

Соединение алюминиевой трубки с гибким шлангом требует точного подбора технологии, учитывая различие в материалах, прочности и рабочих условиях. Основная сложность заключается в высокой жесткости алюминия и возможной разнице в диаметрах, а также в необходимости обеспечить герметичность соединения при вибрациях и перепадах температур.
Один из наиболее надежных способов – применение компрессионных фитингов. Они обеспечивают прочную фиксацию за счёт обжимного кольца, которое сжимается при затягивании гайки. При этом важно использовать латунные или нержавеющие фитинги, так как они не вызывают гальванической коррозии при контакте с алюминием. Герметичность соединения усиливается с помощью фторопластовых уплотнителей или силиконовой смазки.
Если требуется быстроразъёмное соединение, используются штуцеры с хомутами. Шланг надевается на трубку, а затем фиксируется червячным или пружинным хомутом. Для повышения надёжности соединения рекомендуется использовать армированные шланги с внутренним диаметром, точно соответствующим наружному диаметру трубки, и дополнительную термоусадочную трубку поверх стыка.
Для систем с высоким давлением предпочтительнее использовать резьбовые адаптеры с переходником под шланг. На алюминиевую трубку нарезается резьба с помощью плашки, после чего монтируется резьбовой штуцер. Такой способ требует высокой точности, поэтому применяется в условиях стационарного монтажа, где важна долговечность и отсутствие протечек.
Выбор типа шланга в зависимости от давления и среды
Для низкого давления до 5 бар подойдут армированные ПВХ-шланги. Они устойчивы к воде, слабым растворам щелочей и кислот. Их не следует применять при температуре выше +60 °C и в контакте с маслянистыми жидкостями.
Если давление в системе до 10 бар и среда содержит масла или топлива, оптимальны шланги из нитрила (NBR) с текстильным или металлическим армированием. Они сохраняют эластичность при температуре от −30 до +90 °C и устойчивы к нефтепродуктам.
Для агрессивных химических сред (кислоты, щёлочи высокой концентрации) используют фторполимерные шланги, например, из PTFE. Они выдерживают давление до 20 бар, температуру до +200 °C и сохраняют инертность к большинству химических веществ.
При необходимости прокачки горячей воды, пара или высокотемпературных масел подходят шланги из EPDM. Они рассчитаны на температуру до +150 °C, устойчивы к старению и озону, но не предназначены для контакта с углеводородами.
Для пневмосистем с давлением до 12 бар и рабочей температурой до +70 °C применяются полиуретановые шланги. Они износостойкие, устойчивы к изгибам и не теряют прочности при динамической нагрузке.
Важно: при выборе шланга необходимо учитывать не только давление, но и длительность контакта с рабочей средой, температурный режим и условия внешней среды. Ошибка в подборе приводит к разрушению соединения, утечкам и аварийным ситуациям.
Подбор фитинга для алюминиевой трубки: резьбовые и безрезьбовые варианты

Алюминиевая трубка требует точного подбора фитинга в зависимости от условий эксплуатации, давления среды и способа подсоединения к шлангу. Выбор делится на два основных типа: резьбовые и безрезьбовые фитинги.
- Резьбовые фитинги используются при необходимости герметичного и разборного соединения. Для алюминиевых трубок наиболее подходят латунные или нержавеющие фитинги с внутренней или наружной резьбой. Следует учитывать:
- Тип резьбы: дюймовая (BSP, NPT) или метрическая. Несоответствие стандарта приводит к негерметичности.
- Точность размера: наружный диаметр трубки должен соответствовать диаметру обжимного кольца или гайки.
- Уплотнение: рекомендуется использовать фторопластовые или резиновые прокладки, особенно при работе с жидкостями под давлением.
- Безрезьбовые фитинги применяются для быстрого монтажа и демонтажа. Основные варианты:
- Обжимные (компрессионные): алюминиевая трубка вставляется в корпус фитинга, затем обжимается гайкой. Герметичность обеспечивается металлическим или пластиковым кольцом.
- Штуцер с хомутом: трубка надевается на штуцер, сверху фиксируется червячным или пружинным хомутом. Подходит для низкого давления и простых систем.
- Быстросъёмные соединения (Push-to-Connect): встраиваемая внутренняя пружина фиксирует трубку без резьбы. Применяется при частых заменах и невысоком давлении (до 10 бар).
При выборе фитинга обязательно учитывать рабочее давление, температуру среды и совместимость материалов. Для систем с вибрацией предпочтительнее резьбовые соединения с фиксирующими кольцами. Для пневматики – быстросъёмные фитинги с пластиковым корпусом или из латуни.
Использование обжимных соединений с алюминиевыми трубками
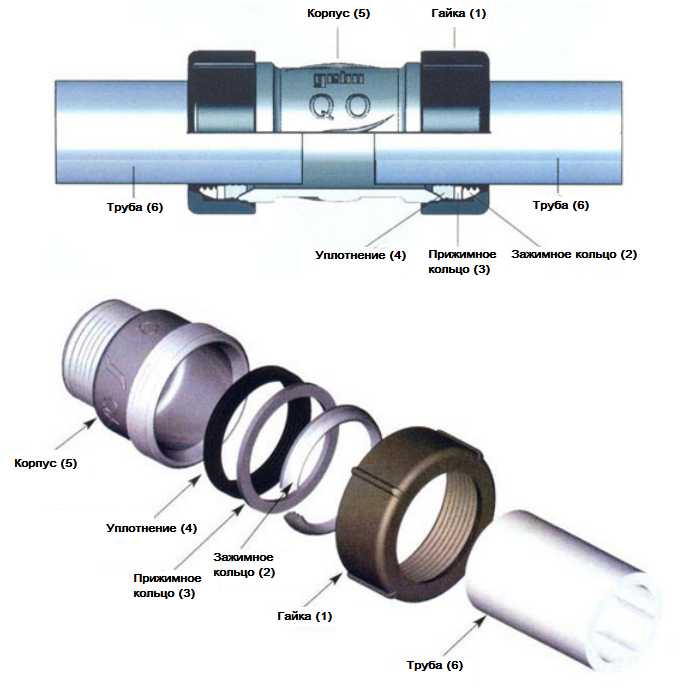
Обжимные соединения обеспечивают герметичное и механически прочное соединение алюминиевых трубок с шлангами без необходимости сварки или пайки. Такие фитинги состоят из корпуса, обжимного кольца и гайки. При затягивании гайки кольцо сжимает трубку, формируя надёжное соединение за счёт деформации алюминия.
Для алюминиевых трубок диаметром от 6 до 22 мм рекомендуется использовать латунные или нержавеющие фитинги с внутренним ограничителем глубины посадки. Это исключает перетяжку и риск растрескивания тонкостенной трубки. При выборе фитинга необходимо учитывать толщину стенки трубки: оптимально от 1 до 1,5 мм. Более тонкие стенки требуют специального кольца с уменьшенным углом фаски.
Перед установкой срез трубки должен быть строго перпендикулярным оси, без заусенцев. Не допускается овальность – она приводит к неравномерному обжатию. Шланг подбирается по наружному диаметру трубки, чтобы не было зазора внутри соединения. Для повышения надёжности используется уплотнительное кольцо из EPDM или фторкаучука, особенно при транспортировке агрессивных сред.
Обжим выполняется моментным ключом с контролем усилия затяжки, согласно рекомендациям производителя фитинга. Недопустима повторная затяжка после формирования соединения – это снижает герметичность. При демонтаже используется новый обжимной комплект, так как кольцо деформируется необратимо.
Для систем с давлением свыше 10 бар обязательно применение двойного обжима или обжимного кольца с зубчатым профилем. Это особенно актуально в пневматических и гидравлических установках, где алюминиевая трубка подвержена вибрациям и пульсациям давления.
Применение штуцеров с хомутами для временных соединений
Штуцеры с хомутами – практичное решение для создания временных соединений алюминиевых трубок с гибкими шлангами в условиях, где требуется оперативный монтаж и демонтаж без применения специализированного оборудования.
Наиболее эффективно такие соединения применяются при техническом обслуживании, испытаниях систем или в полевых условиях. Штуцер из латуни или нержавеющей стали подбирается с учетом внутреннего диаметра шланга и наружного диаметра алюминиевой трубки. Рифленая поверхность патрубка обеспечивает надежное сцепление, предотвращая соскальзывание шланга под давлением.
Для фиксации используются червячные или пружинные хомуты. Червячные подходят для повышенного давления (до 6 бар) и позволяют точно дозировать усилие зажима. Пружинные – для соединений с вибрацией или переменными температурами, так как компенсируют термическое расширение.
При выборе хомута необходимо учитывать:
- диаметр шланга в натянутом состоянии,
- материал хомута (нержавеющая сталь – для агрессивных сред),
- тип резьбового механизма – для повторного использования предпочтительны усиленные червячные модели.
Монтаж выполняется в следующей последовательности:
- Снять заусенцы с края алюминиевой трубки.
- Надеть хомут на шланг, не затягивая.
- Насадить шланг на штуцер до упора.
- Разместить хомут над рифлёной частью штуцера.
- Затянуть хомут с усилием, не допуская деформации шланга.
Максимальное рабочее давление ограничивается типом шланга и качеством зажима, обычно не превышает 8 бар. Температурный диапазон эксплуатации зависит от материала шланга и может составлять от –40 до +100 °C.
Такие соединения не рекомендуется применять в стационарных системах с длительной нагрузкой, особенно при наличии агрессивных сред, из-за риска постепенного ослабления хомутов и утечек.
Герметизация соединения: подходящие уплотнительные материалы

Надежность соединения алюминиевой трубки со шлангом напрямую зависит от выбора уплотнителя. Алюминий подвержен коррозии при контакте с агрессивными средами, поэтому материал уплотнения должен быть совместим как с металлом, так и с транспортируемой средой.
- Фторкаучук (FKM, Viton) – выдерживает температуры до +200 °C, устойчив к топливам, маслам и агрессивной химии. Подходит для автомобильных и промышленных систем.
- Этиленпропиленовый каучук (EPDM) – оптимален для систем с водой и паром, устойчив к озону и ультрафиолету. Не совместим с углеводородами.
- Силикон – сохраняет эластичность в диапазоне −60…+230 °C, но плохо противостоит маслам и топливам. Используется в системах с воздухом и неагрессивными жидкостями.
- Полиуретан – высокая механическая прочность, устойчив к истиранию. Применяется в пневмосистемах, где возможны вибрации и скачки давления.
- ПТФЭ (тефлон) – химически инертен, не стареет, работает до +260 °C. Используется в агрессивных средах, особенно при высокой температуре и давлении.
Для герметизации резьбовых соединений допустимо применение:
- ФУМ-ленты – подходят для газа и воды, но требуют аккуратного монтажа на резьбу без перенатяжения.
- Льняная подмотка с пастой – предпочтительна для водопроводных соединений, чувствительна к температуре и давлению.
- Анаэробные герметики – заполняют микронеровности резьбы, не теряют свойства со временем, обеспечивают герметичность до 50 бар.
Выбор уплотнителя должен учитывать: диапазон температур, рабочее давление, химический состав среды и тип соединения. Использование неподходящего материала приводит к утечкам, растрескиванию и ускоренному износу трубки и шланга.
Учет температурных расширений при соединении алюминия с резиной или ПВХ
Алюминий и полимерные материалы, такие как резина и ПВХ, обладают значительно разными коэффициентами теплового расширения: для алюминия он составляет примерно 23·10-6 /°C, для ПВХ – около 70·10-6 /°C, а для резины значения варьируются в диапазоне 100–200·10-6 /°C в зависимости от состава. При изменении температуры длина алюминиевой трубки и шланга будет изменяться с разной скоростью, что может привести к осевым напряжениям в местах соединения и снижению герметичности.
Для компенсации этих деформаций необходимо предусматривать компенсационные элементы или использовать гибкие муфты с внутренними уплотнителями, способными сохранять эластичность при температурных колебаниях от -40 °C до +80 °C. Диаметр уплотнительных колец должен быть на 5–10% больше внутреннего диаметра алюминиевой трубки, чтобы избежать излишнего сжатия и образования трещин при расширении.
Рекомендуется применять монтаж с зазором по длине трубки, позволяющим компенсировать линейное удлинение. Для трубки длиной 1 метр при температурном диапазоне 60 °C удлинение составит около 1.4 мм, что следует учесть при фиксации концов.
Использование герметиков на силиконовой основе с высокой адгезией к металлу и полимерам улучшает стойкость соединения. При выборе материала шланга важно ориентироваться на показатель максимальной деформации до разрушения, который для качественных резиновых композиций должен превышать 300%. Это обеспечивает долговременную работу без потери герметичности даже при циклических термонагрузках.
Проверка герметичности и контроль утечек после сборки

После соединения алюминиевой трубки с шлангом необходимо выполнить обязательную проверку герметичности для исключения протечек. Рекомендуется использовать метод давления воздуха или инертного газа с контролем манометром. Давление должно быть на 10–20 % выше рабочего, но не превышать максимально допустимое значение для компонентов.
Проверку проводят путем выдержки системы под давлением не менее 5 минут. За это время не должно наблюдаться падения давления свыше 0,05 бар. Одновременно поверхность соединения осматривают на предмет появления пузырьков при нанесении мыльного раствора или специализированного индикатора утечек.
Для повышения точности диагностики допускается применение ультразвуковых или электронных детекторов утечек, особенно в условиях ограниченного доступа или при малых размерах протечек. После обнаружения дефекта необходимо повторно разобрать соединение, очистить контактные поверхности и заново выполнить монтаж с учетом рекомендаций по усилию затяжки и применению герметиков.
Регулярный контроль после сборки обеспечивает надежность эксплуатации и предотвращает аварийные ситуации, связанные с выходом из строя трубопровода. Фиксируйте результаты проверки в протоколе с указанием метода, времени выдержки и значений давления для подтверждения качества соединения.
Вопрос-ответ:
Какие методы существуют для соединения алюминиевой трубки с резиновым шлангом?
Существует несколько распространённых способов крепления алюминиевой трубки к резиновому шлангу. Самые популярные — использование хомутов, надевание трубки на фитинг с последующим закреплением, а также применение специальных зажимов и адаптеров. Выбор способа зависит от требований к герметичности и давления в системе.
Можно ли использовать простой хомут для надёжного крепления алюминиевой трубки к шлангу?
Хомуты часто применяют для соединения трубок с шлангами, однако их надёжность зависит от качества материала и правильного монтажа. Для алюминиевой трубки важно, чтобы хомут обеспечивал плотный прижим, но при этом не повредил трубку. В системах с высоким давлением или вибрацией лучше применять специальные зажимы или фитинги.
Какие проблемы могут возникнуть при неправильном соединении алюминиевой трубки с шлангом?
Если соединение выполнено некорректно, могут появиться протечки, особенно под давлением. Кроме того, неправильный выбор крепёжного элемента или слабое затягивание хомута может привести к смещению шланга и повреждению трубки. Со временем это увеличивает риск выхода из строя всей системы.
Какие преимущества у фитингов с резьбой при соединении алюминиевой трубки и шланга?
Фитинги с резьбой обеспечивают более надёжное и герметичное соединение, чем просто хомуты. Они позволяют выдерживать высокие нагрузки и давление, при этом обеспечивая возможность разборки и повторного монтажа. Такой способ чаще применяется в технических системах, где важна долговечность и безопасность соединения.
Как правильно подготовить алюминиевую трубку и шланг перед соединением?
Перед сборкой нужно очистить концы трубки и шланга от загрязнений и масла. Резиновый шланг желательно немного нагреть, чтобы сделать его более гибким и облегчить надевание на трубку. Трубку при необходимости можно слегка обработать, чтобы убрать заусенцы. Такая подготовка помогает добиться плотного и надёжного соединения без повреждений.
Какие способы используются для соединения алюминиевой трубки с резиновым шлангом?
Для соединения алюминиевой трубки с резиновым шлангом применяются несколько методов. Один из распространённых — использование хомутов, которые плотно фиксируют шланг на трубке, предотвращая протечки. Другой способ — монтаж с помощью фитингов, которые обеспечивают более надёжное и герметичное соединение за счёт резьбовых или обжимных деталей. В некоторых случаях используют клеевые составы или уплотнительные прокладки, чтобы повысить герметичность и устойчивость к вибрациям. Выбор способа зависит от условий эксплуатации, давления в системе и необходимости быстрого демонтажа.
Какие особенности нужно учитывать при выборе метода соединения алюминиевой трубки с шлангом для систем с высоким давлением?
При работе с системами, где давление значительно высокое, важно выбирать соединение, способное выдерживать нагрузку без риска разгерметизации или повреждения. Наиболее надёжными считаются обжимные фитинги и резьбовые соединения с уплотнительными элементами, которые создают прочный и долговечный контакт. Использование хомутов в таких случаях менее предпочтительно, так как они могут ослабнуть со временем или под воздействием вибраций. Также стоит обращать внимание на качество материалов и правильность монтажа — неправильная установка может привести к протечкам или повреждению трубки и шланга. Важна также совместимость материалов, чтобы избежать коррозии или разрушения уплотнителей.





