

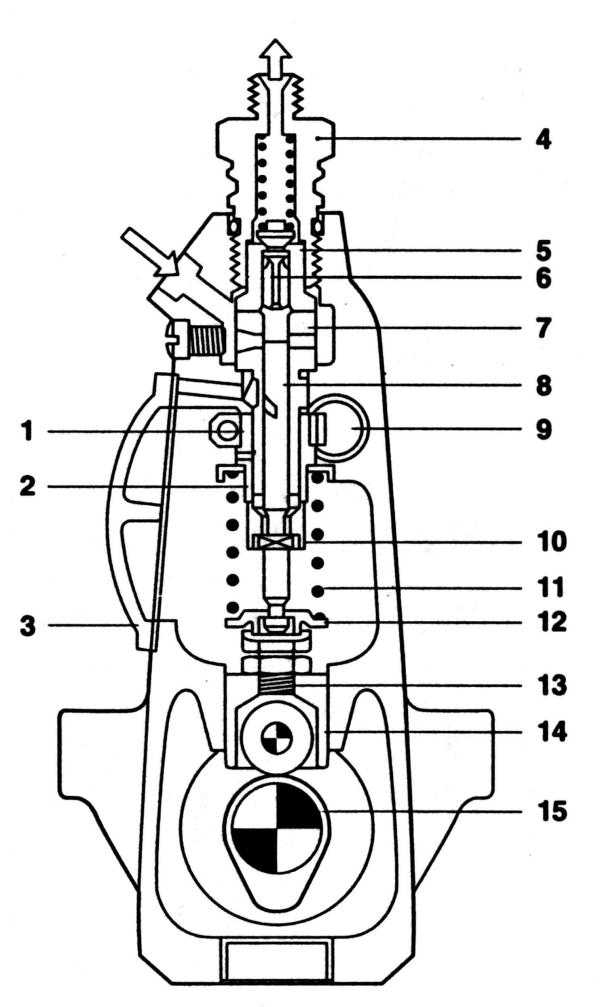
Насосная секция плунжерного топливного насоса высокого давления (ТНВД) представляет собой узел, определяющий точность и стабильность подачи топлива в цилиндры дизельного двигателя. Основными элементами этой секции являются: корпус, плунжерная пара, нагнетательный клапан, пружинный механизм и элементы регулировки подачи.
Плунжерная пара, состоящая из плунжера и втулки, изготавливается с минимальными зазорами (до 2 мкм) и подвергается прецизионной обработке. От ее состояния зависит эффективность процесса впрыска. Износ или деформация этой пары ведут к снижению давления и нарушению фаз подачи.
Корпус насосной секции служит опорной базой для всех компонентов. Он должен обладать высокой геометрической стабильностью при термических и механических нагрузках. Материал изготовления – высокопрочная сталь с термообработкой. Отклонения в обработке седел клапана или посадочных мест втулки могут вызвать кавитационные повреждения и нестабильную работу системы.
Нагнетательный клапан предотвращает обратный ток топлива после окончания впрыска. Его посадка должна быть абсолютно герметичной. Пружинный механизм, регулирующий возврат плунжера, работает в условиях переменных нагрузок и требует тщательной настройки по жёсткости. Недостаточное усилие пружины снижает объем подаваемого топлива, избыточное – увеличивает износ трущихся деталей.
Элементы регулировки, включая зубчатые рейки или кулачковые шайбы, позволяют изменять подачу топлива в зависимости от режима работы двигателя. Наличие люфтов или нарушений в сопряжениях этих деталей приводит к неравномерности подачи по цилиндрам, что критично для дизельных систем с жесткими экологическими требованиями.
Материалы изготовления плунжера и втулки: плюсы и минусы

Плунжер чаще всего изготавливается из легированных сталей с добавлением хрома, молибдена и ванадия. Это обеспечивает высокую твёрдость (до 65 HRC) и износостойкость при длительной работе в условиях высокого давления. Применение поверхностной цементации или нитроцементации снижает риск микроповреждений при кавитации. Недостаток – высокая стоимость и необходимость термической обработки, требующей строгого соблюдения режимов.
Альтернативные варианты – карбидные плунжеры, изготавливаемые методом порошковой металлургии. Они демонстрируют отличную стойкость к абразивному износу и воздействию неочищенного топлива, однако отличаются хрупкостью при ударных нагрузках. Их использование оправдано в условиях повышенного содержания механических примесей в топливе, но не рекомендуется при нестабильных режимах работы.
Втулка чаще всего выполняется из закалённой инструментальной стали или высокопрочного чугуна с перлитной структурой. Закалка на глубину до 1 мм снижает риск задиров при недостаточной смазке. Плюсом чугунных втулок является хорошая смачиваемость и удержание масла в микропорах. Минус – чувствительность к термоциклам: при перегреве возможны трещины и деформация геометрии.
Применение бронзовых втулок (напр. оловянистой бронзы) ограничено системами с пониженным давлением. Они обладают отличными антифрикционными свойствами и устойчивы к задирам, но недостаточны по прочности для современных ТНВД высокого давления.
Рекомендация: при выборе материалов необходимо учитывать не только давление в системе, но и качество топлива, тепловые режимы и предполагаемый ресурс. Оптимальная пара: цементированная сталь плунжера и высокопрочная чугунная втулка с точной геометрией и соответствующей финишной обработкой поверхности (Ra ≤ 0.2 мкм).
Назначение и конструкция нагнетательного клапана
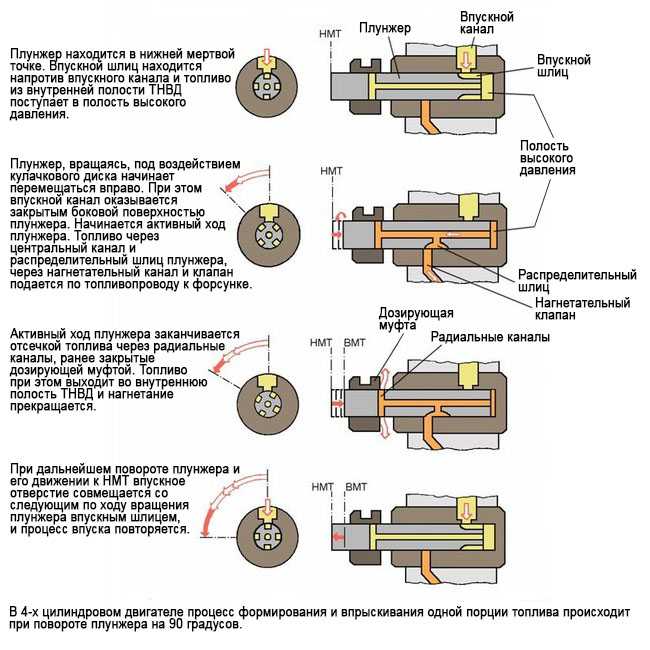
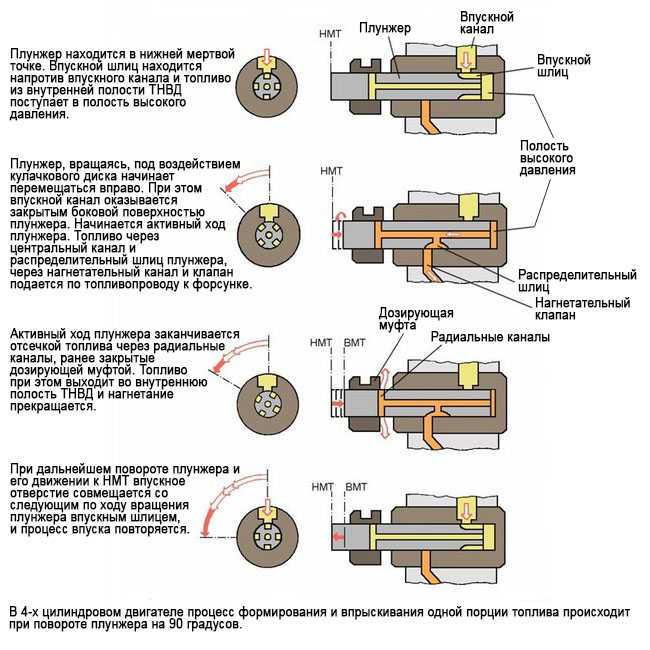
Нагнетательный клапан в плунжерном топливном насосе высокого давления (ТНВД) обеспечивает одностороннее движение топлива от плунжерной пары к форсунке, предотвращая обратный ток при падении давления в плунжерной камере. Его задача – удерживать остаточное давление в топливопроводе высокого давления, обеспечивая стабильное начало впрыска и исключая вторичный впрыск.
Клапан состоит из седла, корпуса, запирающего элемента (чаще всего тарельчатого или шарикового типа) и пружины. Седло изготавливается из износостойкой стали с высокой твёрдостью, обеспечивает герметичность при посадке клапана. Конструкция предусматривает минимальный зазор между элементами для исключения утечки и кавитации. Запирающий элемент имеет прецизионную обработку контактных поверхностей и работает в паре с седлом по принципу «металл по металлу».
Пружина клапана подбирается с учетом необходимой силы закрытия и колебаний давления в системе. Недопустимо её перенапряжение – это приводит к запаздыванию закрытия клапана и снижению давления в момент окончания впрыска. Избыточно мягкая пружина, напротив, вызывает преждевременное открытие и потерю точности дозировки.
Корпус клапана должен обладать высокой устойчивостью к температурной деформации и вибрации. При монтаже особое внимание уделяется чистоте посадочных мест и соосности каналов, иначе нарушается динамика работы клапана, что отражается на точности впрыска.
Для повышения надёжности современных систем применяется антискачковая геометрия запирающего элемента, предотвращающая гидроудар в конце импульса. Рекомендуется использовать клапаны только с заводской притиркой, так как самостоятельная шлифовка приводит к утрате герметичности и нарушению фазировки впрыска.
Как работает пружина плунжера: типы и характеристики
Пружина плунжера в плунжерном ТНВД обеспечивает возврат плунжера в исходное положение после такта подачи топлива. Она работает в условиях циклических нагрузок с высокой частотой, требуя точного расчёта параметров для стабильной и долговечной работы узла.
- Основная задача пружины – поддерживать необходимое усилие на плунжере при его возврате и обеспечивать герметичность в замкнутом объёме топлива.
- Пружина должна точно согласовываться с характеристиками кулачкового вала, чтобы не создавать избыточного сопротивления при ходе плунжера вниз.
- При сниженной жёсткости возникает нестабильная подача топлива, при повышенной – ускоренный износ контактных поверхностей.
Наиболее распространённые типы:
- Цилиндрические сжатия: простая геометрия, используются в большинстве классических ТНВД. Характеризуются стабильной нагрузкой и компактностью.
- Бочкообразные: обеспечивают равномерное распределение усилий и снижают вероятность перекоса при возврате плунжера. Актуальны для высокооборотистых дизелей.
- С переменным шагом витка: улучшают демпфирование возвратного хода, уменьшая пульсации давления в системе подачи топлива.
Характеристики, влияющие на эффективность:
- Материал: хромованадиевая или кремниемарганцевая сталь с термообработкой. Обеспечивают упругость при многомиллионных циклах.
- Жёсткость (Н/мм): подбирается под рабочее давление в системе, обычно в пределах 15–50 Н/мм в зависимости от диаметра и хода плунжера.
- Рабочий ход: должен соответствовать ходу плунжера с запасом не менее 10% для исключения сжатия до твердого упора.
- Усталостная прочность: должна превышать 107 циклов при сохранении геометрии и усилия.
При выборе или замене пружины важно учитывать заводские параметры – отклонение по жёсткости даже на 10% может изменить цикл подачи топлива, нарушая фазировку и режимы работы двигателя.
Уплотнительные элементы: виды, износ, замена
Уплотнительные элементы в плунжерной секции ТНВД служат для герметизации зон высокого давления и предотвращения утечек топлива. Основные виды – манжеты, кольца круглого сечения (O-Ring), тефлоновые и резинометаллические уплотнения.
Манжеты устанавливаются в местах сопряжения плунжера и корпуса. Они воспринимают радиальные нагрузки и работают в условиях трения при высоком давлении. Их производят из маслобензостойкой резины с температурным диапазоном эксплуатации до +120°C. При превышении допустимого износа манжеты теряют эластичность и начинают пропускать топливо внутрь корпуса, что приводит к снижению давления в плунжерной паре.
O-Ring кольца применяются для статических соединений, например, между корпусом секции и крышкой. Их износ выражается в появлении микротрещин, деформации или сжатии, вызывающих потерю герметичности при нарастании пульсаций давления. Рекомендуется осмотр каждые 500 моточасов.
Тефлоновые уплотнения устойчивы к топливу и высоким температурам, но подвержены растрескиванию при длительной работе без смазки. Чаще всего их устанавливают в зонах, где допустим минимальный зазор, и требуется длительный межсервисный интервал. Их замена производится только при полном демонтаже секции.
Износ уплотнений диагностируется по падению давления, утечкам топлива и изменению параметров впрыска. При обнаружении одного из признаков герметичность должна быть восстановлена немедленно. Установка новых уплотнений требует очистки посадочных мест, применения монтажной пасты на основе силикона и исключения перекосов. Повторное использование старых элементов категорически запрещено.
Особенности седла клапана: посадка, износостойкость
Седло клапана в плунжерной секции ТНВД играет ключевую роль в герметичности обратного клапана и стабильности подачи топлива. Посадка седла должна обеспечивать минимальные зазоры и надежную фиксацию без проскальзывания и деформации в условиях высоких циклических нагрузок.
Наиболее распространённый метод установки – впрессовка с натягом 0,02–0,05 мм в корпус клапанного гнезда. При превышении этого диапазона возможно образование микротрещин, при меньших значениях – потеря фиксации в процессе терморасширения. Рабочая поверхность седла обрабатывается с точностью до 0,001 мм и доводится притиркой до зеркального состояния, обеспечивая плотное прилегание шарика или конуса клапана.
Для повышения износостойкости применяется термическая обработка до твердости не менее 58 HRC. Дополнительно может использоваться нитроцементация или напыление карбида титана, особенно в системах, работающих на дизельном топливе с высоким содержанием серы. В таких условиях необработанные седла теряют герметичность уже через 1000 моточасов.
Важным параметром является шероховатость рабочей поверхности – не выше Ra 0,1 мкм. Отклонения от нормы ведут к турбулентности потока и преждевременному разрушению контактной зоны. При признаках износа, таких как кольцевая выработка или эллиптичность, седло подлежит замене, а не восстановлению.
Оптимальный материал седла – легированная сталь 20ХГР или аналогичная с высокой прочностью на усталость и стойкостью к кавитационной эрозии. Использование менее прочных сплавов приводит к деформации посадочного места и необратимым потерям компрессии.
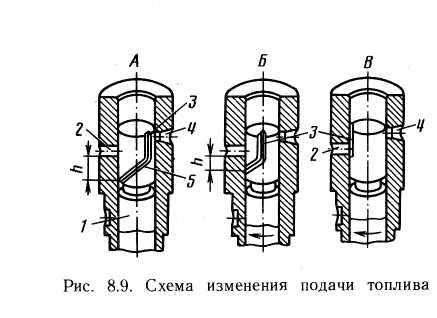
Назначение регулировочного винта и способы настройки подачи
Регулировочный винт в плунжерной секции ТНВД отвечает за установку количества топлива, подаваемого к форсунке на каждом цикле. Его положение определяет ход рейки, а значит – продолжительность впрыска и объём топлива. Смещение винта в сторону увеличения подачи приводит к увеличению мощности, но при неправильной настройке вызывает перегрев и дымление.
Основной способ регулировки – механическая установка винта при снятом ТНВД на стенде. Используется индикатор часового типа для фиксации начала подачи. Винт поворачивают до получения заданной величины подачи в мм³/цикл при конкретном угле поворота кулачкового вала. Значение зависит от модели двигателя и указано в технической документации.
При регулировке на двигателе без демонтажа необходимо строго контролировать частоту вращения и температуру. Винт фиксируют контргайкой после точной установки, избегая чрезмерного усилия – повреждение резьбы нарушит герметичность и приведёт к самопроизвольной разбалансировке.
После каждой регулировки проводится проверка равномерности подачи по всем секциям. Допустимое отклонение – не более ±2 мм³/цикл. При превышении нормы требуется повторная юстировка или дефектовка плунжерной пары.
Роль направляющей втулки плунжера в работе секции

Направляющая втулка плунжера обеспечивает строгое осевое движение плунжерной пары в корпусе секции топливного насоса высокого давления. Любое отклонение от соосности приводит к локальному износу плунжера и втулки, снижая точность подачи топлива и увеличивая вероятность заклинивания.
Материал втулки должен обладать высокой износостойкостью и стабильностью геометрии при перепадах температур. Оптимальны сплавы с минимальной пористостью и термической усадкой. Поверхность втулки обрабатывается с допуском на овальность не более 2 мкм, что критически важно для стабильной компрессии в рабочей камере.
Правильная посадка втулки – с натягом, обеспечивающим минимальный зазор между корпусом и втулкой, предотвращает микроподвижки, которые вызывают вибрации и микротрещины. Нарушение натяга приводит к смещению втулки и снижению ресурса всей плунжерной пары.
Особое внимание при сборке уделяется чистоте посадочных поверхностей: наличие абразивных частиц ускоряет износ в зоне скольжения. Рекомендуется использовать фильтрацию масла не грубее 5 мкм, так как износ втулки напрямую влияет на плотность плунжерной пары и стабильность подачи топлива на высоких оборотах.
При диагностике падения давления в секции необходимо контролировать эллипсность и шероховатость внутренней поверхности втулки. Даже микроскопические повреждения вызывают неустойчивую работу форсунок и рост удельного расхода топлива.
Подвод и отвод топлива: конфигурации каналов и отверстий
Эффективность работы плунжерной насосной секции ТНВД напрямую зависит от точности исполнения и оптимального расположения каналов подачи и отвода топлива. Неправильная геометрия или несовместимость с рабочими параметрами двигателя приводит к снижению давления впрыска, кавитации и нестабильности цикловой подачи.
- Канал подачи топлива обычно размещён радиально по отношению к оси плунжера и соединяется с впускной магистралью через нагнетательный клапан или фильтрующий элемент. Его диаметр подбирается исходя из допустимого расхода и минимизации гидравлических потерь, как правило, от 1,5 до 2,5 мм.
- Форма канала – круглая или эллиптическая. Эллиптическое сечение позволяет уменьшить турбулентность потока на входе и равномерно распределять давление по окружности плунжера.
- Давление в канале регулируется с учётом рабочего хода плунжера. Пиковое значение на входе не должно превышать 0,5–1 МПа, иначе возрастает риск разгерметизации и преждевременного износа седла впускного клапана.
- Отводной канал формируется в верхней части гильзы плунжера. Он соединяет рабочую камеру с линией сброса топлива после окончания впрыска. Его конфигурация критична для быстрого разрежения камеры и предотвращения гидроудара.
- Минимально допустимый диаметр отвода – 1 мм, при этом общая длина канала не должна превышать 20 мм, чтобы избежать накопления остаточного давления и турбулентности.
- Расположение отверстий должно учитывать фазировку движения плунжера. В системах с угловой прорезью на плунжере каналы располагают под углом 30–45° к вертикали, что обеспечивает синхронизацию подачи и закрытия канала в нужный момент.
- Для прецизионных систем применяется лазерная обработка каналов и электроэрозионная резка, что позволяет достигать точности до ±0,01 мм и обеспечивает стабильную производительность на всех режимах.
Перед сборкой каждый канал должен проходить проверку на проходимость и герметичность под давлением не менее 1,5 МПа. Загрязнение или микротрещины в зоне входа/выхода критичны и требуют немедленного устранения.





