

Соединение двух труб одинакового диаметра с резьбой требует точности в выборе фитинга и инструмента. Наиболее надёжный способ – использование соединительной муфты с внутренней цилиндрической резьбой, соответствующей стандарту ГОСТ 6357-81. Такой фитинг обеспечивает герметичность без необходимости сварки и применяется в системах водоснабжения, отопления и сжатого воздуха.
Перед монтажом необходимо убедиться в чистоте и целостности резьбы на концах труб. Любые заусенцы или следы коррозии снижают надёжность соединения. Для обеспечения герметичности применяется уплотнительный материал: фум-лента, льняная прядь или анаэробный герметик. Фум-лента подходит для бытовых систем с давлением до 6 бар, тогда как анаэробный герметик выдерживает давление свыше 10 бар.
Монтаж производится вручную до упора, после чего труба докручивается трубным ключом, но не более чем на 2 оборота. Избыточное усилие может повредить резьбу или фитинг. Контроль герметичности осуществляется при подаче давления: если после 10 минут не обнаружено утечек, соединение считается исправным.
При работе с оцинкованными трубами важно избегать контакта резьбы с кислотными или щелочными средствами. Для таких систем предпочтительно использовать льняную подмотку с пастой, предназначенной для металлических труб, что снижает риск коррозии и облегчает демонтаж в будущем.
Выбор типа резьбового соединения для конкретного назначения

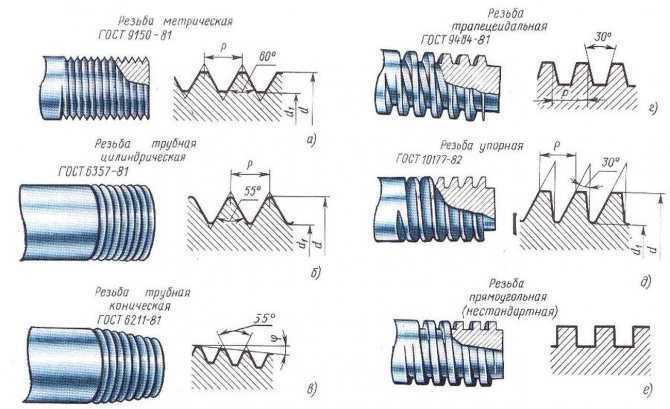
Прямоугольная резьба применяется в системах с высоким давлением и динамическими нагрузками. Отличается повышенной прочностью и износостойкостью, что делает её оптимальной для гидравлических и пневматических линий с частыми циклами разборки. Однако требует точной обработки и строго соответствующих фитингов.
Коническая резьба (например, NPT) обеспечивает герметичность за счёт уплотнения по всей длине резьбы. Идеально подходит для газовых и водопроводных систем, где исключение утечек критично. При соединении обязательно использование герметиков: фум-ленты, анаэробных паст или пакли с пастой. Для повторной сборки предпочтительнее выбирать пасту, сохраняющую эластичность.
Цилиндрическая резьба (G, BSPP) предназначена для соединений, в которых уплотнение достигается за счёт прокладки, размещённой в торцевом контакте. Рекомендуется для систем, где важна стабильная герметичность без изменения усилия при затяжке, например, в лабораторных и фармацевтических установках. Не допускает самоуплотнения – прокладка обязательна.
Метрическая резьба используется в промышленных магистралях, особенно в станках и оборудованиях с международной стандартизацией. Требует точного соответствия профиля и шага, особенно при работе с агрессивными средами или высокими температурами. Для герметичности применяются комбинированные уплотнители: шайбы с фторполимерным покрытием или термостойкие кольца.
Выбор типа резьбы должен учитывать не только среду, но и частоту демонтажа, тип герметика, температурные и механические нагрузки. Ошибочный подбор может привести к утечкам, повреждению резьбы и отказу системы.
Проверка совместимости резьбы по шагу и направлению
Перед соединением двух труб необходимо точно определить шаг и направление резьбы, так как несовпадение этих параметров делает герметичное соединение невозможным. Для измерения шага используют резьбомер – инструмент, позволяющий определить количество витков на один дюйм (для дюймовой резьбы) или расстояние между витками в миллиметрах (для метрической).
Для дюймовых труб наиболее распространены резьбы BSP и NPT. У резьбы BSP шаг выражается в нитках на дюйм и отличается от аналогичного параметра у NPT, несмотря на схожие диаметры. Например, резьба 1/2″ BSP имеет 14 ниток на дюйм, как и 1/2″ NPT, но отличается углом профиля: 55° у BSP и 60° у NPT. Это делает их несовместимыми без использования переходников.
Направление резьбы – ещё один ключевой параметр. В быту почти всегда используется правая резьба, затягивающаяся по часовой стрелке. Левая встречается реже, обычно в системах с вращающимся оборудованием или в газоснабжении, где требуется защита от случайного откручивания. Для определения направления достаточно визуального осмотра: правая резьба уходит вверх вправо при взгляде на торец трубы.
Даже минимальное расхождение в шаге или направлении приводит к заеданию резьбы или образованию зазоров, что исключает герметичность. Совместимость проверяется опытной стыковкой вручную: при совпадении параметров труба легко навинчивается без усилий и перекосов на 2–3 оборота. Любое сопротивление – сигнал к повторной проверке характеристик резьбы.
Подготовка концов труб к соединению: очистка и обезжиривание

Качество резьбового соединения напрямую зависит от состояния концов труб. Остатки загрязнений, ржавчины или масел могут привести к протечке. Перед началом соединения необходимо провести тщательную подготовку поверхности.
- Сначала удалите механические загрязнения с концов труб: пыль, нагар, остатки старой краски или герметика. Используйте металлическую щётку, наждачную бумагу с зерном P80–P120 или абразивный круг.
- При наличии ржавчины обработайте участок преобразователем ржавчины или очистите с помощью растворителя и щётки. Не допускается соединение с активной коррозией на резьбе.
- Для обезжиривания применяйте ацетон, уайт-спирит или технический спирт. Наносите средство на безворсовую ткань и тщательно протирайте всю поверхность резьбы и примыкающую зону на 2–3 см.
- Не используйте бытовые моющие средства – они могут оставить пленку, препятствующую адгезии герметика или ленты ФУМ.
- После обезжиривания дайте поверхности полностью высохнуть. Не допускайте соединения мокрых или влажных концов – это снижает герметичность.
Подготовка считается завершённой, когда металл чистый, сухой, без следов масел, окалины и ржавчины. Только после этого переходите к нанесению герметизирующего материала и сборке соединения.
Нанесение уплотнительного материала на резьбу
Правильное нанесение уплотнителя на резьбу обеспечивает герметичность соединения и предотвращает утечки. Подход зависит от типа материала: фум-лента, анаэробный герметик или пакля с пастой.
- Фум-лента:
- Очистите резьбу от грязи и масла.
- Намотайте ленту по ходу резьбы (по часовой стрелке), начиная с первого витка. Не заходите за край трубы.
- Наматывайте с лёгким натяжением, 5–7 витков для стандартного соединения ½»–¾».
- Прижмите ленту пальцем, чтобы устранить пузырьки и зазоры.
- Анаэробный герметик:
- Обезжирьте резьбу ацетоном или спиртом.
- Нанесите герметик полоской на внешнюю резьбу, не доходя до первого витка (1–2 мм).
- Равномерно распределите состав по резьбе пальцем или кистью.
- Соедините детали не позднее, чем через 2 минуты после нанесения. Полная полимеризация – через 24 часа.
- Пакля и паста:
- Намотайте паклю по ходу резьбы, заполняя межвитковое пространство. Не допускайте свисания волокон.
- Смажьте витки специальной пастой для резьбовых соединений (например, на основе графита или каолина).
- Плотно затяните соединение ключом, без перетягивания.
Не смешивайте разные типы уплотнителей. Соблюдение инструкций производителя критично для сохранения герметичности при эксплуатации под давлением.
Ручная сборка труб до упора и предварительная фиксация

Перед началом сборки убедитесь, что резьбы на обеих трубах чистые и не имеют повреждений. Загрязнения, заусенцы и следы коррозии удаляются при помощи металлической щётки или ветоши, смоченной в уайт-спирите. После очистки рекомендуется нанести тонкий слой антикоррозионной смазки или технического вазелина для облегчения резьбового соединения.
Совместите оси труб и начните навинчивание вручную. Первые 2-3 оборота должны происходить без усилия. Если уже на этом этапе возникает сопротивление – это признак перекоса. В таком случае разъедините трубы, проверьте состояние резьбы и начните сборку заново.
Дальнейшее завинчивание выполняется до упора, то есть до момента, когда резьбовая часть полностью войдёт в муфту или сопрягаемый конец второй трубы. Упор определяется по ощутимому возрастанию сопротивления вращению и отсутствию видимого зазора между сопрягаемыми элементами.
После достижения упора выполняется предварительная фиксация: трубы удерживаются в собранном положении с помощью трубного зажима или струбцины с прокладками, исключающими повреждение поверхности. Это особенно важно при работе с трубами из латуни, меди или полимеров с металлической резьбой.
Не следует использовать ключи на этом этапе – затяжка с усилием будет выполнена позже, после нанесения герметизирующего состава. Предварительная фиксация необходима для сохранения точной соосности и предотвращения самопроизвольного раскручивания до окончания монтажных работ.
Использование трубного ключа для окончательной затяжки

После соединения двух труб с резьбой вручную необходим трубный ключ для создания герметичного соединения. Используйте ключ с регулируемым зевом, подходящим по размеру к наружному диаметру трубы – обычно это ключ №1 или №2 для труб 1/2″–3/4″.
Закрепите одну трубу в тисках, чтобы исключить проворачивание. Вторую трубу захватите ключом ближе к резьбовому соединению – это снижает риск деформации. Поверните трубу по часовой стрелке (если резьба правая), прикладывая усилие до момента, когда дальнейшее вращение становится затруднительным без чрезмерного усилия.
Не допускается превышение усилия затяжки: при использовании удлинителей или чрезмерного давления можно повредить резьбу или сорвать герметик. Если используется льняная подмотка с пастой, достаточно одного-два оборота ключом после ручной сборки. При применении фум-ленты – не более одного оборота.
Проверьте отсутствие люфтов, вращая трубу в обратную сторону – соединение не должно ослабевать. При наличии течи разберите соединение, очистите резьбу и повторите процедуру с новым уплотнителем.
Проверка соединения на герметичность после сборки
После затяжки резьбового соединения необходимо провести тест на герметичность. Используйте мыльный раствор: смешайте воду с жидким мылом в пропорции 10:1. Нанесите раствор кисточкой на резьбовое соединение. При наличии утечки появятся пузырьки воздуха.
Если трубы предназначены для водоснабжения, откройте подачу воды под рабочим давлением и визуально оцените соединение в течение минимум 10 минут. Влажные участки или капли – признак негерметичности.
Для систем, работающих под давлением выше 1,5 атм, используйте манометр. Измерьте давление сразу после герметизации и повторно через 15 минут. Падение давления более чем на 0,1 атм – сигнал к разборке и повторной герметизации соединения.
Не применяйте герметичность «на слух» – отсутствие шипения не гарантирует плотности. Всегда используйте физические или визуальные методы контроля. При наличии доступа примените электронный детектор утечек – он особенно эффективен для газовых систем.
Разборка и повторное соединение без повреждения резьбы

Перед разборкой обязательно перекройте подачу среды (вода, газ и т.д.) и сбросьте остаточное давление. Очистите наружную часть соединения от грязи, ржавчины и старой уплотнительной ленты с помощью металлической щётки и растворителя на основе ацетона.
Используйте два разводных ключа: один удерживает неподвижную трубу, второй – вращает резьбовое соединение. Нельзя допускать скручивания труб, особенно если они из мягкого металла, например, латуни или алюминия. Ключи должны охватывать трубу максимально близко к соединению – это минимизирует нагрузку на резьбу.
При заклинивании не применяйте избыточное усилие. Нагрейте соединение промышленным феном или строительным феном до 150–200°C – это расширит металл и разрушит старый уплотнитель. Альтернатива – обработка проникающей смазкой (WD-40, LIQUI MOLY Rapid Rust Solvent) за 10–15 минут до попытки разборки.
После разъединения тщательно осмотрите резьбу. Если на ней видны задиры, повреждения витков или заусенцы – удалите их мелким надфилем или резьбовым шаблоном. Поверхность должна быть гладкой, витки – чёткими.
Перед повторной сборкой нанесите на резьбу лен или фторопластовую нить с равномерным натяжением по часовой стрелке. Избегайте многослойности – избыточный уплотнитель вызывает внутреннее напряжение и деформацию резьбы. Дополнительно используйте герметик, совместимый с типом среды и материалом труб (например, Loctite 577 для металлических соединений).
Закручивайте соединение равномерно до упора, избегая перетяжки. Используйте динамометрический ключ, если требуется соблюдение крутящего момента (рекомендовано для стальных труб – 40–60 Н·м при диаметре ½ дюйма).
Вопрос-ответ:
Как правильно подобрать соединительные элементы для труб с резьбой одинакового диаметра?
Для соединения труб с одинаковым диаметром и резьбой нужно выбрать детали, которые совпадают по размеру и типу резьбы. Обычно это муфты или ниппели, которые имеют внутреннюю или наружную резьбу под нужный диаметр. Важно убедиться, что резьбы совпадают по стандарту, например, дюймовые или метрические, чтобы соединение было герметичным и прочным.
Какие инструменты потребуются для соединения двух труб с резьбой одинакового диаметра?
Для работы обычно используют газовый ключ или разводной ключ, чтобы зафиксировать трубы и соединительные элементы. Также понадобится уплотнитель для резьбы — чаще всего используют льняную паклю или фум-ленту. Перед сборкой следует очистить резьбу от грязи и старого герметика, а затем аккуратно намотать уплотнительный материал, чтобы избежать протечек.
Как избежать протечек при соединении труб с резьбой одинакового диаметра?
Чтобы соединение было герметичным, важно правильно использовать уплотнитель. Обычно применяют фум-ленту, которую наматывают по часовой стрелке на наружную резьбу, или льняную паклю с пастой. После этого нужно аккуратно закрутить соединение ключом, не перетягивая, чтобы не повредить резьбу. Проверять соединение на герметичность лучше всего после установки, подав давление воды или воздуха.
Можно ли соединять трубы с резьбой одинакового диаметра без использования уплотнителя?
Без уплотнителя соединение будет ненадежным, поскольку резьбовые стыки имеют микропорожки, через которые может просачиваться жидкость или газ. Если уплотнитель не применять, это может привести к протечкам и необходимости частого ремонта. Поэтому рекомендуется всегда использовать подходящие материалы для герметизации резьбы, чтобы обеспечить надежность и долговечность соединения.
Какие ошибки часто допускают при соединении двух труб с одинаковой резьбой и как их избежать?
Частые ошибки включают использование неподходящих по диаметру или типу резьбы элементов, отсутствие уплотнителя или его неправильное нанесение, чрезмерное затягивание соединения, что приводит к повреждению резьбы. Чтобы избежать проблем, важно правильно подобрать комплектующие, аккуратно подготовить резьбу, нанести уплотнитель и затягивать соединение без излишних усилий. Также стоит проверить стык на герметичность после сборки.
Как правильно соединить две трубы одинакового диаметра с резьбой, чтобы избежать протечек?
Для надежного соединения двух труб с резьбой одинакового диаметра сначала нужно очистить резьбовые края от грязи и заусенцев. Затем на наружную резьбу одной из труб наносится специальная герметизирующая лента или паста — это помогает предотвратить протечки. После этого трубу аккуратно вкручивают в муфту или другую трубу с внутренней резьбой, не перетягивая слишком сильно, чтобы не повредить резьбу. Завершающим шагом станет проверка соединения под давлением — при отсутствии подтеканий работу можно считать выполненной правильно.





