 5 кг CO₂. При температуре около 20 °C этого количества достаточно для обеспечения порядка 450–500 минут работы при расходе газа 10 л/мин с учетом фазового перехода углекислоты из жидкого в газообразное состояние.
Рекомендуется контролировать расход газа с помощью ротаметра. Превышение оптимального расхода не увеличивает качество шва, а лишь ускоряет опустошение баллона. Эффективным считается расход от 8 до 12 л/мин в зависимости от толщины металла и режима сварки. Работа при порывах ветра или вблизи вентиляции требует увеличения подачи до 15–16 л/мин, что сокращает общий ресурс баллона почти вдвое.
При частичной загрузке полуавтомата и перерывах между швами важно перекрывать подачу газа. Даже кратковременная утечка в незакрытой системе при 10 л/мин может привести к потере более 1 м³ CO₂ за 2 часа, что эквивалентно почти 20% объема стандартного баллона. Это особенно критично при сварке в полевых условиях, где нет доступа к резервной емкости.
Сколько по времени хватит 10 литров углекислоты при непрерывной подаче
Объём 10 литров указывает на геометрическую вместимость баллона, но для расчёта времени подачи важнее давление газа. Стандартный баллон с объёмом 10 литров при заправке до 50 атмосфер содержит около 500 литров углекислоты в сжатом состоянии.
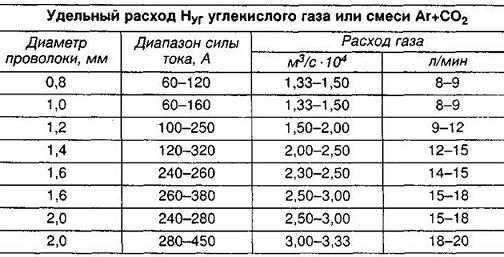
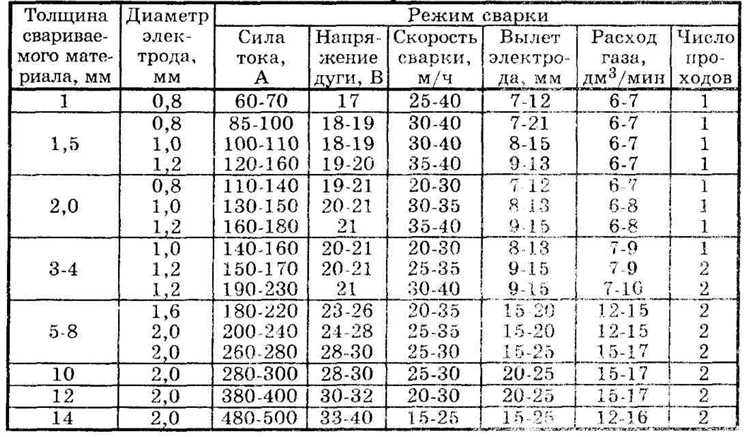
При сварке полуавтоматом средний расход углекислоты составляет от 10 до 15 литров в минуту в зависимости от диаметра проволоки, силы тока и скорости подачи. При расходе 12 литров в минуту запас в 500 литров обеспечит непрерывную подачу примерно на 41–42 минуты.
Если давление в баллоне ниже или требуется повышенный расход газа (например, при сварке толстого металла или на сквозняке), время подачи сокращается. При расходе 15 литров в минуту углекислоты хватит на 33 минуты. Оптимизация подачи достигается использованием редуктора с точной настройкой и проверкой герметичности соединений. Превышение необходимого расхода не улучшает качество шва, но быстро расходует газ.
Как влияет расход углекислоты на качество сварного шва
При сварке полуавтоматом углекислота используется как защитный газ, предотвращающий контакт расплавленного металла с кислородом воздуха. Расход напрямую влияет на стабильность дуги, степень окисления и формирование шва.
Оптимальный расход для проволоки диаметром 0,8–1,0 мм составляет 8–12 л/мин. При расходе менее 6 л/мин защита зоны дуги ослабляется, увеличивается риск пористости шва и вкраплений оксидов. Металл становится хрупким, наблюдается межкристаллитная коррозия в углеродистых сталях.
Расход свыше 14 л/мин приводит к турбулентности потока, что засасывает воздух в зону сварки. Визуально шов может быть гладким, но внутри появляются микропоры, особенно при работе на токах выше 180 А. Это критично при ответственных соединениях.
Рекомендация: для сварки в помещении без сквозняков – 10 л/мин. При наличии притока воздуха – увеличить до 12 л/мин. В закрытом пространстве или при сварке нержавеющей стали предпочтительно использовать смесь CO2 с аргоном, снижая турбулентность при тех же значениях расхода.
Контроль расхода осуществляется ротаметром, установленным на редукторе. Изменения в давлении баллона не влияют на литраж подачи при правильной настройке.
Типичный расход углекислоты в литрах в минуту при сварке полуавтоматом
При сварке полуавтоматом в среде углекислого газа расход CO2 напрямую зависит от диаметра сварочной проволоки, толщины металла, режима сварки и условий окружающей среды.
- Для проволоки диаметром 0,8 мм при сварке тонкого металла (до 3 мм) расход составляет 8–10 литров в минуту.
- При использовании проволоки 1,0 мм и сварке деталей толщиной 4–6 мм – 10–12 литров в минуту.
- На тяжёлых режимах с проволокой 1,2 мм расход увеличивается до 12–15 литров в минуту.
На открытом воздухе поток газа увеличивают на 2–4 литра в минуту для компенсации сдувания. При использовании дюзы с большим диаметром также требуется увеличить подачу CO2.
Оптимальный результат достигается при стабильной подаче газа без пульсаций. Контролировать расход удобно с помощью ротаметра, установленного после редуктора. Резкое увеличение расхода часто указывает на утечку или неверно подобранные параметры.
Для снижения расхода важно избегать избыточного давления на выходе и использовать корректно подобранную длину газовой магистрали. Давление на редукторе – в пределах 0,2–0,3 МПа.
Настройка редуктора для стабильного расхода углекислоты

Точный расход углекислоты напрямую зависит от правильной настройки редуктора. При сварке полуавтоматом расход газа должен быть стабильным, чтобы обеспечить защиту сварочной ванны и избежать пористости шва.
- Перед настройкой убедитесь в герметичности всех соединений. Утечка даже 0,1 л/мин приведёт к перерасходу до 1 литра за 10 минут.
- Давление на входе должно соответствовать рабочему давлению баллона – обычно около 50 атм. При меньших значениях возможны скачки подачи газа.
- На выходе редуктора установите давление 2–4 атм. Это оптимальный диапазон для подачи 8–12 л/мин при стандартных условиях сварки.
- Расходомер на редукторе должен быть откалиброван. Показания 10 л/мин соответствуют расходу при температуре +20°C и нормальном давлении.
- Не увеличивайте подачу углекислоты “на глаз”. Избыточный расход не улучшит защиту, но снизит экономичность.
- Используйте форсунки с диаметром не более 12 мм. Широкая форсунка требует большего расхода для равномерного покрытия дуги.
После каждого подключения баллона проверяйте расход при холостом продуве. Настроенное значение не должно превышать 10 л/мин при открытом клапане и без дуги.
Как проверить, сколько углекислоты осталось в баллоне

Для точного определения остатка углекислоты в баллоне используют весовой метод. Полный баллон на 40 литров с углекислым газом весит около 70–75 кг. Масса пустого баллона (тара) указана на его горловине, обычно составляет 50–55 кг. Разница между текущим весом и массой тары покажет, сколько газа осталось.
Взвешивание проводят на напольных весах. Баллон устанавливают вертикально, после чего сравнивают полученное значение с массой тары. Например, если баллон весит 62 кг, а тара – 52 кг, значит, осталось 10 кг углекислоты. Один килограмм соответствует приблизительно 0,5 м³ газа.
Манометр не даёт объективной картины, так как давление в баллоне с жидкой CO₂ практически постоянно – около 50–57 атмосфер при температуре 20 °C, пока в баллоне остаётся жидкая фаза. Падение давления говорит о почти полном израсходовании газа.
Хранить баллон при температуре ниже +30 °C. При перегреве давление растёт, и манометр может показывать некорректные данные. Проверку лучше проводить в помещении с постоянной температурой, чтобы исключить погрешности.
Зависимость расхода углекислоты от диаметра сопла и типа горелки
Диаметр сопла напрямую влияет на объем подаваемого защитного газа. При увеличении диаметра с 10 до 16 мм расход углекислоты возрастает примерно на 20–30%, поскольку требуется больший поток для создания стабильного защитного облака. Оптимальное значение для большинства работ – 12–14 мм. При меньшем диаметре возможно образование завихрений, приводящих к втягиванию воздуха и ухудшению качества шва.
Тип горелки также оказывает значительное влияние. Обычные стандартные горелки (например, MB-15) требуют 8–10 л/мин, тогда как горелки с удлиненным мундштуком или повышенной мощностью (MB-25, MB-36) работают стабильно только при расходе 12–14 л/мин. Горелки с функцией газодинамической стабилизации (например, с многощелевыми вставками) позволяют снизить расход углекислоты до 6–8 л/мин без потери защитных свойств.
Неправильно подобранное сочетание сопла и горелки приводит либо к перерасходу газа, либо к дефектам сварного шва из-за нестабильного газового покрытия.
Как утечки в соединениях влияют на расход углекислоты

Основные зоны риска – места подключения баллона к редуктору, резьбовые соединения, трещины в шлангах, неплотности в быстроразъёмных муфтах. Часто утечки незаметны визуально и не сопровождаются свистом, но выявляются мыльным раствором: даже мелкие пузырьки указывают на потерю давления.
Падение давления в системе вызывает нестабильность дуги и потребность в повышении подачи газа, что ускоряет опустошение баллона. Например, при компенсации утечки увеличением расхода с 10 до 15 л/мин баллон на 40 литров опустошается за 5 часов, вместо запланированных 8.
Рекомендуется еженедельно проверять герметичность всех соединений. При обнаружении течи – заменить уплотнители, использовать фум-ленту для резьбы или полностью заменить изношенные элементы. Контроль утечек – один из самых эффективных способов экономии углекислоты при полуавтоматической сварке.
Когда использовать углекислоту отдельно, а когда в смеси с аргоном

Чистая углекислота (CO₂) подходит для сварки конструкционной углеродистой стали толщиной от 3 до 20 мм, где основной приоритет – прочность соединения при минимальных затратах. Газ обеспечивает глубокое проплавление и высокую скорость подачи проволоки, но сопровождается интенсивным разбрызгиванием и повышенным образованием окалины.
Смесь аргона с углекислотой (чаще всего Ar + 15–25% CO₂) предпочтительна при сварке тонкостенных деталей, нержавеющих сталей, легированных сплавов и при выполнении корневых швов. Аргон стабилизирует дугу, снижает тепловложение и минимизирует деформации. Смеси обеспечивают лучший контроль формы валика, меньшее количество брызг и высокое качество шва, особенно в положительных пространственных положениях.
При сварке ответственных конструкций, где требуется повторная механическая обработка или окраска, использование смеси снижает затраты на последующую доработку. В производстве металлоконструкций, где важна скорость, но допускается грубость шва, применяют чистую CO₂.