

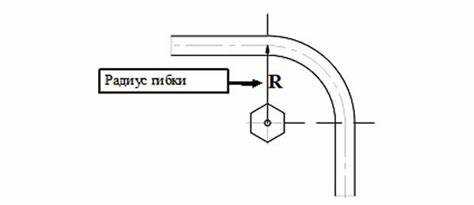
ПНД трубы изготавливаются из полиэтилена низкого давления и отличаются высокой гибкостью, но при этом имеют ограничение на минимальный радиус изгиба. Прямой угол (90 градусов) – одна из самых сложных форм для гибки без использования дополнительных фитингов. Неправильный подход приводит к заломам, сужению внутреннего прохода и снижению прочности участка.

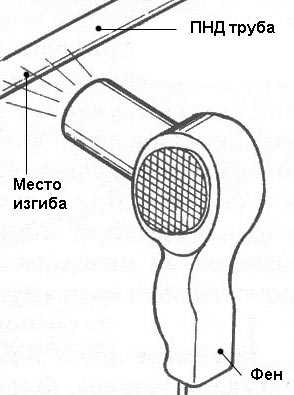
Для получения качественного изгиба под 90° допустимо использовать два основных метода: нагрев и формовку с фиксацией. Оптимальная температура нагрева составляет 130–140°C – этого достаточно для размягчения стенок без риска их плавления. Используется строительный фен или термопечь. Газовая горелка неприемлема – локальный перегрев вызывает деформации и растрескивание.
Перед нагревом участок трубы необходимо зафиксировать, исключив провисание и скручивание. Внутрь можно временно вставить пружину или плотно набить песком, чтобы избежать деформации при изгибе. После прогрева изгиб выполняется вручную или по шаблону, затем труба фиксируется до полного остывания, что занимает 3–5 минут в зависимости от диаметра.
На трубе с наружным диаметром до 32 мм допустимо выполнять изгиб вручную без наполнения, если используется контролируемый равномерный нагрев. При диаметрах более 40 мм применение наполнителя обязательно. Применение металлических направляющих угольников позволяет получить стабильный угол с минимальными отклонениями.
Выбор подходящего диаметра и типа ПНД трубы для изгиба

Для изгиба под прямым углом применяются ПНД трубы с наружным диаметром от 16 до 32 мм. Большие диаметры, например 40 мм и более, требуют промышленного оборудования или использования фитингов, поскольку их радиус изгиба слишком велик для ручного формования.
Выбирайте трубу с маркировкой ПЭ100 – она обладает повышенной прочностью и лучше сохраняет форму при изгибе. ПЭ80 хуже поддаётся изгибу и чаще трескается при малом радиусе.
Для ручного изгиба подходит труба с SDR от 11 до 17. Более толстостенные (SDR 9 и ниже) слишком жёсткие, а более тонкостенные (SDR 21 и выше) легко деформируются и теряют герметичность.
Используйте только трубы без армирования. Многослойные изделия с алюминиевой прослойкой или дополнительным покрытием не гнутся, а ломаются при попытке изменения формы.
Оптимальный выбор для изгиба под прямым углом – труба ПЭ100, диаметром 25 мм, SDR 13.6. Такая конфигурация обеспечивает необходимую гибкость и прочность при минимальных рисках повреждения.
Нагрев трубы строительным феном без повреждения стенок

Для сгибания ПНД трубы под прямым углом с использованием строительного фена необходимо соблюдать точный температурный режим и технику нагрева. Перегрев приводит к деформации стенок, внутреннему сжатию или расслоению материала.
- Температура нагрева – 170–200 °C. При превышении 210 °C начинается термическое разрушение полиэтилена.
- Расстояние от фена до трубы – 4–6 см. Меньшее расстояние увеличивает риск оплавления, большее снижает эффективность прогрева.
- Нагрев ведётся равномерно, круговыми движениями фена вдоль участка сгиба. Длительность прогрева – 40–60 секунд на трубу диаметром 25–32 мм.
- Во время нагрева труба не должна касаться твёрдых поверхностей – это предотвращает локальное перегревание и вмятины.
- Сгиб производится вручную сразу после достижения пластичности. Резкое сгибание недопустимо – стенки могут сложиться гармошкой.
- Зафиксировать трубу с двух сторон вне зоны сгиба, чтобы избежать скручивания.
- Начать прогрев с середины предполагаемого изгиба, постепенно расширяя зону воздействия.
- Через каждые 10–15 секунд проверять эластичность легким сгибом – труба должна поддаваться без усилия.
- После сгиба зафиксировать форму до полного остывания – минимум 2 минуты.
Для предотвращения сжатия стенок можно временно вставить внутрь трубу ПВХ подходящего диаметра или пружину для гибки. Это особенно важно при работе с трубами свыше 32 мм.
Использование пружины для внутреннего сгибания под 90 градусов
Внутренняя пружина предотвращает деформацию ПНД трубы при изгибе, распределяя усилие по всей длине изгиба. Это особенно важно при формировании прямого угла, когда без поддержки труба часто сплющивается или трескается.
Для работы выбирают пружину, диаметр которой соответствует внутреннему диаметру трубы. Например, для трубы ПНД диаметром 20 мм подходит пружина с внешним диаметром 19–19,5 мм. Длина пружины должна быть не менее 40–50 см, чтобы охватить весь участок изгиба.
Перед началом сгибания пружину вводят внутрь трубы, при необходимости смазывая её мыльным раствором. Это облегчает перемещение и демонтаж после работы. Далее трубу нагревают строительным феном до температуры 120–130 °C, равномерно прогревая участок будущего изгиба. Важно избегать перегрева: при температуре выше 140 °C ПНД теряет прочность и появляется риск сплавления с пружиной.
После прогрева трубу аккуратно сгибают вручную до образования прямого угла. Удерживают в этом положении до остывания, что занимает около 1–2 минут. Затем извлекают пружину, вращая её внутри трубы, чтобы избежать застревания.
Метод позволяет получить прочный и ровный изгиб без использования фитингов. Главное – контролировать температуру и подбирать точную по размеру пружину.
Способы фиксации формы до полного остывания трубы
Металлический уголок – простой способ зафиксировать трубу после сгиба. Согнутый участок плотно укладывают внутрь уголка и фиксируют с обеих сторон хомутами. Это исключает распрямление при остывании. Подходит для труб диаметром до 32 мм.
Шаблон из фанеры. Из листа вырезают контур будущего изгиба с углом 90°. Трубу укладывают в шаблон, фиксируют стяжками или клиньями. Материал должен быть влагостойким, чтобы выдерживать возможный конденсат от горячей трубы.
Песчаная засыпка применяется, если невозможно использовать внешнюю фиксацию. Перед нагревом трубу плотно заполняют сухим мелким песком, закрывают концы деревянными пробками. После сгиба труба сохраняет форму за счёт внутреннего давления. Остывшую трубу освобождают от наполнителя.
Металлический прут диаметром чуть меньше внутреннего прохода ПНД трубы вставляется перед нагревом. После сгиба и остывания его извлекают. Метод эффективен для труб малого диаметра – от 16 до 25 мм.
Струбцины с упором позволяют точно зафиксировать угол. Трубу помещают между двумя металлическими упорами, угол задаётся с точностью до градуса. Метод особенно полезен при серийных сгибах с одинаковыми параметрами.
Морозильная фиксация – трубу сразу после сгиба фиксируют в нужном положении и помещают в морозильную камеру. Метод ускоряет кристаллизацию полиэтилена и снижает риск деформации при остывании. Подходит только для труб малого диаметра и коротких отрезков.
Контроль угла сгиба с помощью подручных инструментов

Для точного контроля угла сгиба ПНД трубы можно использовать простой угольник из плотного картона или фанеры. Вырежьте шаблон с внутренним углом ровно 90 градусов и прикладывайте его к месту сгиба в процессе работы. Это позволит избежать отклонений при формировании угла.
Другой способ – применение малярного уровня с горизонтальной и вертикальной ампулами. При закреплении одного конца трубы к неподвижной поверхности, второй изгибается до совпадения показаний уровня с горизонталью и вертикалью, что визуально подтверждает прямой угол.
При отсутствии строительных приспособлений можно использовать два ровных деревянных бруска, соединённых гвоздём или саморезом под прямым углом. Сгибаемую трубу прикладывают к внутренним сторонам конструкции – когда она плотно прилегает с обеих сторон, угол считается достигнутым.
Для повышения точности рекомендуется делать метку маркером на трубе в предполагаемом месте сгиба и после каждого этапа подогрева сверяться с шаблоном. Это особенно важно при работе с трубами диаметром от 25 мм, где допуск даже в несколько градусов может повлиять на монтаж.
Ошибки при сгибании, приводящие к заломам и деформации
Неправильное сгибание ПНД трубы часто вызывает повреждения, снижающие её прочность и герметичность. Основные ошибки:
- Сгибание без предварительного нагрева. ПНД труба становится хрупкой при низких температурах, что приводит к микротрещинам и заломам. Рекомендуется нагреть участок трубы до 60–80°C с помощью тепловой пушки или горячей воды перед сгибанием.
- Использование неподходящих инструментов. Применение трубогибов с острыми кромками или инструментов без защитных вкладышей приводит к местным повреждениям и складкам на внутренней стороне сгиба.
- Слишком маленький радиус сгиба. Для ПНД труб минимальный рекомендуемый радиус составляет не менее 6-8 диаметров трубы. Более острые углы вызывают сжатие стенок и складки, которые становятся очагом разрушения.
- Резкое сгибание без контроля усилия. Быстрое и сильное давление создает локальные напряжения, вызывающие заломы. Сгибать нужно медленно, равномерно увеличивая нагрузку.
- Отсутствие поддержки внутренней полости трубы. При сгибании без внутренней подкладки (например, шарика или специального наполнителя) труба сжимается и деформируется внутренне, что снижает пропускную способность.
- Повторные попытки исправления сгиба. Многочисленные корректировки усиливают усталость материала, вызывая микротрещины и последующие повреждения.
Избежать деформаций можно, соблюдая технологию: прогревать трубу, использовать правильные инструменты и соблюдать минимальный радиус сгиба.
Вопрос-ответ:
Как правильно подготовить ПНД трубу перед тем, как согнуть её под прямым углом?
Для подготовки ПНД трубы к сгибанию важно очистить поверхность от грязи и пыли, а также проверить её на наличие повреждений. Рекомендуется предварительно нагреть участок трубы, который будет гнуться, чтобы снизить риск образования трещин и заломов. Нагрев можно осуществить при помощи строительного фена или горячей воды. Такой подход позволяет сделать изгиб ровным и аккуратным.
Какие инструменты понадобятся для сгибания ПНД трубы под углом 90 градусов?
Для выполнения сгиба обычно используют специальный трубогиб или нагревательный элемент, например, строительный фен. Также могут понадобиться вспомогательные предметы: шаблон или угольник для контроля угла сгиба, упор для фиксации трубы и защитные перчатки. Если трубогиба нет, можно обойтись и нагревом трубы с последующим аккуратным сгибанием вручную, но это требует осторожности.
Можно ли согнуть ПНД трубу под прямым углом без нагрева? Какова вероятность повреждений?
Сгибание ПНД трубы без предварительного нагрева не рекомендуется, так как материал становится менее гибким и может треснуть или деформироваться. Если попытаться согнуть трубу в холодном состоянии, на изгибе часто появляются заломы, которые снижают прочность и герметичность конструкции. Для сохранения целостности и долговечности трубы лучше использовать нагрев, особенно при сильных изгибах.
Как избежать появления заломов и складок при сгибании ПНД трубы под углом?
Чтобы избежать заломов и складок, важно равномерно распределять усилие на трубу во время сгиба. Перед этим участок трубы следует прогреть до пластичного состояния. При ручном сгибании стоит использовать шаблон или форму, которая поддержит трубу с внутренней стороны. Также иногда применяют внутренние наполнители — песок или специальные вкладыши, которые предотвращают смятие стенок трубы.
Какая минимальная длина прямого участка трубы требуется для качественного сгиба под 90 градусов?
Минимальная длина прямого участка перед и после сгиба зависит от диаметра трубы и толщины её стенок. Обычно рекомендуется иметь не менее 30-50 см свободного участка с каждой стороны, чтобы сгиб получился ровным и без изломов. Это обеспечивает достаточное пространство для нагрева и аккуратного выполнения изгиба без деформаций.





