

Создание отверстий диаметром более 10 мм в металлических заготовках требует не только правильного инструмента, но и строгого соблюдения технологии. Домашний способ сверления крупных отверстий в стали, алюминии или меди возможен при наличии дрели, подходящего сверла и охлаждающей жидкости. Для стали чаще всего используют ступенчатые или корончатые сверла диаметром до 40 мм. Сверление выполняется на низких оборотах – не выше 600 об/мин для стали, чтобы избежать перегрева инструмента и заготовки.
Перед началом работы необходимо надежно закрепить металл на неподвижной поверхности с помощью струбцин. Разметку центра отверстия выполняют керном, чтобы исключить смещение сверла в начале сверления. Если используется спиральное сверло большого диаметра, сначала делают направляющее отверстие меньшего размера – от 4 до 6 мм. Для алюминия и меди рекомендуются масляные охлаждающие жидкости, для стали – эмульсия или машинное масло.
Нагрузка на инструмент возрастает пропорционально диаметру отверстия. Поэтому для сверления отверстий свыше 20 мм ручная дрель должна иметь функцию понижения оборотов и высокий крутящий момент. При работе с корончатыми сверлами важно использовать направляющую втулку или центрирующее сверло, чтобы исключить вибрации и деформации краёв отверстия.
Безопасность – приоритет: используйте защитные очки, перчатки и обеспечьте вентиляцию помещения. После завершения сверления обработайте кромку напильником или зенкером, чтобы удалить заусенцы. При правильной подготовке и соблюдении параметров сверления можно получить чистое отверстие даже в листе конструкционной стали толщиной до 10 мм.
Выбор подходящего инструмента для сверления крупных отверстий

Для сверления отверстий диаметром более 20 мм в металле потребуется инструмент с высокой мощностью и стабильностью. Обычная бытовая дрель не справится с такой задачей – необходима мощная электрическая дрель с моментом не менее 60 Н·м и возможностью регулировки оборотов до 300–500 об/мин для работы с коронками и ступенчатыми свёрлами.
Оптимальным вариантом для сверления отверстий от 25 до 50 мм является использование кольцевых фрез (коронок) в связке с дрелью, оснащённой патроном типа Weldon или адаптером. При работе с твёрдыми сплавами подойдут биметаллические коронки или твердосплавные насадки.
Если требуется точное отверстие в стали толщиной более 10 мм, эффективнее использовать магнитный сверлильный станок. Он обеспечивает устойчивость и снижает вибрации, особенно при работе на вертикальных поверхностях или в ограниченном пространстве.
Ступенчатое сверло подойдёт для тонкого листового металла (до 4 мм) и позволяет получать отверстия до 40 мм без смены инструмента. Обязательно выбирать сверло с титановым или нитрид-титановым покрытием для увеличения ресурса и снижения трения.
Для работы с нержавейкой необходимо применять сверла из быстрорежущей стали класса HSS-Co или HSS-E, выдерживающие перегрев и сохраняющие остроту. Рекомендуется использовать охлаждающую жидкость или хотя бы масло для снижения износа режущей кромки.
Как определить тип и толщину металла перед началом работ
Оцените вес детали. Цветной металл легче стали. Например, алюминиевая пластина 5 мм весит заметно меньше стальной такой же толщины.
Проведите пробное царапанье напильником. Черная сталь сопротивляется, оставляя металлический блеск; нержавейка тверже, режется труднее; алюминий и медь царапаются легко, с характерным звуком и стружкой.
Для определения толщины используйте штангенциркуль. Замерьте металл на краю или в просверленном отверстии, если оно есть. Если доступ ограничен, примените ультразвуковой толщиномер – арендуется в сервисах инструмента.
Учитывайте покрытие. Оцинковка, краска или антикоррозийный слой могут искажать восприятие. При необходимости – зачистите небольшой участок до чистого металла.
Точные данные по сплаву дает искровой тест с точильным кругом (искры черной стали – длинные и яркие; у нержавейки – короче, с разветвлением). Выполняется с соблюдением техники безопасности.
Подготовка рабочей поверхности и фиксация заготовки

Перед сверлением необходимо очистить металлическую поверхность от ржавчины, масла и краски. Используй металлическую щётку или ацетон. Загрязнённая зона приведёт к перегреву сверла и потере точности.
Рабочая поверхность должна быть ровной и устойчивой. Лучший вариант – металлические тиски, жёстко закреплённые на верстаке. Если работа ведётся с габаритной заготовкой, зафиксируй её струбцинами, избегая точек изгиба. Нельзя допускать люфта: вибрация приведёт к смещению сверла и повреждению детали.
Для тонколистового металла подложи деревянную или алюминиевую плиту, чтобы исключить деформацию и пробой при выходе сверла. Не используй пластик – он может расплавиться и прилипнуть к сверлу.
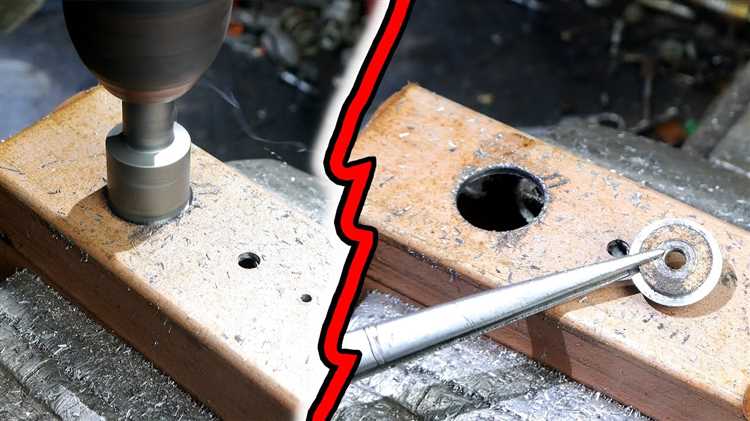
Разметку делай кернером с молотком: точка вдавливания предотвратит соскальзывание сверла при начале сверления. Для отверстий диаметром от 10 мм сделай направляющее отверстие тонким сверлом (2–3 мм).
Использование корончатых сверл и биметаллических пил
Корончатые сверла позволяют выполнять отверстия диаметром от 12 до 100 мм и более с высокой точностью и минимальным усилием. Они работают по принципу вырезания кольца в металле, оставляя сердцевину нетронутой. Это снижает нагрузку на инструмент и предотвращает перегрев. Для сверления стали используйте коронки из быстрорежущей стали (HSS) или с твердосплавными напайками, если металл каленый.
Перед началом работы необходимо зафиксировать заготовку в тисках. Используйте дрель с регулируемыми оборотами и обязательно подбирайте оптимальную скорость: для стали до 400 об/мин, для алюминия – до 1000 об/мин. Применение охлаждающей жидкости снижает износ и продлевает срок службы коронки.
Биметаллические кольцевые пилы – альтернатива коронкам для менее плотных металлов. Они состоят из двух слоев: стальной основы и зубьев из HSS. Их диаметр варьируется от 14 до 152 мм. Подходят для листового металла толщиной до 5 мм. Обязательна центровочная сверловка – используйте пилу с направляющим сверлом, чтобы избежать смещения.
Для точного результата исключите перекос инструмента. Избегайте чрезмерного давления – это увеличивает риск поломки зубьев. По завершении работы очистите пилу от стружки, осмотрите зубья и при необходимости замените изношенные элементы. Храните оснастку в сухом месте во избежание коррозии.
Режимы сверления: скорость, давление и охлаждение

Правильный выбор режима сверления определяет качество отверстия и срок службы инструмента. Ошибки приводят к перегреву, быстрому износу сверла и деформации металла.
- Скорость вращения: для отверстий диаметром более 12 мм в стали оптимальная скорость – 200–400 об/мин. Чем больше диаметр, тем ниже обороты. Для нержавеющей стали – не выше 150 об/мин. Используйте сверлильную машину с регулировкой оборотов.
- Подача и давление: постоянное умеренное усилие. Излишнее давление ведёт к заклиниванию и перегреву, недостаточное – к проскальзыванию и затуплению режущей кромки. Для сверл диаметром 16–20 мм рекомендуемое усилие – около 15–20 кг. Поддерживайте равномерную подачу – сверло должно резать, а не тереть металл.
- Охлаждение: при сверлении отверстий свыше 10 мм обязательно охлаждение. Подойдёт эмульсия, машинное масло, керосин (для алюминия). Наносите охлаждающую жидкость каждые 15–20 секунд. Для глубоких отверстий – используйте постоянную подачу через шприц или трубку.
Игнорирование этих параметров ведёт к перегреву сверла и потере геометрии режущей кромки уже через 1–2 отверстия. Соблюдайте режимы – увеличите ресурс инструмента в 3–5 раз.
Как избежать перегрева инструмента и заготовки
При сверлении больших отверстий в металле основной причиной перегрева становится высокая скорость вращения и сильное давление на сверло. Для снижения температуры используйте минимально допустимую скорость: для стали диаметром 30-50 мм оптимальная частота вращения – 200–400 об/мин. Чем тверже металл, тем ниже скорость.
Обязательно применяйте охлаждающие жидкости – специальные смазочно-охлаждающие составы или масляные жидкости. Поливайте зону сверления каждые 10–15 секунд небольшим количеством жидкости, чтобы сбить температуру и продлить ресурс сверла.
Не допускайте излишнего нажима на сверло: избыточное усилие повышает трение и нагрев. Сосредоточьтесь на равномерном, стабильном давлении, позволяющем сверлу резать металл без заеданий.
Используйте сверла с режущей кромкой из быстрорежущей стали с покрытием из нитрида титана (TiN) или других твердосплавных материалов. Они лучше выдерживают высокие температуры и снижают трение.
Обработка и зачистка краёв после сверления
После сверления большого отверстия в металле края остаются заусенцами и зазубринами, которые требуют обязательной обработки для предотвращения травм и улучшения посадки элементов. Работу выполняют сразу после сверления, пока металл не успел деформироваться или остыть.
- Удаление заусенцев вручную:
- Используйте напильник с мелкой или средней зернистостью. Работайте плавно, чтобы не расширить отверстие.
- Направляйте напильник под углом 15–20° к краю отверстия, удаляя острые части и зазубрины.
- Для внутреннего края подойдет круглый или полукруглый напильник, подходящий по диаметру.
- Механическая обработка с помощью шлифовальных насадок:
- Применяйте шлифовальные круги или барабаны на дрели или роторном инструменте (например, Dremel).
- Выбирайте насадки из карбида кремния или оксида алюминия с мелкой зернистостью (150–240 grit).
- Соблюдайте низкие обороты, чтобы избежать перегрева и деформации края.
- Зачистка кромки с помощью зенкера:
- Используйте ручной или электрический зенкер для снятия фаски шириной 0,5–1,5 мм под углом 45°.
- Это улучшает внешний вид и обеспечивает лучшее прилегание деталей.
- Подбирайте зенкер по диаметру отверстия с небольшим превышением для точности фаски.
- Финишная доводка:
- После удаления основных заусенцев пройдитесь мелкозернистой шкуркой (400–600 grit) по краям.
- Шлифуйте круговыми движениями, чтобы сгладить микронеровности.
- Промойте отверстие от металлической пыли и опилок, чтобы исключить коррозию.
Правильная зачистка продлевает срок службы детали и снижает риск травм при эксплуатации изделия.
Вопрос-ответ:
Какие инструменты нужны для сверления большого отверстия в металле дома?
Для работы понадобятся: электродрель с регулировкой оборотов, набор сверл по металлу разных диаметров, кернер для точной разметки, а также масло или специальная смазка для охлаждения сверла во время работы. Дополнительно может пригодиться тиски для надёжного закрепления детали.
Как выбрать правильное сверло для сверления большого отверстия в стальном листе?
Если нужно сделать отверстие большого диаметра, лучше сначала просверлить маленькое сверло, а затем постепенно увеличивать размер с помощью сверл большего диаметра. Для металла подойдут сверла из быстрорежущей стали (HSS), они сохраняют прочность и не перегреваются. Для особо твёрдых сплавов иногда используют сверла с твердосплавными наконечниками.
Какая техника сверления поможет избежать перегрева и деформации металла?
Для снижения нагрева стоит сверлить на малых оборотах и регулярно использовать охлаждающую жидкость или масло. Во время сверления не стоит сильно давить на дрель, лучше давать сверлу возможность работать плавно. Перерывы в работе помогут сверлу остыть и сохранить свою остроту, а металлу — не деформироваться.
Можно ли сделать большое отверстие в металле одним сверлом, если нет наборов разных диаметров?
Просверлить сразу большое отверстие одним сверлом обычно сложно, особенно если диаметр свыше 20 мм. Такое сверло будет сильно нагреваться и быстро тупиться. Вместо этого можно использовать корончатое сверло или специальную насадку — например, кольцевое сверло с твердосплавными зубьями, которые быстрее и качественнее прорезают металл большого диаметра.
Какие меры безопасности следует соблюдать при сверлении металла в домашних условиях?
Обязательно наденьте защитные очки, чтобы избежать попадания металлической стружки в глаза. Рабочее место должно быть хорошо освещено и проветриваемо. Закрепите заготовку в тисках или на устойчивой поверхности, чтобы избежать её вращения или сдвига. Не используйте слишком большую силу при работе, держите руки подальше от сверла и выключайте дрель при смене инструмента.
Как правильно выбрать сверло для сверления большого отверстия в металлической пластине дома?
Для сверления больших отверстий в металле важно подобрать сверло подходящего диаметра и материала. Чаще всего используют сверла из быстрорежущей стали (HSS) или твердосплавные. При большом диаметре лучше брать ступенчатые сверла или коронки по металлу, которые позволяют делать отверстия быстрее и аккуратнее. Перед началом работы рекомендуется проверить прочность металла и подобрать сверло с учетом его толщины и твердости. Также стоит смазать место сверления маслом или специальной жидкостью, чтобы снизить нагрев и продлить срок службы инструмента.
Какие меры безопасности нужно соблюдать при сверлении крупного отверстия в металлической детали в домашних условиях?
Сверление металла требует внимания к безопасности. В первую очередь нужно надеть защитные очки, чтобы предотвратить попадание металлической стружки в глаза. Руки лучше защитить перчатками, но не слишком плотными, чтобы не запутаться в инструменте. Убедитесь, что деталь надежно закреплена, чтобы она не сдвигалась во время работы. Работайте на устойчивой поверхности и не прилагайте чрезмерного давления — это поможет избежать поломки сверла или повреждения детали. После сверления нужно аккуратно удалить стружку, используя щетку или магнит, а не руками.





