Пайка алюминия осложняется моментальным образованием прочной оксидной пленки толщиной всего 3–5 нм, которая препятствует сцеплению припоя с металлом. Для разрушения этого слоя применяют активные флюсы на основе хлоридов цинка или аммония, которые обеспечивают химическую активацию поверхности и позволяют припою равномерно растекаться.
Оптимальная мощность паяльника для работы с алюминием – не менее 100 Вт. Температура жала должна достигать 350–400 °C и поддерживаться стабильно. Используют медные или никелированные жала с большой площадью контакта, чтобы компенсировать высокую теплопроводность алюминия и избежать перегрева деталей.
Припои выбирают из составов с добавлением цинка и алюминия, например, АЛСи-12 или ПОАЛ-33. Оловянные припои без таких добавок не дают прочного соединения и склонны к растрескиванию. Важна также правильная подготовка поверхности: зачистка наждачной бумагой, обезжиривание растворителем и быстрое нанесение флюса перед пайкой.
Процесс пайки требует точной последовательности: сразу после зачистки наносится флюс, затем зона прогревается паяльником, после чего вводится припой. Продолжительность пайки не должна превышать 15–20 секунд, иначе образуется новая оксидная пленка. По окончании необходимо тщательно удалить остатки флюса для предотвращения коррозии алюминия.
Выбор подходящего припоя и флюса для пайки алюминия

Припой для алюминия должен содержать активные легирующие элементы, обеспечивающие смачивание и прочное сцепление с основным металлом. Наиболее распространённые варианты:
- АЛСи-12 – сплав с 88% алюминия и 12% кремния, применяется для большинства алюминиевых сплавов, обладает хорошей текучестью и прочностью шва.
- ПОАЛ-33 – олова припой с добавлением цинка, оптимален для лёгких ремонтов и бытовых задач, требует активного флюса.
- ЦОП-40 – промышленный алюминиевый припой с цинком, обеспечивает высокую механическую прочность соединения.
Использование чистого олова или олова-свинца (например, ПОС-61) без добавок неэффективно – припой не сцепляется с алюминием и образует хрупкий шов.
Флюсы для алюминия должны разрушать оксидную пленку и обеспечивать химическую активацию поверхности. Рекомендуются следующие типы:
- Флюсы на основе хлорида цинка – эффективны для бытовой пайки, способны быстро разрушить оксидный слой.
- Флюсы с аммонийными солями – обеспечивают стабильную активацию при низких температурах.
- Специализированные пасты и гели с включёнными активными компонентами, удобны для точечного ремонта.
После пайки остатки активного флюса необходимо тщательно удалить, так как он обладает коррозионной активностью и может повредить алюминиевую поверхность при длительном контакте.
Подготовка алюминиевой поверхности к пайке: очистка и обезжиривание

Для обеспечения прочного соединения необходимо полностью удалить оксидную плёнку и загрязнения с поверхности алюминия. Механическая очистка проводится наждачной бумагой с зернистостью от 120 до 240 или металлической щёткой с жёсткой щетиной. Цель – добиться металлического блеска без глубоких царапин, чтобы не ослабить материал.
После механической обработки необходимо удалить остатки пыли и грязи с помощью растворителя. Оптимальным вариантом считается обезжиривание ацетоном или спиртом. Важно использовать чистую тряпку или ватный тампон, чтобы избежать повторного загрязнения.
| Этап подготовки | Рекомендуемые средства | Технические особенности |
|---|---|---|
| Механическая очистка | Наждачная бумага (120–240), металлическая щётка | Удаляет оксид и загрязнения, не повреждая основу |
| Обезжиривание | Ацетон, изопропиловый спирт | Удаляет остатки масла и пыли, ускоряет адгезию флюса |
| Сушка | Чистая сухая ткань или воздух | Предотвращает повторное образование оксида и разводы |
Незамедлительное нанесение флюса после обезжиривания снижает вероятность образования новой оксидной плёнки и повышает качество пайки.
Разогрев паяльника до нужной температуры для пайки алюминия

Для пайки алюминия требуется стабильная и высокая температура жала паяльника, поскольку алюминий быстро отводит тепло и обладает высокой теплопроводностью. Недостаточный нагрев приводит к плохому растеканию припоя и некачественному соединению.
- Оптимальная температура: 350–400 °C. Температура ниже 350 °C не позволит эффективно расплавить припой с легирующими элементами.
- Мощность паяльника: не менее 100 Вт, желательно использовать паяльники мощностью 150 Вт и выше для обеспечения стабильного тепла.
- Жало: медное или никелированное с широкой площадью контакта, чтобы избежать локального перегрева и обеспечить равномерный прогрев поверхности.
Последовательность разогрева и подготовки:
- Включить паяльник и дождаться достижения максимальной температуры (обычно 5–10 минут).
- Проверить температуру жала с помощью термощупа или специального индикатора температуры, если доступно.
- Перед началом работы очистить жало от окислов и старого припоя, чтобы улучшить теплопередачу.
- При необходимости использовать термостойкий держатель, чтобы избежать потери тепла при смене деталей.
Не допускайте длительного простоя паяльника на максимальной температуре без нагрузки – это сокращает срок службы жала и прибора.
Техника нанесения флюса и припоя на алюминиевые детали
Перед нанесением флюса поверхность алюминиевой детали должна быть тщательно очищена и обезжирена. Флюс наносится тонким равномерным слоем, при этом следует избегать излишнего количества, чтобы предотвратить подтекание и образование коррозионных очагов после пайки.
Рекомендуется использовать кисточку с натуральной щетиной или пластиковый аппликатор для точного распределения флюса по зоне пайки. Наносить флюс нужно непосредственно перед нагревом, чтобы избежать повторного окисления металла.
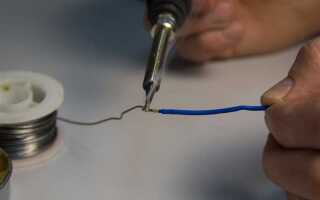
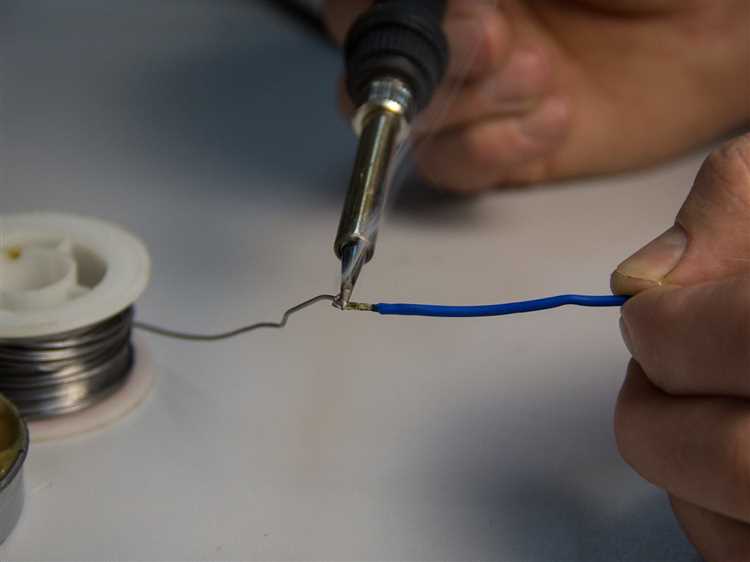
После разогрева паяльника и прогрева детали приступают к подаче припоя. Припой вводят на стык медленно, обеспечивая его равномерное растекание по поверхности под действием тепла и активного флюса. Излишек припоя следует удалить, чтобы не создавать толстый и хрупкий шов.
В процессе пайки важно контролировать температуру, не задерживая жало паяльника на одном месте более 15–20 секунд. Это предотвращает перегрев и повторное образование оксидного слоя, который нарушит сцепление припоя с алюминием.
После формирования шва необходимо аккуратно удалить остатки флюса влажной тряпкой или специальным очистителем, чтобы избежать коррозии алюминия и сохранить прочность соединения.
Соединение алюминиевых элементов и контроль температуры во время пайки

Для качественного соединения алюминиевых деталей важно обеспечить плотный контакт поверхностей с минимальным зазором – не более 0,1 мм. При большем расстоянии припой будет плохо растекаться, что снизит прочность шва. Используйте зажимы или струбцины для фиксации элементов во время пайки.
Температура в зоне пайки должна поддерживаться в пределах 350–400 °C. При достижении верхней границы следует уменьшить время воздействия паяльника, чтобы избежать перегрева и повреждения металла. Контроль температуры можно вести с помощью пирометра или термощупа.
Слишком низкая температура вызывает неполное расплавление припоя и образование слабого контакта. Перегрев провоцирует быструю регенерацию оксидной плёнки и разрушение ранее сформированного шва. Длительность нагрева каждого участка не должна превышать 15–20 секунд.
В процессе пайки регулярно очищайте жало паяльника от оксидов и остатков припоя для стабильной теплопередачи. После завершения соединения обеспечьте плавное остывание без механических нагрузок, чтобы избежать трещин в шве.
Проверка качества пайки и устранение возможных дефектов

Оценка качества шва начинается с визуального осмотра. Шов должен быть гладким, равномерным, без трещин, пустот и излишков припоя. Материал припоя должен полностью покрывать соединение без следов окислов и потускнений.
Для проверки прочности выполняют легкое механическое воздействие – сгибание или легкое постукивание в зоне пайки. Если соединение не разрушилось и не появились трещины, шов считается надежным.
Распространенные дефекты и способы их устранения:
Плохое смачивание припоя – вызвано недостаточной очисткой или неправильным выбором флюса. Рекомендуется повторить очистку поверхности, сменить флюс на более активный и увеличить температуру пайки.
Появление трещин – результат перегрева или слишком быстрого остывания. Для исправления дефекта необходимо аккуратно снять припой, повторно зачистить поверхность и выполнить пайку с контролем температуры и плавным остыванием.
Наличие пустот и непропаев – связано с плохим контактом деталей или недостаточным количеством припоя. Следует улучшить фиксацию элементов и обеспечить равномерное нанесение припоя, избегая спешки при нагреве.
После устранения дефектов обязательно очистите зону пайки от остатков флюса и загрязнений для предотвращения коррозии и повышения долговечности соединения.
Вопрос-ответ:
Какой паяльник лучше использовать для пайки алюминия дома?
Для пайки алюминия оптимален паяльник с мощностью не менее 100 Вт, лучше 150 Вт и выше, чтобы обеспечить достаточный нагрев. Желательно выбрать инструмент с широким медным или никелированным жалом для равномерного прогрева поверхности и уменьшения риска перегрева. Наличие регулировки температуры поможет точнее поддерживать необходимый режим.
Как подготовить алюминиевые детали к пайке, чтобы шов был прочным?
Первым шагом нужно удалить оксидную пленку и загрязнения. Для этого применяют наждачную бумагу зернистостью 120–240 или металлическую щётку. Затем поверхность тщательно обезжиривают с помощью ацетона или спирта. Важно наносить флюс сразу после очистки, чтобы предотвратить повторное образование оксидов.
Как избежать образования трещин и пустот в алюминиевом шве при пайке?
Трещины чаще возникают из-за перегрева и резкого охлаждения. Рекомендуется не держать паяльник на одном месте дольше 15–20 секунд и использовать плавное остывание без механических нагрузок. Пустоты появляются при недостаточном нагреве, плохом контакте деталей или недостатке припоя. Для их предотвращения нужно обеспечить плотное прилегание элементов и равномерное нанесение припоя.
Как правильно наносить флюс и припой на алюминиевые детали?
Флюс наносят тонким слоем с помощью кисточки или пластикового аппликатора непосредственно перед пайкой, чтобы не дать алюминию снова окислиться. Припой вводят после прогрева паяльника и деталей, аккуратно подавая его к месту соединения для равномерного распределения. Избыток припоя убирают, чтобы избежать хрупкости шва.
Какие признаки указывают на качественную пайку алюминия и как проверить прочность шва?
Качественный шов гладкий, ровный, без трещин, пустот и излишков припоя. Отсутствуют темные пятна и окислы. Для проверки прочности выполняют легкое механическое воздействие — сгибание или постукивание в зоне пайки. Если шов выдерживает без повреждений, соединение надежно. Важно после проверки очистить шов от остатков флюса, чтобы избежать коррозии.
Можно ли использовать обычный флюс для пайки меди при работе с алюминием?
Обычные флюсы, предназначенные для меди, не подходят для алюминия из-за его быстрого образования оксидной пленки. Для алюминия необходимы специальные флюсы на основе активных компонентов, которые удаляют оксид и обеспечивают хорошее смачивание припоя. Использование неподходящего флюса приведёт к плохому сцеплению и слабому шву.
Как правильно контролировать температуру паяльника при пайке алюминия без специализированного оборудования?
Если нет термометра или пирометра, ориентируйтесь на мощность паяльника — рекомендуется не менее 150 Вт. Прогревайте жало и детали до появления характерного блеска припоя при нанесении. Избегайте длительного контакта паяльника с поверхностью (не более 15–20 секунд на одном участке), чтобы не перегреть металл. При пайке на ощупь можно заметить сильное нагревание и изменить скорость работы, чтобы шов получился качественным.